三代核電閘門制造技術研究
2018-05-30 08:25:16宋聚海白科財
新技術新工藝 2018年5期
宋聚海,白科財
(1.洛陽船舶材料研究所/洛陽雙瑞特種合金材料有限公司,河南 洛陽 471003;2.山東核電設備制造有限公司,山東 海陽 265100)
核電站設計采用縱深防御準則,設置了3道安全屏障,鋼制安全殼不僅是反應堆廠房的內層屏蔽結構,還是反應堆廠房的一道重要安全屏障,它可以在反應堆冷卻劑失水事故中包容從堆芯來的輻射[1]。人員閘門、設備閘門是安全殼的一部分,是連接安全殼內外的人員通道和設備運輸通道,作為安全殼壓力邊界的組成部分,在反應堆正常運行工況、異常運行工況和事故工況期間,應確保安全殼壓力邊界該部位的完整性和密封性。
人員閘門、設備閘門某些部件在設計上采用130 mm厚的低合金SA738 Gr.B鋼板,其焊接坡口示意圖如圖1所示[2],對應焊接焊縫為對接核安全二級承壓焊縫。由于所選用鋼板材較厚,焊接有一定的技術難度[3]。
根據《民用核安全設備監督管理條例》相關規定,制造相應核安全級別設備的制造廠需具有相應的制造許可資質,且在核安全局的監督管理下進行相關制造活動。本文從制造材料、焊接工藝、產品焊縫試板和人員資質等方面,對人員閘門、設備閘門制造技術條件進行分析總結,為該類核電站人員閘門、設備閘門的高質量制造提供參考。
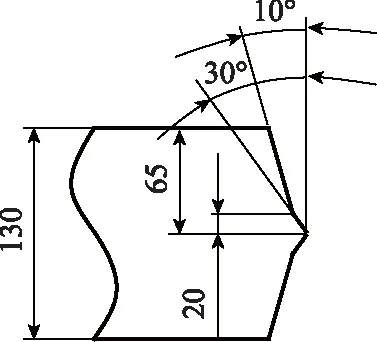
圖1 130 mm鋼板焊接坡口示意圖
1 閘門主要制造用材料
閘門為SC-2核安全級別。為確保設備質量滿足設計的服役條件及服役壽命要求,制造中所采用的原材料應按照技術文件的要求進行入場復驗。復驗深度符合相關技術文件,復驗頻次為逐批次復驗,且所有材料應滿足ASME Ⅲ NCA分卷要求。
1.1 SA738 Gr.B鋼板
SA738 Gr.B鋼板是一種高強調質鋼板,為美國ASME規范中的牌號,常用于核電工程上核級部件的制造。一般要求其屈服強度≥415 MPa,抗拉強度為585~700 MPa。該類鋼板合金添加較少,但力學性能比國內15CrMoR類的壓力容器鋼板高出很多[4]。SA738 Gr.B鋼板交貨狀態為淬火+回火狀態[5],其主要化學成分和力學性能見表1和表2。
