非線性減振槽在不同排布方式下抑制深孔鏜削顫振的研究*
2018-06-02 06:48:24郭嘉瑞關(guān)世璽孟凡沖
制造技術(shù)與機(jī)床 2018年5期
郭嘉瑞 關(guān)世璽 孟凡沖 賈 凱 常 晶
(中北大學(xué)機(jī)電工程學(xué)院,山西 太原 030051)
隨著機(jī)械加工制造業(yè)的不斷發(fā)展,現(xiàn)如今各個(gè)領(lǐng)域?qū)ι羁椎募庸ぞ纫笤絹?lái)越高,加工條件要求越來(lái)越苛刻,如航空宇航制造業(yè)、汽車產(chǎn)業(yè)、石油、兵器、煤礦等,然而,深孔鏜削過(guò)程中的顫振會(huì)降低加工零部件的精度無(wú)法達(dá)到設(shè)計(jì)要求。實(shí)際加工中,深孔刀具系統(tǒng)受到切削液流體力及切削力波動(dòng)等多種因素的作用,如何在保證加工正常運(yùn)行的條件下,實(shí)時(shí)有效地控制刀具系統(tǒng)的動(dòng)態(tài)行為,從而確保被加工孔的精度已成為深孔鏜削研究的熱點(diǎn)和關(guān)鍵問(wèn)題[1-2]。因此,研究如何有效地抑制甚至消除鏜削加工過(guò)程中的振動(dòng)是十分有必要的。
鏜桿顫振的振幅和頻率取決于鏜桿的靜剛度和動(dòng)剛度。目前,在國(guó)內(nèi)外,對(duì)深孔加工過(guò)程中的顫振控制,研究人員做了大量的研究工作,在國(guó)內(nèi),研究人員提出了多種鏜桿減振方案,例如秦柏[3]采用虛擬樣機(jī)技術(shù)對(duì)內(nèi)置式動(dòng)力減振鏜桿進(jìn)行運(yùn)動(dòng)特性分析和結(jié)構(gòu)優(yōu)化,為各種減振鏜桿的研發(fā)提供指導(dǎo);馬天宇[4]針對(duì)長(zhǎng)徑比較大的減振鏜桿進(jìn)行了設(shè)計(jì),以細(xì)長(zhǎng)懸臂桿代替鏜桿,將吸振器裝置于最長(zhǎng)懸伸處,利用 ADAMS 研究減振鏜桿的振動(dòng)特性。在國(guó)外,BATZER[5]等通過(guò)將刀具和工件均簡(jiǎn)化成剛性體的單自由度數(shù)學(xué)模型來(lái)分析刀具的動(dòng)態(tài)行為, MEHRABADI[6]等在鉆桿動(dòng)態(tài)行為分析中考慮了阻尼和質(zhì)量偏心的影響,討論了刀具軸心動(dòng)態(tài)運(yùn)行軌跡的穩(wěn)定性對(duì)孔加工質(zhì)量的影響。瑞典山特維克公司[7]在鏜桿的內(nèi)部增加內(nèi)置減振器對(duì)其進(jìn)行鏜桿減振等設(shè)計(jì)方案。
針對(duì)深孔內(nèi)螺旋槽鏜削過(guò)程中的顫振問(wèn)題,提出了優(yōu)化鏜桿結(jié)構(gòu)的阻尼減振方法,通過(guò)研究發(fā)現(xiàn)切削液流經(jīng)開(kāi)設(shè)非線性減振槽的阻尼通道,鏜刀系統(tǒng)的整體阻尼性能得到提高,鏜刀振動(dòng)產(chǎn)生的能量得以消耗,最終達(dá)到減振的效果。然而考慮到鏜桿的強(qiáng)度、剛度以及加工工藝性,合理地排布非線性減振槽,使鏜刀系統(tǒng)輸出的阻尼性能更好 ,鏜桿減振效果更優(yōu)。
1 雙鏜桿刀體結(jié)構(gòu)與減振原理分析
