企業鍵盤裝配線設計
2018-05-31 02:49:24彭玲玲杜倩田亞鳳劉展宏馮柔徐丹向明森
商情 2018年14期
彭玲玲 杜倩 田亞鳳 劉展宏 馮柔 徐丹 向明森

【摘要】本課題以裝配計算機鍵盤為例,為其設計一條裝配作業線。裝配線設計主要運用工業工程的知識,對研究對象進行了分解和操作單元劃分,再通過秒表時間研究法計算操作時間,得到最終的工位劃分,最后畫出裝配線的平面圖。
【關鍵詞】裝配作業線 秒表時間研究法
一、背景介紹
本課題研究產品為鍵盤。賽利華公司鍵盤生產車間,目前主要為DELL、HP、IBM、華碩等計算機制造商生產通用計算機鍵盤產品,裝配線采用皮帶式傳送,傳送帶兩邊分別設置工位,工作臺和產品的流動方向即傳送帶的運動方向垂直。工人操作的時候采用的坐姿,座椅是普通座椅,無腰靠扶手等。本公司生產對象是104鍵標準計算機鍵盤,此類型鍵盤依然是現在社會最常用的鍵盤布局具體形狀如圖1所示。
圖1鍵盤樣例
二、產品分解
由于2倍鍵和1.5倍鍵大小形狀不一樣,所以在裝配的時候需要裝配人員重復抓取;1倍鍵的形狀大小是一樣的,裝配人員一次可以抓取兩個。2倍鍵安裝比1倍鍵和1.5倍鍵相對復雜,2倍鍵在安裝之前需要安裝平衡杠。按鍵的裝配的順序按照從上至下,從左至右,分區進行的原則。先后順序為功能鍵區、主鍵盤區、編輯鍵區、光標控制鍵區、數字小鍵盤區。由于裝配的最后四個工序為半自動化操作,工序操作時間由機器決定,不能改變。四個工序的名稱及時問為定位印刷(12.6秒),烘干(13秒),裝配上下蓋(10.2秒),檢驗裝箱(12秒)。所以按鍵裝配的每個工序的時間應該盡量靠近這幾個數據的中間值即12秒。反復實驗得出:一次性安裝5至6個一倍鍵或者4個一倍鍵加1個1.5倍鍵或者2個一倍鍵加1個兩倍鍵的時間在12秒左右。所以,根據安裝的難易程度將按鍵的裝配分為21道工序。
三、鍵盤裝配測時
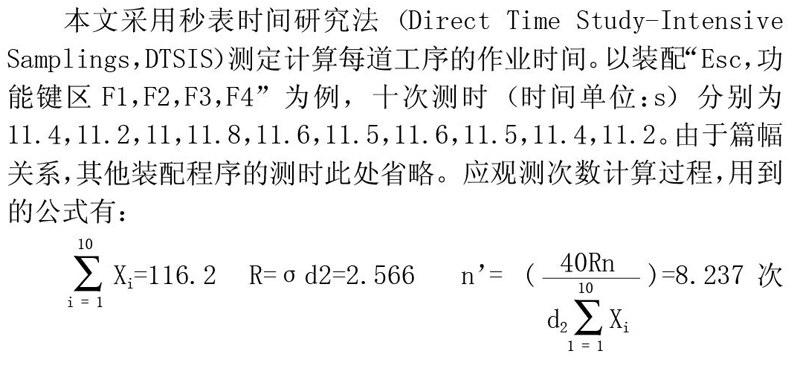
amplings,DTSIS)測定計算每道工序的作業時間。以裝配‘‘Fsc,功能鍵區F1,F2,F3,F4'為例,十次測時(時間單位:s)分別為11.4,11.2,11,11.8,11.6,11.5,11.6,11.5,11.4,11.2。由于篇幅關系,其他裝配程序的測時此處省略。應觀測次數計算過程,用到的公式有:
根據計算,裝配“Esc,功能鍵區F1,F2,F3,F4”的應觀測次數為9次。按鍵裝配測時的前十次原始數據及根據所測數據計算的應觀測次數n(詳細計算過程省略)。根據上述公式的計算結果,取所有工序應觀測次數最大的值作為最終的觀測次數,即每道工序應該測時17次,所以每道工序還應測時7次。以序號1為例:裝配“Esc,功能鍵區F1,F2,F3,F4”增加后7次測時的數據為(單位:s)11.4,11.3,11.5,12.3,12.1,11.1,11.0,計算其算數平均數為11.5(秒),即得到裝配“Esc,功能鍵區F1,F2,F3,F4”的正常操作時間為11.5秒。同理,其他工序的操作時間(時間單位:s)依次為:11.8、12.3、11.5、11.6、12.5、12.5、11.6、12.4、12.4、12.6、12.6、12.7、12.6、12.7、12.4、11.7、12.2、12.8、12.6、12.5、10.1。
