貯箱圓柱表面形變檢測與涂層等厚加工參數優化
2018-06-02 06:48:25趙一搏許小強申雄剛
制造技術與機床 2018年5期
趙一搏 許小強 仵 劍 申雄剛 吳 亮 劉 淼
(703所,北京 100076))
在航天領域的大直徑薄壁金屬貯箱的主要制造工序包括:金屬箱體焊接加工、泡沫塑料噴涂、涂層等厚加工等。貯箱柱段表面凹陷情況加劇達到一定程度將對涂層的等厚加工質量產生不利影響,因此,提出采用激光傳感測距方法,對箱體柱段外表面的形貌特征進行測量,依據測量數據對箱體表面變形程度進行描述、分析,等厚加工模擬仿真,為等厚加工工藝參數優化提供依據,根據仿真結果優化工藝參數。
1 貯箱圓柱段表面形貌數據測量
針對貯箱圓柱段尺寸比較大的特點,利用現有等厚數控加工設備,選用激光傳感測距方式采集貯箱圓柱段徑向形貌數據[1]。
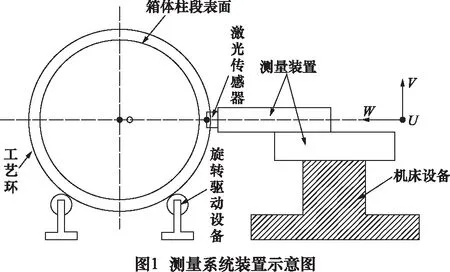
測量系統裝置整體布置如圖1所示。其中,測量裝置固定在等厚加工機床設備上,激光傳感器安裝在裝置的前端。測量裝置的絲杠可以帶動激光傳感器沿W軸移動,即沿圓柱箱體的徑向移動,機床U軸移動可帶動傳感器沿圓柱箱體的軸向移動,機床V軸移動可帶動傳感器豎直方向移動,旋轉驅動設備可實現箱體繞O軸轉動。各軸配合可實現傳感檢測系統對箱體表面形貌數據的測量。
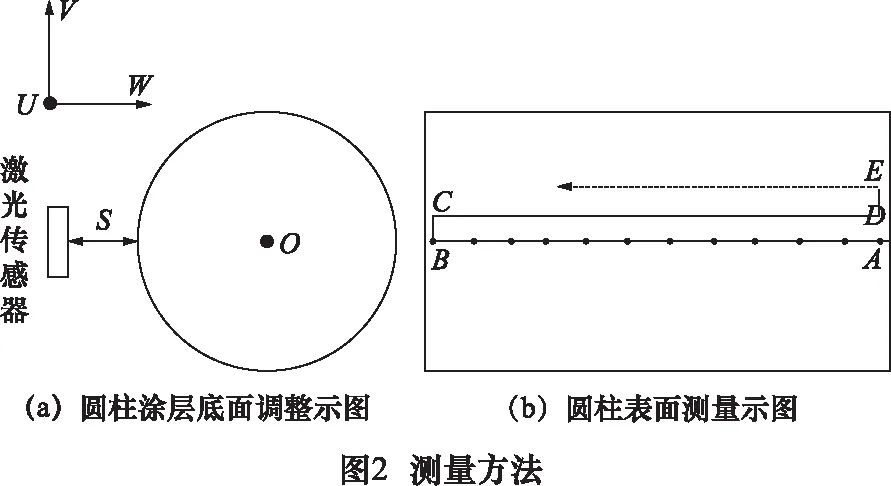
測量方法如圖2所示:首先移動V軸和W軸,使激光傳感器測量點移到箱體半徑高度以及到圓柱表面合適的距離s,如圖2a,此后W軸不再移動之后;如圖2b所示,先移動U軸和O軸,使激光測點打在測量起始位置A,然后勻速移動U軸,激光測點從A點移動至B點,完成一條母線的測量,此時O軸旋轉,使激光點打到C點,再移動U軸使激光點由C點移動至D點,完成下一條母線的測量。綜合整個型面數據,可得箱體圓柱段表面徑向形貌數據,實現對箱體柱段金屬表面形貌數據的采集。