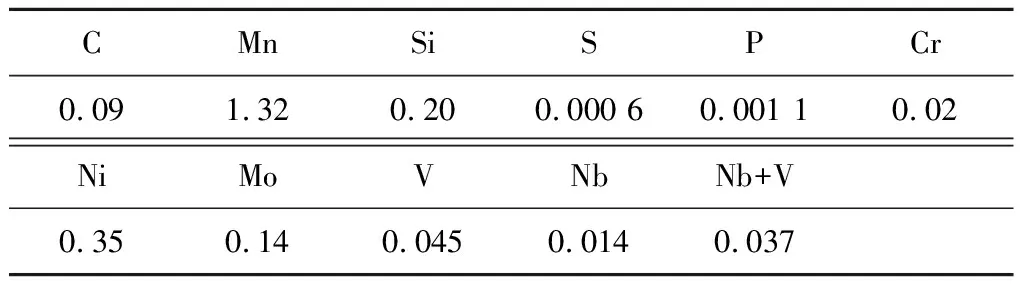
表1 SA738 Gr.B鋼板化學成分(質量分數) (%)

表2 SA738 Gr.B鋼板力學性能
1.2 焊接材料
為提高130 mm的超厚鋼板焊接效率,優先考慮采用埋弧焊接工藝。目前,相應的配套埋弧焊接材料尚處于工程應用驗證試驗階段。本文采用焊條電弧焊進行打底焊接,熔化極氣體保護焊進行填充、蓋面焊接的工藝方法。焊接填充材料包括焊條電弧焊(SMAW)用E9018-G-H4型號焊條和熔化極氣體保護焊用ER90S-G焊絲,采用20%Ar+80%CO2混合氣體作為保護氣體[6]。
E9018-G-H4焊條具有飛濺少、易引弧、焊接脫渣性好等優良特性,其未稀釋熔敷金屬化學成分及主要力學性能見表3和表4。焊條使用前采用380 ℃×1 h的烘焙制度進行烘焙,并在150 ℃條件下保溫待用。
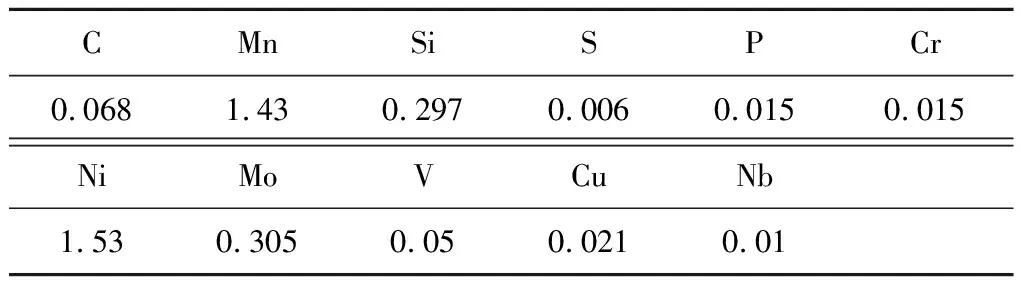
表3 E9018-G-H4焊條未稀釋熔敷金屬化學成分(質量分數) (%)

表4 E9018-G-H4焊條未稀釋熔敷金屬力學性能
熔化極氣保焊絲采用直徑為1.2 mm的ER90S-G焊絲,匹配20%Ar+80%CO2混合氣,具有焊接飛濺少、電弧穩定、熔敷效率高和焊接熔池清晰等優良特性,其化學成分及主要力學性能見表5和表6。

表5 ER90S-G焊絲化學成分 (%)

表6 ER90S-G焊絲力學性能
2 焊接工藝
2.1 工藝評定技術標準
人員閘門、設備閘門焊接工藝應在產品施焊前完成評定,并按照采購合同要求提交采購方進行審核或備案。焊接工藝評定參考ASME Ⅸ、ASME Ⅲ NE分卷及產品技術規格書。
2.2 工藝評定內容
工藝評定前,應參考閘門設計文件,根據產品實際情況(焊接材料、制造工期、板厚和預計焊接位置等)進行工藝評定的策劃,盡可能減少工藝評定的數量。