非線性(x2=2py)減振槽雙鏜桿鏜刀系統(tǒng)的結(jié)構(gòu)示意圖如圖1所示。該鏜刀系統(tǒng)的調(diào)刀機(jī)構(gòu)是通過(guò)三爪卡盤的卡爪徑向伸縮來(lái)實(shí)現(xiàn)刀體伸縮功能。具體工作原理:推動(dòng)分度環(huán)2和端蓋1,使端蓋內(nèi)孔鍵槽與傳動(dòng)軸10外圓花鍵嚙合;每次進(jìn)退刀時(shí),順時(shí)針/逆時(shí)針旋轉(zhuǎn)分度環(huán)2和端蓋1,使傳動(dòng)軸10正/反向轉(zhuǎn)動(dòng),通過(guò)健連接帶動(dòng)錐齒輪9正/反向轉(zhuǎn)動(dòng),同時(shí)錐齒輪9端面的阿基米德螺旋槽也實(shí)現(xiàn)正/反向轉(zhuǎn)動(dòng),因而,與阿基米德螺旋槽嚙合的刀頭4自動(dòng)實(shí)現(xiàn)徑向伸縮。
雙鏜桿的內(nèi)外鏜桿通過(guò)授油器7連接形成環(huán)形間隙的流場(chǎng)域,其中在內(nèi)鏜桿外表面開(kāi)設(shè)一系列非線性減振槽,深孔鏜削時(shí),在外來(lái)激勵(lì)的作用下,切削液流經(jīng)具有非線性減振槽的環(huán)形阻尼通道,由于沿程壓力損失及非線性減振槽處的局部壓力損失導(dǎo)致壓力大幅度降低,然而切削液流經(jīng)減振槽處,截留面積增大,流體膨脹,速度降低,并且形成渦流,耗散能量,從而使流體的阻尼力增大,因此具有非線性減振槽的阻尼通道比間隙環(huán)形阻尼通道輸出的阻尼性能好,大大消耗了鏜桿產(chǎn)生的振動(dòng)能量,減小其振動(dòng)幅值,從而改善了系統(tǒng)的動(dòng)態(tài)性能。

鏜桿的彎曲程度以及顫振的幅值和頻率主要取決于鏜桿的靜剛度和動(dòng)剛度。因此考慮到鏜桿的強(qiáng)度、剛度以及加工工藝性,合理地優(yōu)化雙鏜桿的結(jié)構(gòu)設(shè)計(jì)即優(yōu)化非線性減振槽的排布對(duì)鏜桿減振研究是十分必要的。

非線性減振槽不同的排布方式影響著流體的流動(dòng)分力、旋渦生成與脫落以及旋渦間相互干擾,其流動(dòng)形態(tài)和流動(dòng)特征受非線性減振槽排布的影響[8]。因此,不同排布的非線性減振槽環(huán)形阻尼通道影響著阻力系數(shù)以及輸出阻尼力的大小。合理地優(yōu)化雙鏜桿結(jié)構(gòu)增大阻尼力的輸出,提高鏜桿減振的效果,提出了3種排布方式:螺旋排布、交錯(cuò)排布以及軸向直列排布,其內(nèi)鏜桿的周向?yàn)?個(gè)減振槽均列分布,取鏜桿部分三維結(jié)構(gòu),示意圖如圖2所示,通過(guò)仿真結(jié)果對(duì)比分析非線性減振槽的3種不同排布方式,選出最優(yōu)的排布方式,達(dá)到最優(yōu)的減振效果。
2 顫振產(chǎn)生的機(jī)理及動(dòng)態(tài)切削力分析
深孔鏜削加工過(guò)程中,由于切削層及其被加工表面產(chǎn)生彈性與塑形變形等問(wèn)題,使鏜削時(shí)工件加工表面上產(chǎn)生振紋,由于振紋產(chǎn)生,導(dǎo)致了相鄰鏜削過(guò)程中切削厚度發(fā)生變化,刀具切削力和振動(dòng)相位差也隨之發(fā)生變化,從而產(chǎn)生顫振[9]。如圖3所示,鏜削時(shí)相鄰的刀具鏜削軌跡圖。
設(shè)圖中相鄰的兩次刀具軌跡為y(t0)、y(t),相鄰兩軌跡之間的距離為S0,設(shè)瞬時(shí)切削厚度為S(t)。即:
y(t)=Asin(ωt)
(1)

(2)
則在y方向上,上一次切削軌跡為
y(t0)=y(t-T)-S0=Asin(ωt-α)-S0
(3)
式(3)中T為旋轉(zhuǎn)周期。