測量過程中,激光傳感器在不同測點的測量值即為箱體表面的變形情況。經實際工程驗證表明,該測量方法和設計的測量裝置是可行的。
2 貯箱圓柱表面變形分析
2.1 貯箱圓柱表面凹陷度的提出
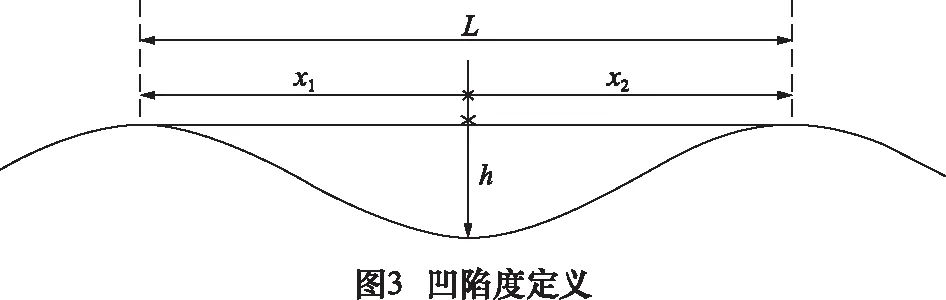
為了更好地描述貯箱表面的變形情況,采用截面圓周凹陷度理論來進行表面的變形程度分析。如圖3所示,截面圓周相鄰最高點間的距離稱為截面圓周凹陷長度[2],用L表示,單位為rad;波谷至兩波峰連線的最大距離定義為波幅,用h表示,單位為mm;將h1/x1和h2/x2兩者中較大的定義為截面圓周凹陷斜率,單位為mm/rad,其中x1和x2為截面圓周展開后的相鄰兩波峰到波谷的水平距離,h1和h2為波谷至兩波峰的豎直距離單位為rad。凹陷度可由波幅和凹陷斜率兩個參數來表示,波幅能夠描述變形量的大小,凹陷斜率能夠描述變形劇烈程度的大小。
2.2 貯箱圓柱截面變形分析
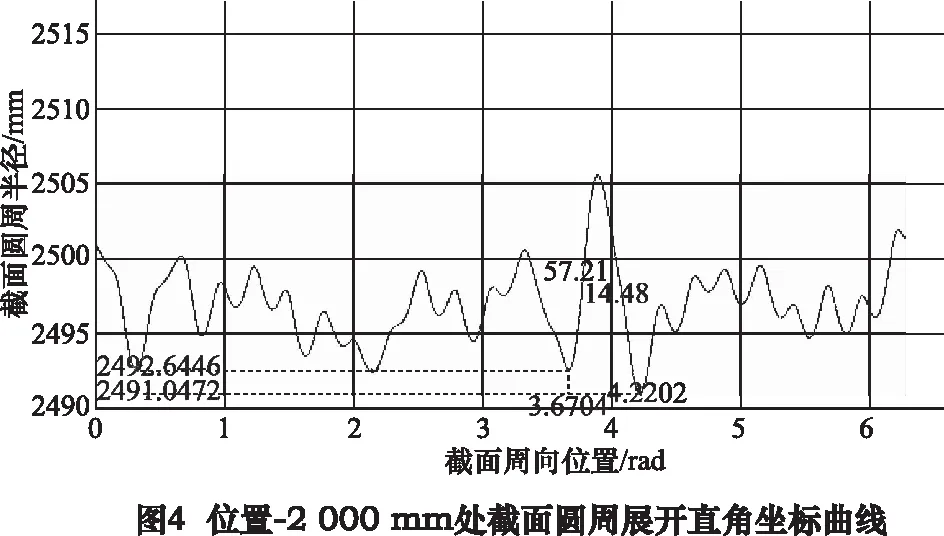
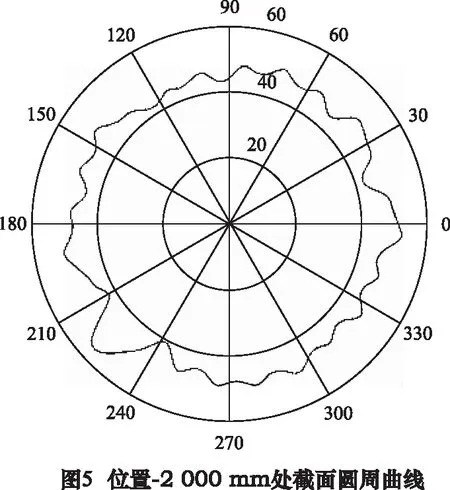
計算各截面凹陷斜率和波幅,首先,將采集到的數據由圓周量轉換成一條直線上的量;按照直角坐標曲線的斜率變化來確定波峰和波谷的相位[3];最后依據凹陷度的定義,計算各截面的最大凹陷斜率和波幅,并找出其所在曲線的位置。綜合各截面變形情況,可得在軸向測量位置-2 000 mm截面處,曲線的凹陷斜率最大,在該測量位置的變形最劇烈。該位置的直角坐標曲線和極坐標曲線如圖4和5所示。