人員閘門、設備閘門中均涉及到130 mm厚SA738 Gr.B鋼板的焊接,根據ASME Ⅸ,對于SMAW、GMAW焊接方法,工藝評定試驗試板板厚為38~150 mm時,評定的母材厚度為5~200 mm。在實際工藝評定工作中,采用40 mm厚鋼板進行評定的工藝即可覆蓋實際產品中130 mm厚SA738 Gr.B鋼板的焊接工藝要求。
為防止大厚鋼板焊接冷裂紋的產生,焊前應對鋼板進行預熱,并對預熱溫度進行控制,如果預熱溫度過高,會使熱影響區冷卻速度過于緩慢,從而在該區內產生馬奧組織和粗大的貝氏體,使強度下降,韌性變差[7]。工藝評定中預熱溫度參考文獻[8]中Y型坡口試驗結果,一般為100~200 ℃。
根據ASME Ⅸ[9]規范,熱處理是焊接變素中的重要變素,本文中SA738 Gr.B鋼板為ASME Ⅸ中P-1材料,根據ASME NE[10],要求P-1材料最大免除焊后熱處理的厚度為44 mm,本文鋼板最大厚度為130 mm,超出免除焊后熱處理的范圍,因此工藝評定應覆蓋、滿足實際產品焊后熱處理的要求,并考慮設備服役過程中可能出現的返修。在實際的工藝評定工作中,適當延長熱處理評定的時間,根據單堆設計的60年服役期,本文考慮≥3次的返修。在熱處理溫度選擇方面,SA738 Gr.B鋼板為淬火加回火處理的調質鋼,如果熱處理溫度超過回火溫度,則鋼板失去調質效果,其強度和韌性都會受到破壞;因此,應采用低溫長時間保溫的熱處理方法。本文建議采用熱處理溫度為(605±5) ℃,保溫10 h。
SA738 Gr.B鋼板成分中含有錳、硅、鉻、鎳和鉬等可提高鋼的淬透性和馬氏體回火穩定性的元素,推遲珠光體和貝氏體的轉變,使產生馬氏體轉變的臨界冷卻速率降低,從而提高淬透性和抗回火性。由于含碳量低,淬火后得到低碳馬氏體,并且會發生自回火現象,脆性傾向小,因此,SA738 Gr.B鋼板本身焊接性較好。但是由于閘門制造用SA738 Gr.B有超厚度鋼板的焊接,其實際的焊接性受到試件厚度的影響。在焊接參數選擇方面,一方面高的熱輸入會降低接頭的韌性和強度[11];另一方面,應盡可能避免熱影響區脆化、軟化及液化裂紋的產生。本文建議在實際的設備制造生產活動中采用多層多道、小規范焊接的工藝措施。