設(shè)α為相鄰兩軌跡的相位差,即:
α=Tω
(4)
又因?yàn)樗矔r(shí)切削厚度為
S(t)=y(t)-y(t0)
(5)
將式(1)、(3)代入式(5)得:
(6)
將式(1)、(2)代入式(6)得:
(7)
因此,
(8)
則動(dòng)態(tài)切削力為
(9)
式中:b為切削寬度;kd為切削寬度系數(shù)。
3 鏜刀系統(tǒng)動(dòng)力學(xué)分析
深孔鏜削加工過(guò)程中,鏜刀系統(tǒng)發(fā)生振動(dòng),在振動(dòng)系統(tǒng)初期,瞬態(tài)振動(dòng)和穩(wěn)態(tài)振動(dòng)是并存的,由于阻尼的存在,瞬態(tài)振動(dòng)很快被衰減掉,最終趨于穩(wěn)態(tài)振動(dòng),穩(wěn)態(tài)振動(dòng)是有阻尼受迫振動(dòng)的穩(wěn)定運(yùn)動(dòng)。
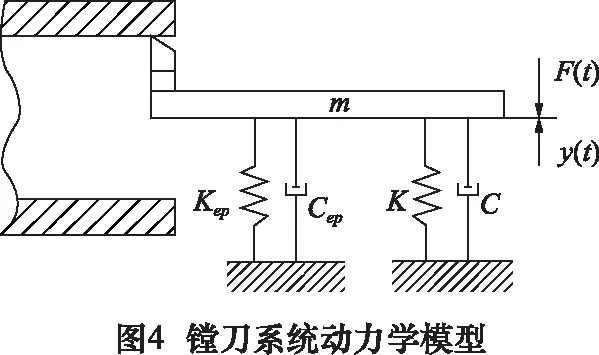
因此,鏜刀系統(tǒng)通過(guò)切削液產(chǎn)生的粘性阻尼能削弱系統(tǒng)產(chǎn)生的振動(dòng),提高鏜刀系統(tǒng)的動(dòng)態(tài)性能。建立鏜刀系統(tǒng)動(dòng)力學(xué)模型如圖4所示。
其中kep、cep為阻尼液等效剛度、等效阻尼;k、c為機(jī)床固有剛度、阻尼。
由動(dòng)力學(xué)模型得系統(tǒng)動(dòng)力學(xué)方程:
(10)
將式(9)代入式(10)得:

(11)
(12)
(13)
其中:ωn為固有頻率;ζ為粘性阻尼系數(shù)或阻尼比[10]。
令X=B/B0,λ=ω/ωn,以振幅比X為縱坐標(biāo),頻率比λ為橫坐標(biāo),以阻尼比ζ為參變量,通過(guò)MATLAB軟件仿真得到幅頻響應(yīng)曲線,如圖5所示。
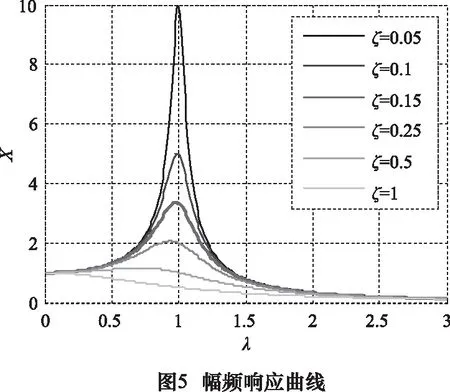
隨著ω增大,B也迅速增大,當(dāng)ω→ωn或λ→1時(shí),振幅B急劇增大并達(dá)到最大值產(chǎn)生共振。在共振區(qū)附近,振幅的大小取決于鏜刀系統(tǒng)的阻尼大小,阻尼越小共振越嚴(yán)重,因此,提高鏜刀系統(tǒng)的阻尼可以避免產(chǎn)生共振。
由幅頻響應(yīng)曲線直觀地顯示了阻尼對(duì)振幅的影響,阻尼增大可以有效地減小振動(dòng)幅值。由圖5可知,當(dāng)ζ<0.5時(shí),阻尼大即使受迫振動(dòng)不能停息,但卻使振幅減小,振動(dòng)得以衰減趨于穩(wěn)定。當(dāng)阻尼足夠大時(shí),共振不再發(fā)生,振動(dòng)維持在一個(gè)較小的振幅上,達(dá)到減振的效果。從上述分析得出,增大鏜刀系統(tǒng)輸出的阻尼可以避免共振發(fā)生,有效地抑制振動(dòng),達(dá)到減振的目的。
因此,雙鏜桿的內(nèi)鏜桿表面非線性減振槽的排布不僅影響鏜刀系統(tǒng)固有頻率,還影響著切削液輸出的阻尼大小,進(jìn)而影響著鏜刀系統(tǒng)的動(dòng)態(tài)性能。
4 基于Fluent軟件對(duì)3種不同排布的非線性減振槽環(huán)形間隙內(nèi)流場(chǎng)域進(jìn)行仿真
切削液為粘性流體,在內(nèi)鏜桿表面開(kāi)設(shè)的非線性減振槽排布方式不同,其切削液流經(jīng)時(shí),旋渦的生成與脫落、旋渦間的相互干擾以及流動(dòng)形態(tài)和流動(dòng)特征都受減振槽排布的影響,流體分離以及渦流的生成與脫落等耗散能量,進(jìn)而影響切削液通過(guò)流場(chǎng)域時(shí)所輸出的阻尼性能。