2.3 柱段箱體表面整體變形分析
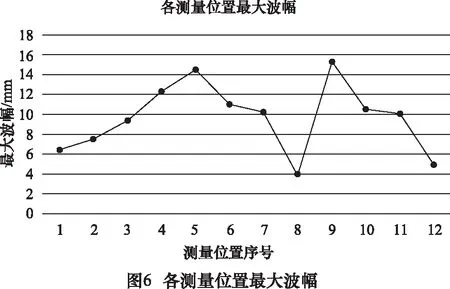
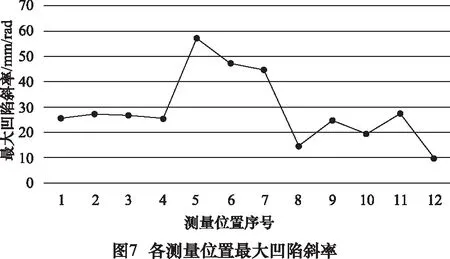
綜合計算的各截面最大凹陷度,每隔一定距離選取一個截面最大凹陷度,繪制凹陷度與測量位置的關系圖如圖6和7所示,各截面波幅隨軸向的測量位置變化呈馬鞍形,在位置5和9有兩個峰值,但圓周曲線凹陷斜率在軸向位置5截面處最大,綜合波幅和凹陷斜率,得到位置5,即測量位置-2 000 mm時變形最劇烈。
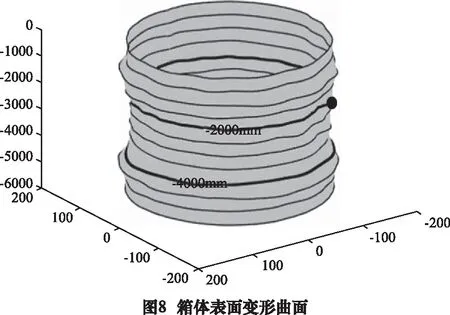
如圖8所示,通過反求工程,可以得到貯箱圓拉段表面變形的曲面圖。圖中較粗線位置的圓周曲線為兩個波幅峰值處的截面圓周曲線。其中-2000 mm位置黑點標記處為最大凹陷度的位置。
3 圓柱段表面等厚加工工藝參數優化
根據采集的圓柱段表面數據,對等厚加工工藝參數優化分析,以及對不同的工藝參數進行圓柱段表面等厚加工的模擬仿真和分析,對于實際等厚加工的工藝參數選取和實際加工安全以及加工精度的提高是非常有必要的。
3.1 加工工藝參數優化分析
自動進、退刀量是實時等厚加工的重要工藝參數,即貯箱每轉過一定角度,刀具沿箱體軸向或徑向自動移動的距離。進退刀量的選取,與圓周相鄰兩測量點間的半徑變化量有關。當進退刀量小于相鄰點間的半徑變化量時,會因進退刀不及時,造成過切或欠切,無法完成等厚加工。