2.3 工藝評定試驗
工藝評定的焊接試件在進行焊后熱處理、RT檢測合格后,按照設備技術規格書的要求進行相應的理化檢測試驗,主要試驗內容有:拉伸試驗、側彎試驗、宏觀金相、焊縫低溫沖擊(-29 ℃)、熱影響區沖擊值(-29 ℃)及焊縫金屬化學成分等。評定焊接試件取樣圖如圖2所示。試驗項目及數量見表7。
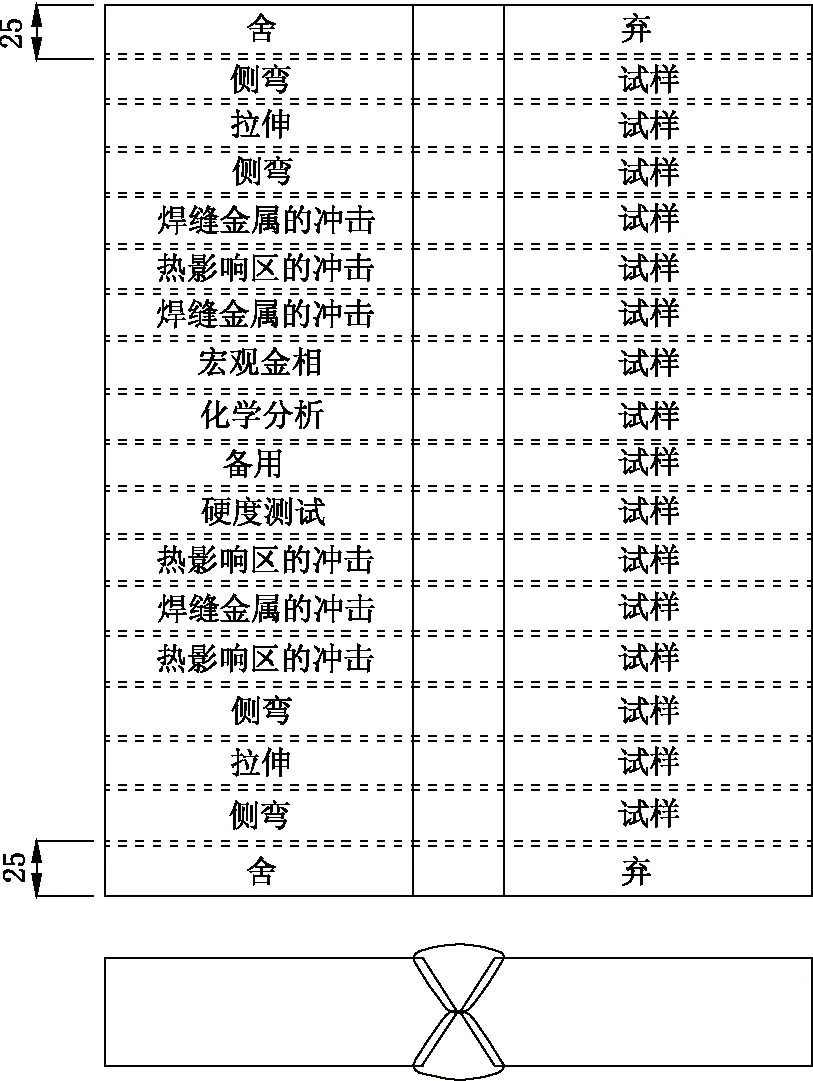
圖2 試驗試樣取樣部位示意圖
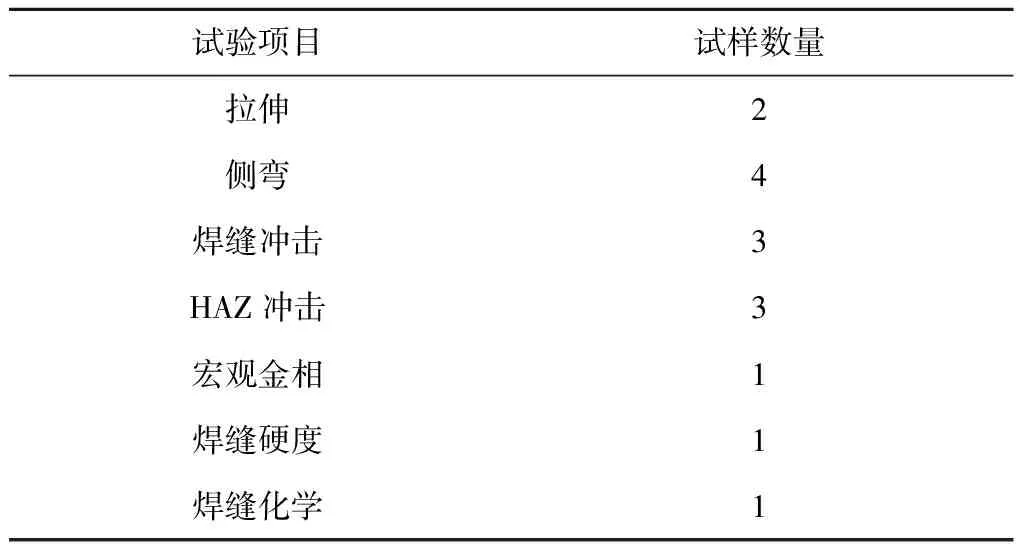
表7 對接焊縫評定試驗項目及數量
2.3.1 拉伸試驗
在拉伸試驗取樣時,為保證試驗的代表性,應對評定試板全厚度進行取樣,拉伸試驗機性能受限時,可以采用分層取樣,采用多個試樣代替全板厚試樣時,應將每組試樣看成相當于一個要求拉伸試驗的全板厚單個試樣。根據ASME Ⅸ,對于兩側相同母材的焊縫,抗拉強度應不小于母材規定的最小強度方為合格。如果拉伸試樣斷裂在焊縫或熔合區以外的母材上,只要抗拉強度不低于母材規定最小抗拉強度的95%,即認可拉伸試驗結果合格。
2.3.2 側彎試驗
對于本文討論的SA738 Gr.B鋼板焊接工藝評定,側彎試驗時采用壓頭直徑為4倍側彎試樣厚度,彎曲180°后,檢查試件受檢面的焊縫和熱影響區,在任何方向上不得有任何>3.2 mm的開口缺陷為合格,側彎檢查試樣如圖3所示。
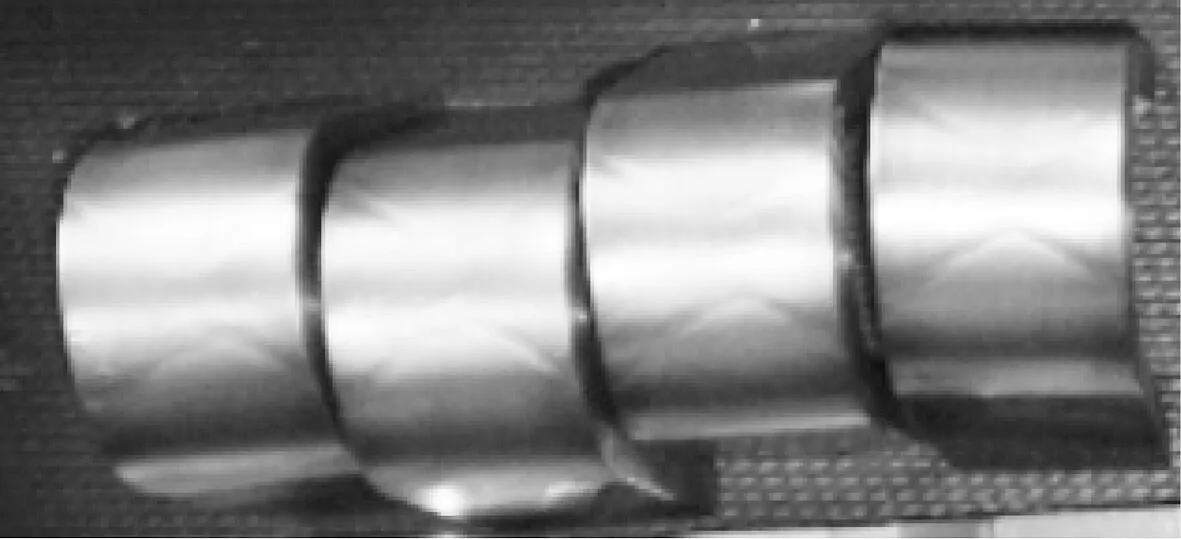
圖3 試件側彎凸面圖
2.3.3 沖擊試驗
沖擊試驗按照產品相關技術文件進行,沖擊試驗溫度的選擇取決于設備設計的服役溫度,對接接頭一般要求對焊縫及HAZ分別進行沖擊試驗。本文討論沖擊試驗考核指標為-29 ℃,吸收能量均值≥54 J(單個最小值≥40 J),側向膨脹量≥0.38 mm。