因此,運(yùn)用Fluent軟件仿真模擬開(kāi)設(shè)有螺旋排布、交錯(cuò)排布以及直列排布的非線性減振槽的3個(gè)流場(chǎng)域,通過(guò)改變其入口速度參數(shù),運(yùn)用Fluent仿真軟件監(jiān)測(cè)流體產(chǎn)生的阻力系數(shù)[11],最后運(yùn)用MATLAB進(jìn)行數(shù)據(jù)處理,繪制出阻力系數(shù)曲線圖,如圖6所示。
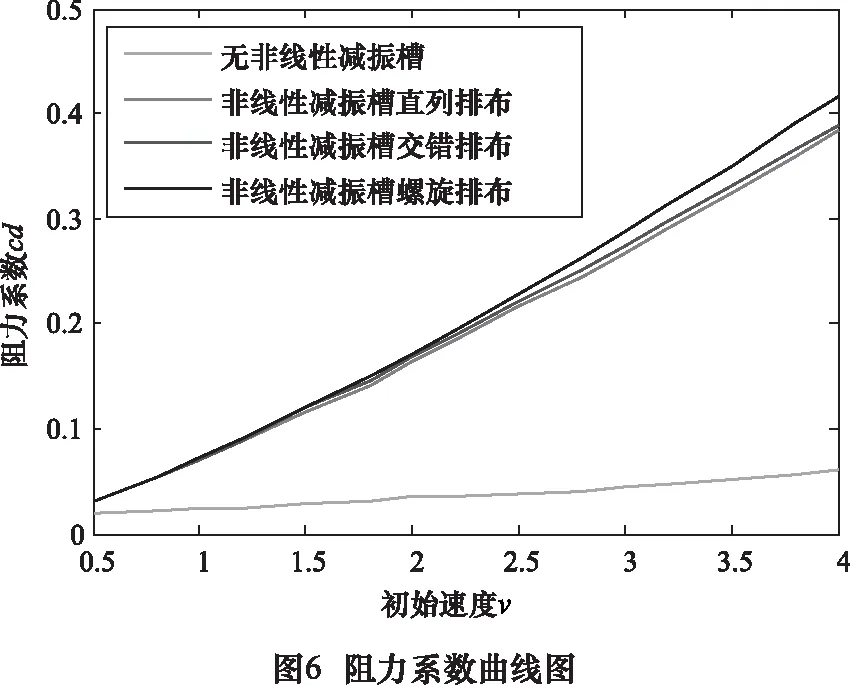
根據(jù)圖6得出,螺旋排布、交錯(cuò)排布以及直列排布的非線性減振槽流場(chǎng)域的阻力系數(shù)明顯大于普通間隙流場(chǎng)域的阻力系數(shù)。即開(kāi)設(shè)非線性減振槽可以增大切削液輸出阻尼的效果,其中螺旋排布的非線性減振槽阻尼效果更好,根據(jù)幅頻響應(yīng)曲線知,切削液流經(jīng)螺旋排布的非線性減振槽時(shí)增大了鏜刀系統(tǒng)輸出的阻尼,能有效避免共振的發(fā)生,減小振動(dòng)幅值,有效地抑制了振動(dòng),達(dá)到了減振的目的,使深孔鏜削過(guò)程中,鏜刀系統(tǒng)趨于穩(wěn)定。
通過(guò)仿真分析得出,流場(chǎng)域結(jié)構(gòu)的變化導(dǎo)致阻力系數(shù)發(fā)生改變,其呈增大趨勢(shì),加速了能量的消耗以及阻尼力的輸出,進(jìn)而使振動(dòng)衰弱,改善了鏜刀系統(tǒng)的動(dòng)態(tài)性能。螺旋排布的非線性減振槽結(jié)構(gòu)相比三角形減振槽、梯形減振槽以及矩形減振槽等,工藝性更好,同時(shí)也避免了應(yīng)力集中等問(wèn)題。
5 Simulink仿真計(jì)算與分析
運(yùn)用Simulink對(duì)其動(dòng)力學(xué)模型進(jìn)行仿真分析,結(jié)合工程實(shí)際應(yīng)用數(shù)據(jù)用Simulink軟件求解動(dòng)力學(xué)方程,對(duì)比分析無(wú)非線性減振槽的雙鏜桿結(jié)構(gòu)和螺旋排布、交錯(cuò)排布以及直列排布的非線性減振槽雙鏜桿結(jié)構(gòu)減振的效果,仿真得出振動(dòng)時(shí)域圖,如圖7所示。

根據(jù)振動(dòng)時(shí)域圖可知,3種不同排布的非線性減振槽的鏜刀系統(tǒng)的動(dòng)態(tài)性能明顯優(yōu)于沒(méi)有開(kāi)設(shè)非線性減振槽的鏜刀系統(tǒng),其振動(dòng)比沒(méi)有開(kāi)設(shè)非線性減振槽的鏜刀系統(tǒng)的振動(dòng)波形平緩得多,其中螺旋排布方式
相比其他兩種排布方式,動(dòng)態(tài)性能更好,振動(dòng)波形更加平緩,其減振效果更加明顯。因此,切削液流經(jīng)螺旋排布的非線性減振槽產(chǎn)生的阻尼能更好地抑制鏜刀系統(tǒng)的振動(dòng),具有很好的減振效果,減振效果更優(yōu)。
6 結(jié)語(yǔ)
(1)通過(guò)Fluent軟件對(duì)螺旋排布、交錯(cuò)排布以及直列排布的非線性減振槽的雙鏜桿結(jié)構(gòu)進(jìn)行流體仿真,得出切削液流經(jīng)螺旋排布的非線性減振槽處,阻力系數(shù)明顯增大,輸出的阻尼效果更好。
