基于多體系統理論的數控機床加工精度幾何誤差預測模型*
2018-06-02 06:48:24王洪樂周青華熊青春
制造技術與機床 2018年5期
關鍵詞:模型
王洪樂 周青華 熊青春③
(①西安增材制造國家研究院有限公司,陜西 西安 710300;② 四川大學空天科學與工程學院,四川 成都 610065;③成都飛機工業(集團)有限公司,四川 成都 610092)
精密超精密數控加工機床精度預測和誤差補償問題一直是學術界研究的熱點[1]。伴隨著國家自然科學基金委員會《機械工程學科發展戰略報告(2011-2020)》的出版[2]和“高檔數控機床與基礎制造裝備”重大專項的開展,國內外研究學者對多軸數控機床加工精度預測和誤差補償等問題進行了大量深入的科學研究。
為了減小數控機床的機械加工誤差,提高被加工工件精度,必須對整個機械加工工藝系統誤差影響因素進行測量、評定、建模和補償,因此建立準確可靠的數控機床精度誤差預測模型,為后期數控機床誤差實時動態補償提供有效補償參量極其重要。國內外研究學者針對三軸、五軸機床以及加工中心,采用了幾何誤差建模法、誤差參數建模法、二次關系誤差建模法、動靜態誤差時變特性建模法、機器人機構學建模法等方法進行了數控機床精度誤差的建模與誤差補償。Han[3]在1986年采用傅里葉變換方法建立了數控機床的空間幾何誤差模型。Reshetov和Portman[4]在1988年根據小角度誤差假設,采用變分法計算出任意結構的數控機床誤差精度模型,將數控機床的誤差參數值采用函數形式表達,該精度誤差模型包含了數控機床成形系統誤差模型、物體小位移誤差模型和空間幾何誤差模型。粟時平[5]在2002年運用多體系統運動學理論,分析了多軸數控機床的運動副間的拓撲結構,將三軸、五軸數控機床各部件的關聯關系用低序體陣列來表示,并將各部件的幾何變換通過四階齊次特征矩陣表示,系統完整地推導出了數控機床運動誤差精度模型。Hsu[6]在2007年通過將數控機床各個部件作為剛體,根據多體系運動學理論和四階齊次坐標變換矩陣構建了RRTTT型的五軸數控機床幾何誤差模型。2012年范晉偉[7]研究了帶擺角頭的數控機床幾何誤差的建模與補償方法,主要建立了理想條件與實際條件下刀具路線數控指令及刀具軌跡三者間的相互映射關系。2016年李杰[8]根據多軸數控機床誤差元素的時變特性,提出了一種數控機床靜、動態綜合誤差的數控機床誤差建模方法,并基于此構建了靜、動態誤差與刀具軌跡誤差的映射關系模型。