一般情況下,評定的母材、焊材確定后,對吸收能量影響最大的因素是焊縫的熱輸入量,減少線能量的輸入可以提高焊縫的力學性能。采用小電流多道快速焊接,并嚴格控制層道間溫度,減少熱輸入,可以有效保證焊縫的焊接性能。
2.3.4 宏觀金相試驗
宏觀金相檢測試驗要求受檢面焊縫金屬和熱影響區完全熔合,無裂紋為合格。
2.3.5 焊縫金屬硬度測試
焊縫金屬硬度測試可與金相測試采用同一個試樣,焊縫金屬硬度與焊縫金屬的強度、殘余應力、夾渣物數量、夾渣物種類及形貌等有關。在實際工藝評定中提供實測值。
2.3.6 焊縫金屬化學成分
焊縫金屬化學成分與母材、填充材料成分及融合比有關,工藝評定中提供實測值。
3 產品焊縫試板
產品焊縫試板是在產品焊縫焊接過程中,采用與產品相同批次母材、相同批次焊接填充材料、相同焊接工藝及由同一焊工進行焊接的試板,試板完成焊接后,隨產品進行相同條件的熱處理及無損檢測。產品焊縫試板制作數量及方式應滿足產品制造技術規格書的要求,試板的尺寸應滿足試驗取樣要求。對于厚度為130 mm的產品焊縫,其產品焊縫試板厚度同產品一樣為130 mm,其側彎、拉伸均應進行分層取樣,其他試樣應根據不用的焊接方法明確取樣位置。進行產品焊縫試板試樣理化試驗過程中,如果出現不合格的項,允許進行復驗。
4 人員資質
人員資質是確保制造活動滿足制造能力要求的一個重要指標,有資質的人員采用合格的設備,遵循受控的工藝才能制造出質量受控的產品。人員閘門、設備閘門制造過程中,焊工焊接操作工均應取得相應的HAF焊工資質,針對本文探析的手工焊條電弧焊和熔化極氣體保護焊2種焊接方法,焊工應取得的資質見表8,應在資質有效期內進行施焊。閘門在制造過程中,相應的無損檢測活動等均應由具有相應資質的人員進行。
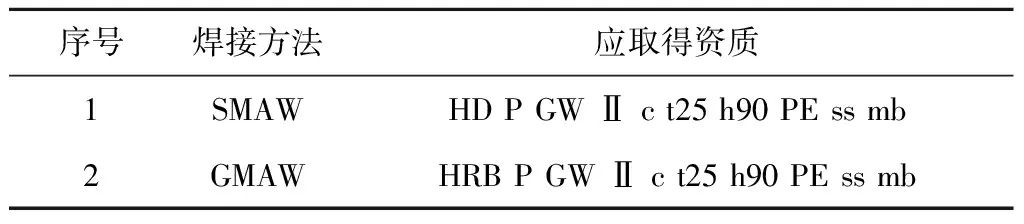
表8 閘門焊工焊接操作工HAF資質
5 結語
本文根據某三代先進壓水堆人員閘門、設備閘門設計制造要求,從制造材料、焊接工藝、產品焊縫試板和人員資質等方面進行分析總結,得出結論如下。
1)人員閘門、設備閘門中,130 mm厚SA738 Gr.B鋼板可以采用40 mm厚鋼板評定合格的工藝進行焊接,評定的位置、熱處理制度等應能夠同時覆蓋實際產品的焊接。