(2)運(yùn)用Simulink對(duì)其動(dòng)力學(xué)模型進(jìn)行仿真,得出切削液流經(jīng)3種不同排布的非線性減振槽時(shí)能改變鏜桿顫振響應(yīng)譜峰值的頻率和幅值,達(dá)到抑制深孔鏜削過(guò)程中顫振的目的,其中螺旋排布的非線性減振槽雙鏜桿結(jié)構(gòu)減振效果更好,動(dòng)態(tài)性能更加平穩(wěn).
(3)螺旋排布的非線性減振槽雙鏜桿結(jié)構(gòu)運(yùn)用到實(shí)際工程中,結(jié)構(gòu)工藝性更好,同時(shí)對(duì)深孔機(jī)床刀具減振研究也具有一定的價(jià)值。
[1] 朱林,王世清,劉戰(zhàn)峰,等.深孔鉆削穩(wěn)定性研究及應(yīng)用[J].機(jī)械工程學(xué)報(bào),1998,34(3):101-106.
[2] 李言,孔令飛.振動(dòng)切削深孔加工初始偏差對(duì)孔直線度誤差的影響[J].機(jī)械工程學(xué)報(bào),2012,48(13):167-173.
[3] 秦柏,邵俊鵬.重型數(shù)控機(jī)床深孔加工動(dòng)力減振鏜桿的設(shè)計(jì)與仿真[J].哈爾濱理工大學(xué)學(xué)報(bào),2006,11(1):140-141.
[4] 馬天宇.減振鏜桿結(jié)構(gòu)設(shè)計(jì)及仿真分析[D]. 哈爾濱:哈爾濱理工大學(xué),2013.
[5] Batzer S, Gouskov A, Vornov S. Modeling vibratory drilling dynamics[J].ASME,Journal of Vibration andAcoustics, 2001,123:635-644.
[6] Mehrabadi I M, Nouri M, Madoliat R. Investigating chatter vibration in deep drilling, including process damping and the gyroscopic effect [J]. International Journal of Machine Tools and Manufacture, 2009,49(12-13):939-946.
[7] 胡李波,王民,李剛.動(dòng)力減振鏜桿的減振性能研究[J]. 機(jī)械設(shè)計(jì)與制造,2009(1):131-133.
[8] 陳文曲.二維串并列圓柱繞流與渦致振動(dòng)研究[D]. 杭州:浙江大學(xué),2005.
[9]趙如意,關(guān)世璽.電流變液減振器在抑制深孔切削顫振上的研究[J].制造技術(shù)與機(jī)床,2010(10):73-76.
[10] 蘇令,劉向鋒,劉瑩. 淺槽環(huán)瓣型浮動(dòng)環(huán)密封的動(dòng)態(tài)特性分析[J]. 潤(rùn)滑與密封,2007,32(1):106-107.
[11] 孫小庚.二維凹槽內(nèi)加機(jī)翼減阻效果的數(shù)值分析[D].武漢:武漢理工大學(xué),2009.
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
瘋狂英語(yǔ)·新讀寫(2020年3期)2020-06-06 09:05:56
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中國(guó)公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