綜合大量學術資料發現,針對數控機床誤差檢測、精度誤差建模、誤差補償方法等方面仍然存在著理論通用性差、誤差元素表述方式困難、計算參數易受人為因素影響而出現誤差等方面的問題。本文主要從工程實踐角度出發,基于天津大學劉又午[9-10]教授提出的多體系統理論,研究了B-A擺頭五軸龍門數控機床的誤差產生機理和誤差精度建模方法步驟,并建立了B-A擺頭五軸龍門數控機床精度誤差預測模型。通過采用雙頻激光干涉儀測量B-A擺頭五軸數控機床的X/Y/Z軸的各項誤差,并運用國防科技大學李圣怡團隊[11]提出的平動軸“十二線法辨識算法”進行計算,得出數控機床的21項空間幾何誤差。將上述各項誤差值代入到B-A擺頭五軸龍門數控機床的誤差精度預測模型中,預測數控機床的加工精度,并與三坐標測量儀檢測結果對比,為后續開發數控機床誤差補償分析計算系統和切削工藝優化提供理論指導。
1 B-A擺頭五軸龍門數控機床精度誤差建模
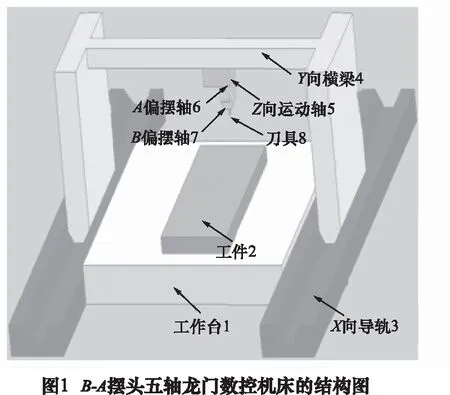
本文主要研究對象為B-A擺頭的五軸龍門數控機床,如圖1所示。在結構方面,相對于普通三軸機床,增加了2個擺動軸,使其主軸刀具具有姿態調整功能,為復雜曲面結構件的切削加工提供了便利。然而,在多數機械加工工廠都普遍存在由于在機床服役期過長、環境熱影響、運動副磨損、維修保養不到位等因素,使同批大量切削加工工件存在尺寸超差和表面質量不達標的誤差現象。從該機床主軸端刀具角度看,其刀具位置和姿態的誤差包括了機床幾何運動誤差、切削熱影響誤差、切削力誤差、伺服控制誤差等等,并把主軸端刀具誤差,稱之為B-A擺頭五軸龍門數控機床綜合誤差。因此,從B-A擺頭五軸龍門數控機床主軸端刀具出發,建立該機床精度誤差預測模型,測量并辨識各項空間幾何誤差參數,可以為后期數控機床誤差實時動態補償技術提供理論依據。
1.1 多體系統理論
多體系統理論[10]是天津大學劉又午教授在70年代后期提出的,用于分析機械臂、三坐標測量機、數控機床等開環或閉環多體系統裝備的運動學和動力學關系的理論。其主要采用低序體陣列矩陣方法描述運動部件間的關系,簡潔方便且適用于計算機自動編程描述。