2)為確保焊縫金屬的各項力學性能,130 mm厚SA738 Gr.B鋼板焊接應采用小規范參數施焊。采用的X型坡口有利于焊接成型中的變形控制。
3)核級設備制造活動中人員資質、所采用的材料、使用的設備和采用的制造工藝等均應滿足制造活動的要求,且是受控的。
[1] 張俊寶,谷雨,劉衛華. 核電站鋼制安全殼SA-738 Gr.B鋼免除焊后熱處理探討[J]. 熱加工工藝,2017, 46(1):230-232.
[2] 西屋電氣公司. 西屋公司的P1000先進非能動型核電廠[J]. 現代電力,2006, 23(5):55-65.
[3] 于立學,宋聚海. SA738Gr.B焊接工藝研究[J]. 電焊機,2014, 44(3):28-31.
[4] 徐博,孫文. 130 mm厚SA738 Gr.B鋼板卷制工藝研究[J]. 機械工程師,2016(10):245-246.
[5] 張效寧,景益,余燕,等. 核電站鋼安全殼SA738 Gr.B鋼SH-CCT曲線的測定及分析[J].熱加工工藝,2013, 42(1):156-158.
[6] 王曉光, 張偉棟, 郭彥輝, 等. SA738 Gr.B鋼自動焊接工藝[J]. 電焊機,2015, 45(9):20-24.
[7] 徐剛, 呂龍, 王子偉, 等. SA-738M Gr.A調質鋼的焊接[J]. 電焊機,2012, 42(11):88-102.
[8] 丁連征,王剛,王海龍. 安全殼用低合金調制鋼SA73B的焊接工藝評定[C]//中國核能行業協會2010年中國核能可持續發展論壇論文集. 北京:中國核能行業協會,2010.
[9] ASME Ⅸ 焊接和釬焊評定標準[S]. 2015.
[10] ASME Ⅲ NE MC級部件[S]. 2015.
[11] 蘇琳,周恒洋. 淺談壓力容器焊接質量控制[J]. 低溫與特氣, 2006(6):22-23.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24