四、裝配線工位設置
由于標準鍵盤需求量很大,所以需要大批量生產,宜采用直線型流水線組織生產方式,裝配過程由檢查、裝配、包裝、運輸等環節組成。檢查主要分為裝配前檢查和包裝前檢查,裝配前檢查的工作是目視檢測計算機鍵盤外觀無劃傷、碰傷、磨損、油污、凹痕等不良缺陷,包裝前檢驗是檢查按鍵的彈性、手感、可靠穩定性等。裝配主要工作是2次檢查即裝配前檢查和包裝前檢查(2道工序)、裝配鍵盤的104個按鍵(21道工序)、上下蓋的組裝(1道工序)、印刷標記(1道工序)、烘干(1道工序),共為26道工序。最后兩個工序共用一個工作臺,裝配上下蓋工序為半自動化,不需要很大工作面積,且兩道工序的產品可以不經過傳送帶的傳送直接包裝,減少整個裝配過程的裝配時間。各工序的標準工時即上述所測定的工時。
本條裝配線的工序為26個,其中裝配時間最長的是“烘干"If序,需要時問為13秒,所以本條裝配線的瓶頸工序時間為13秒,從而計算平衡率為:平衡率=(各工序時間總和/(工站數*瓶頸工序時間))*100%=(10.1+11.5+11.8+12.3+11.5+11.6+12.5+12.5+11.6+12.4+12.4+12.6+12.6+12.7+12.6+12.7+12.4+11.7+12.2+12.8+12.6+12.5+12.6+13+10.2+12)/(26.13)*100%=93%。計算得出本條裝配線的平衡率為93%。
五、裝配線及周圍平面設計
裝配線采用傳統流水線布局方式,鍵盤裝配工位設置在傳送帶的一側,方便另一側設置其他產品的生產工位。運輸裝置采用運輸帶,計算機鍵盤重量較輕,且需要大批量生產,由于鍵盤自身的裝配要求,在運輸過程中不能出現大的抖動,所以采用皮帶運輸。操作臺的長邊與傳送帶方向垂直,因為鍵盤的裝配操作需要較大的工作臺面,所以采用獨立工作臺。第一工位的旁邊是待加工產品暫存區,方便操作者快速上料。最后一個工作臺的旁邊是成品暫存區,可以使操作者很方便地堆放產品,等待專門人員運送至庫房。在操作者的左側是送料通道,方便及時為每個工位送料。
六、總結
本文以鍵盤裝配為研究對象,根據廠商提供資料,為鍵盤的裝配重新設計了一條裝配線。新的生產系統依據鍵盤的按鍵的分布設置工序的先后順序,裝配線最大限度地保證平衡,提高生產效率。
參考文獻:
[1]張群.生產與運作管理[M],北京:機械工業出版社,2014.
[2]陳榮秋,馬士華.生產運作管理[M].北京:機械工業出版社,2003.
[3]易樹平,郭伏.基礎工業工程[M].北京:機械出版社,2013.