多體系統是對一般復雜機械系統的完整抽象和有效描述方法,可以用若干柔性或剛性體通過某種方式連接而成,在實際應用中的機械系統都可以抽象成多體系統,目前已經在數控機床、機器人坐標測量機等復雜機械系統中廣泛應用。如圖1所示,首先在各典型“體”上建立參考坐標系;以大地為慣性參考系體B0,以此為基礎,在與大地相連的B-A擺頭五軸龍門數控機床工作臺體1上選定B1體;然后可以按照遠離體1距離的方向,依次劃定工件2上選定B2體、X向導軌運動軸3上選定體B3、在Y向橫梁運動軸4上選定體B4、在主軸方向的Z向運動軸5上選定體B5、在A偏擺軸6選定體B6、在B偏擺軸7選定體B7;依據以上分析,建立B-A擺頭五軸龍門數控機床多體系統拓撲結構關系圖,如圖2所示。
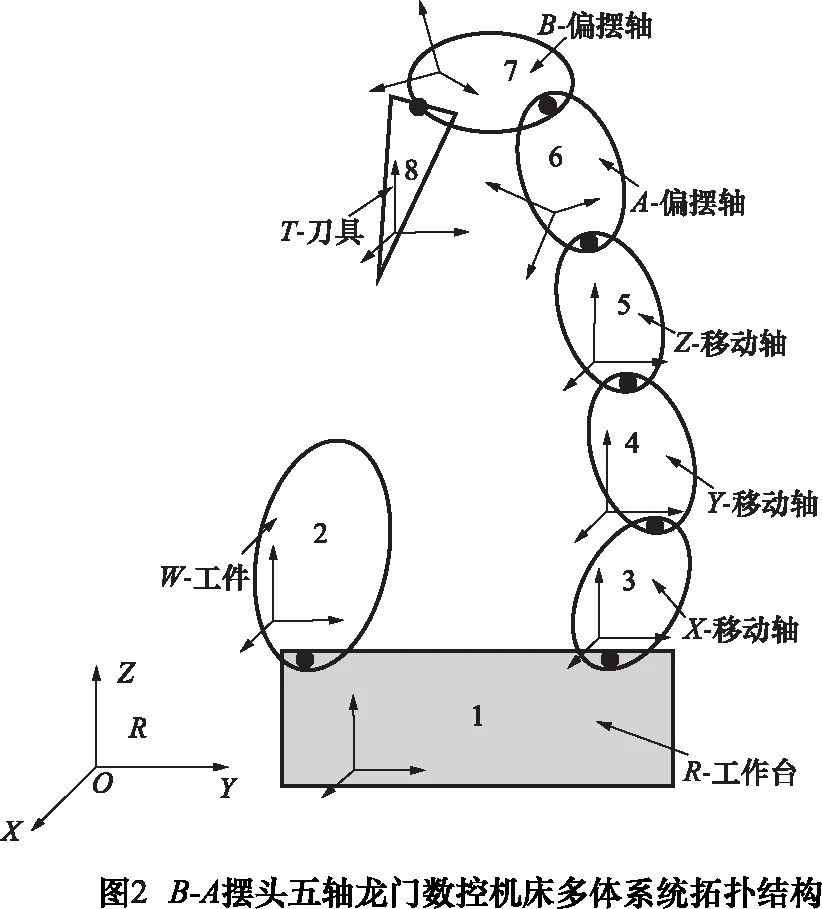

表1 低序體陣列表
分析該B-A擺頭五軸龍門數控機床的低序體陣列關系。從圖2可以清晰發現,各個典型體之間都是通過單約束關系聯系起來的,如工作臺1和X向運動軸3之間是移動副,Z向主軸運動體5與刀具A向偏擺軸之間是轉動副。體B2的1階低序體是B1,體B5的2階低序體是B3;將各個體之間的低序體陣列關系匯總如表1所示。
在典型體Bj和相鄰低序體Bi上分別在其上建立廣義坐標系Oj-XjYjZj和Oi-XiYiZi,且坐標系Bj和Bi是動態坐標系,在慣性參考系B0上建立靜坐標系O0-X0Y0Z0。點Oj相對于點Oi的位置變化表征了典型體Bj和相鄰低序體Bi的平移位置變化;坐標系Oj-XjYjZj相對于坐標系Oi-XiYiZi的旋轉變化表征了典型體Bj和相鄰低序體Bi的旋轉姿態變化。因此,坐標系Oj-XjYjZj和Oi-XiYiZi的相對變化,就轉換為了平移位置變化(Wijp)和旋轉姿態變化(Wijs)的結合,此變化關系可以用式(1)表示。
Bj←Wijs·Wijp·Bi
(1)
對于B-A擺頭五軸龍門數控機床的各個運動部件來說,各個體之間的運動關系由運動約束和結構約束進行限定,從每個運動部件都有6個自由度角度考慮,結合圖1給出的B-A擺頭五軸龍門數控機床各部件關系,可以分析得到各個運動體之間的約束自由度,匯總如表2所示。

表2 B-A擺頭五軸龍門數控機床各運動部件的自由度
在研究了B-A擺頭五軸龍門數控機床的拓撲結構、各個典型體之間的低序體陣列、各個典型體之間的自由度約束基礎之上,就可以對各個典型體之間的變換進行詳細分析。各體間的變換矩陣采用4階齊次矩陣。B-A擺頭五軸龍門數控機床的工作臺1到工件2的轉換矩陣為:
(2)
由于B-A擺頭五軸龍門數控機床在切削加工中工件2固定在工作臺1上,式(2)中不包含元素誤差量。
工作臺1到X移動導軌3的轉換矩陣為:
(3)
當X軸運動x時,在其6個自由度方向產生誤差,在式(3)中用Δx13、Δy13、Δz13、Δα13、Δβ13和Δγ13表示。以下相同。
由X向運動的立柱到Y向運動橫梁4的轉換矩陣為:
(4)
由Y向運動橫梁到Z向運動軸5的轉換矩陣為:
(5)
由Z向運動軸到A偏擺軸6的轉換矩陣為:
(6)
由A偏擺軸到B偏擺軸7的轉換矩陣為:
(7)
B偏擺軸到刀具8的轉換矩陣為:
(8)
在切削加工中,刀具8安裝在主軸端精度極高,在精度誤差模型中暫不考慮其誤差。
1.2 數控機床幾何誤差精度預測模型
以B-A擺頭五軸龍門數控機床為研究對象,根據前文敘述的方法,結合主軸端刀具在無誤差理想和有誤差實際條件下的成形運動函數、成形運動約束方程及實際成形運動關系,可以建立得出B-A擺頭五軸龍門數控機床的幾何精度誤差預測模型。設定主軸端刀具上任一點P(px,py,pz),其在刀具坐標系內的齊次坐標為P(px,py,pz,1),則在工作臺坐標系中的表示為:
(9)
工件上被加工點T(tx,ty,tz) ,其在工件自身坐標系內的齊次坐標為T(tx,ty,tz,1),則在工作臺坐標系中的表示為:
(10)
則B-A擺頭五軸龍門數控機床的精度誤差預測模型為:
(11)
2 數控機床誤差測量
影響數控機床出現切削加工誤差的因素眾多,包括傳動部件磨損誤差、熱環境影響誤差、切削速度、切削加速度沖擊誤差等等,結合第2章節中的精度誤差模型中的誤差參數,從主軸端刀具誤差可以稱之為B-A擺頭五軸龍門數控機床的綜合誤差這個角度考慮,采用雙頻激光干涉儀測量B-A擺頭五軸龍門數控機床空間幾何誤差,并將測量結果運用粟時平[5,11]提出的“十二線法辨識算法”計算,得出B-A擺頭五軸龍門數控機床空間21項幾何誤差。
雙頻激光干涉儀測量五軸龍門數控機床的平動軸誤差。首先在機床工作臺上建立空間虛擬立方體,如圖3所。
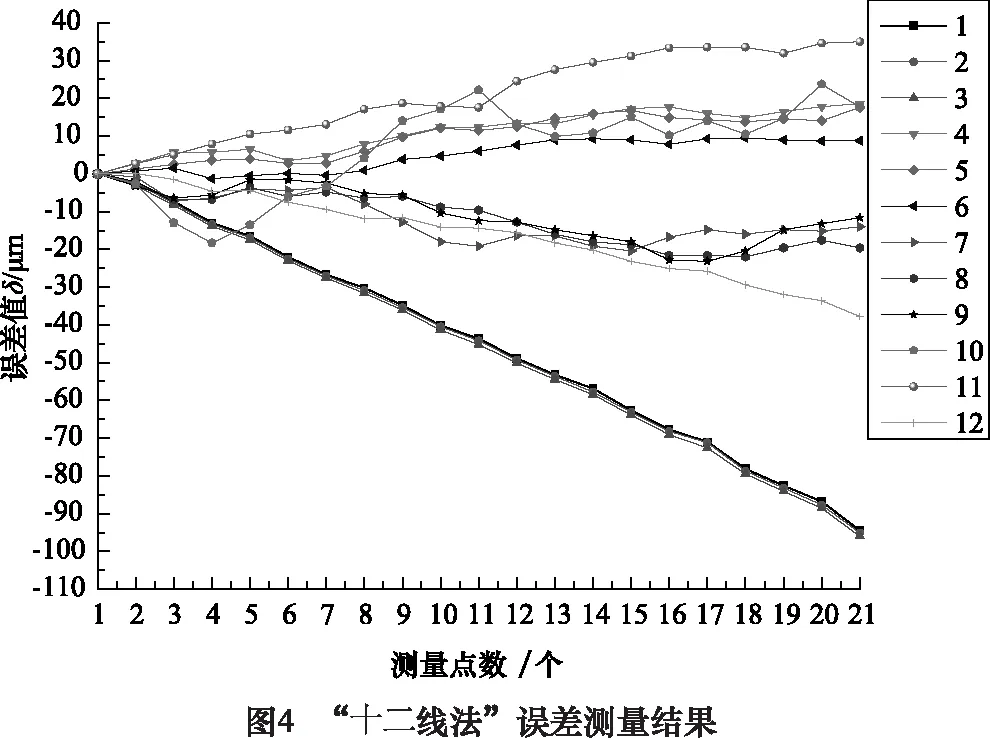
在B-A擺頭五軸龍門數控機床工作臺上設定沿數控機床工作空間中的虛擬立方體12條直線運動測量,其包括X、Y、Z軸單獨運動和聯動,誤差測量結果如圖4所示。

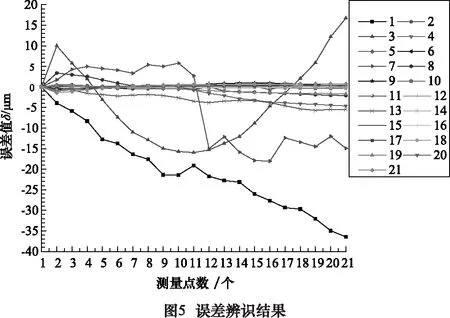
本文將“十二線誤差辨識算法”[11]應用于測量到的B-A擺頭五軸龍門數控機床的誤差測量數據,辨識得到B-A擺頭五軸龍門數控機床的X/Y/Z運動軸的21項空間幾何誤差,如圖5所示,并將該結果應用于前文的B-A擺頭五軸龍門數控機床的精度誤差預測模型式(11)中。
3 數控機床精度誤差預測
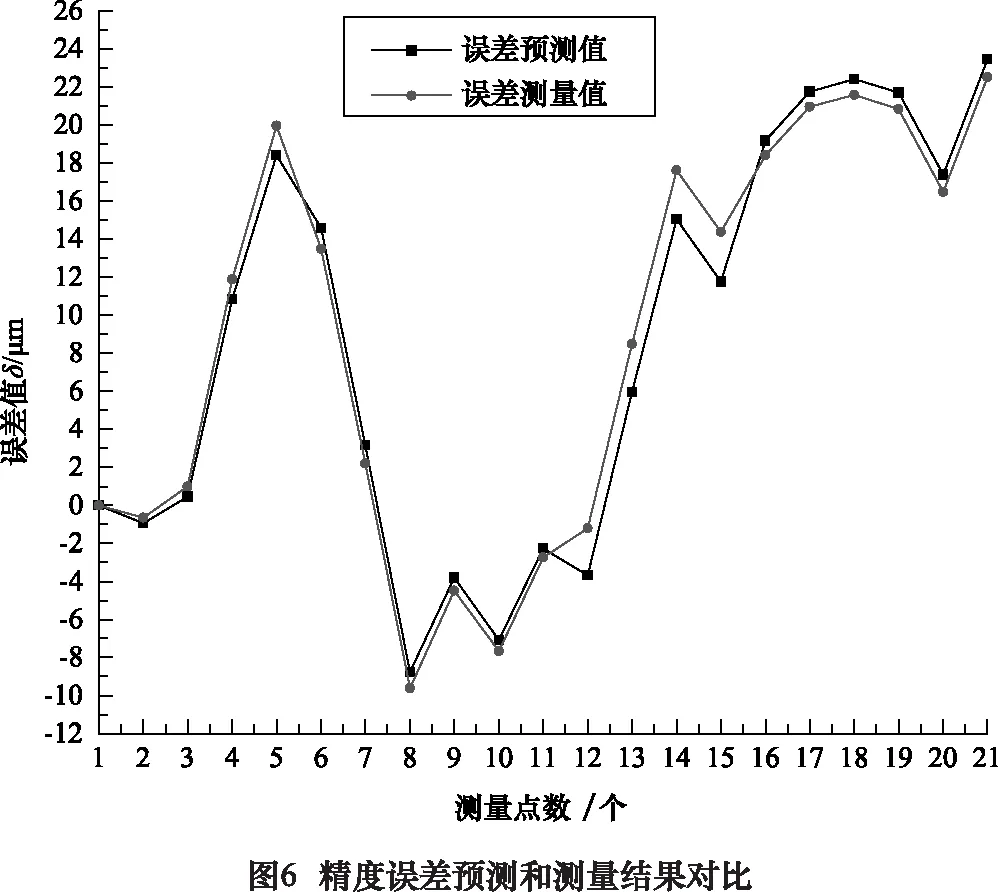
為了驗證該B-A擺角五軸龍門數控機床的精度誤差預測模型的可行性,以及采用平動軸的“十二線辨識算法”[11]的有效性,進行了B-A擺頭五軸數控機床切削工件精度測量實驗。被切削工件尺寸為:400 mm×400 mm×200 mm,銑削其上表面。經計算得到尺寸精度最大誤差為23 μm至-10 μm,如圖6所示。采用三坐標測量機,檢測工件表面上相應點的誤差值并繪制在圖6中。可以看出,精度誤差預測與測量結果吻合度很好。表3中給出了在該工件表面上選定的6個測量點的對比結果,充分表明了該B-A擺角五軸龍門數控機床精度誤差預測模型準確度高達34%以上,對于誤差較大點位的準確度更高,為后期該B-A擺頭五軸龍門數控機床的誤差實時動態補償提供了非常有效的參考價值和理論指導依據。
4 結語
本文采用多體系統運動學理論,建立了B-A擺頭五軸龍門數控機床誤差精度預測模型,并通過對該機床平動軸進行的誤差參數測量實驗,驗證了本文所建立的預測模型的準確性,對于后期該B-A擺頭五軸龍門數控機床精度誤差實時動態補償提供了極其有效的參考數據。采用雙頻激光干涉儀測量該B-A擺頭五軸龍門數控機床在工作臺空間上標定立方體的12條運動直線產生的誤差,并采用“十二線法誤差辨識算法”計算得到了該B-A擺頭五軸龍門數控機床的21項空間幾何誤差,將誤差參數辨識結果應用于該B-A擺頭五軸龍門數控機床精度誤差預測模型,預測結果和三坐標測量儀測量結果十分接近。該方法通用性較好,適用于各種類型結構的多軸數控機床,為開發B-A擺頭五軸龍門數控機床誤差實時動態補償軟件提供了極好的理論基礎,并為后期工程實踐中的B-A五軸龍門數控機床誤差補償提供了可靠依據。
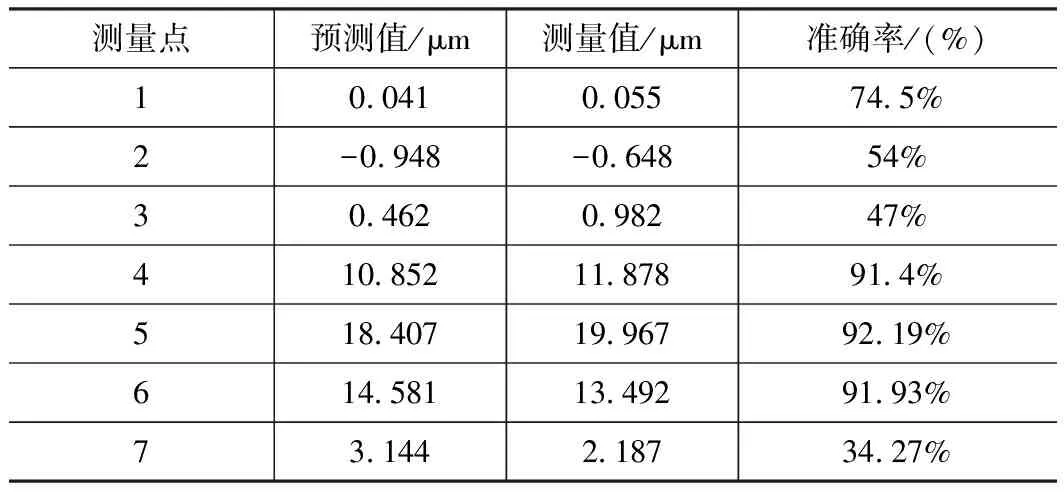
表3 誤差精度預測和測量
[1]周志雄, 周秦源, 任瑩輝. 復雜曲面加工技術的研究現狀與發展趨勢[J]. 機械工程學報, 2010, 46(17): 105-113.
[2]國家自然科學基金委員會工程與材料科學部. 機械工程學科發展戰略報告(2011—2020)[M].北京:科學出版社,2010.
[3]Han Z J, Zhou K. Improvement of positioning accuracy of rotating table microcomputer controlcompensation[J]. Precision Engineering, 1986, 4(8): 115-120.
[4]Reshetov D N, Portman V T. Accuracy of machine tools[M]. ASME Press, New York, 1988.
[5]粟時平. 多軸數控機床精度建模與誤差補償方法研究[D]. 長沙: 國防科技大學, 2002.
[6]Hsu YY, Wang S S. A new compensation method for geometry errors of five-axis machine tools[J]. International of Machine Tools and Manufacture, 2007,47(2): 352-360.
[7]范晉偉, 羅建平, 蒙順政, 等. 帶擺角頭五軸數控機床幾何誤差建模及補償方法研究[J]. 機械設計與制造, 2012(11): 4-6.
[8]李杰, 劉辛軍, 謝福貴, 等. 基于時變特性的數控機床綜合誤差建模方法[J]. 科技導報, 2016, 34(2): 65- 70.
[9]劉又午. 多體動力學的休斯頓方法及其發展[J]. 中國機械工程, 2000, 11(6): 601-607.
[10]劉又午,章青,趙小松,等. 數控機床全誤差模型和誤差補償技術的研究[J]. 制造技術與機床, 2003(7): 46-50,74.
[11]李圣抬, 戴一凡, 尹自強,等. 精密和超精密機床精度建模技術[M]. 長沙: 國防科技大學出版社, 2007.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