分析采集到的貯箱表面的數據,計算貯箱截面圓周每隔0.3°數據點之間的變化量,找出正、反向的變化量最大值。正向最大變化量為等厚加工最大退刀量的臨界值,負向最大變化量為等厚加工最大進刀量的臨界值。當最大進退刀量大于或等于這兩個值時,已加工表面軌跡與箱體表面變形軌跡相契合,實現了等厚加工;當最大進退刀量小于這兩個值時,由于進退刀不及時,已加工表面凹陷部分變厚,凸起部分變薄。
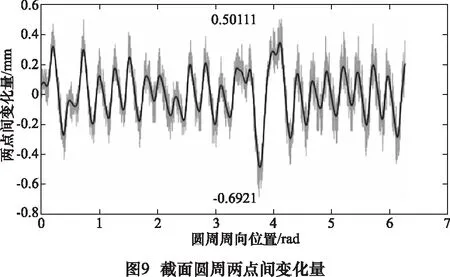
選取貯箱變形最大的截面進行加工工藝參數的優化選取分析。由上文的變形分析可知,在測量位置-2000 mm時,貯箱截面曲線變形最劇烈,該截面兩點間半徑變化量曲線如圖9所示。通過計算,該截面曲線兩點間正向最大變化量為0.501 mm,即最大退刀量的臨界值為0.501 mm;該截面曲線兩點間負向最大變化量為-0.692 mm,即最大進刀量的臨界值為0.692 mm。這兩個值可以為實際等厚加工的參數優化選取提供依據。
3.2 等厚加工仿真分析
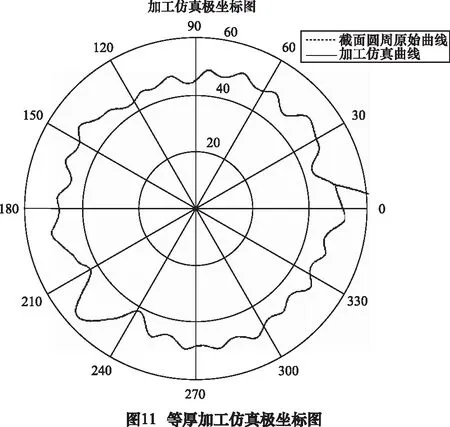
選取貯箱變形最大的截面進行模擬等厚加工仿真和分析,不同的工藝參數下,得到了不同的仿真結果,如圖10和11所示,圖中虛線為貯箱截面圓周原始曲線,實線為仿真加工曲線。
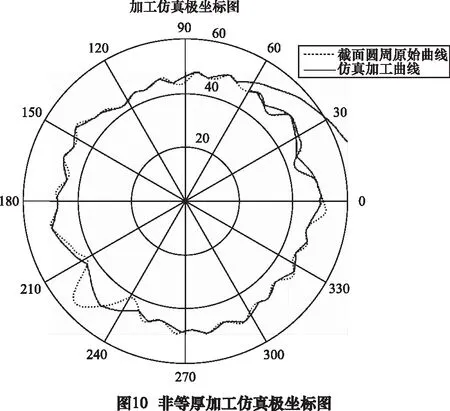
將最大進刀量和最大退刀量都設為0.1 mm時(小于上文計算的臨界值)的仿真加工結果如圖10所示,由于控制了進、退刀量,加工后的泡沫表面圓度較好,但遇到凹陷較大的區域進刀不及時,會出現泡沫偏厚的現象,遇到凸起較大的區域時退刀不及時,會出現泡沫偏薄現象,且有可能發生刀具與貯箱底面金屬支座碰撞的潛在危險。
如圖11所示,由于進、退刀量設為臨界值,加工曲線能夠很好地跟隨箱體變形,加工后泡沫厚度比較均勻,提高了貯箱表面涂層的等厚加工質量。
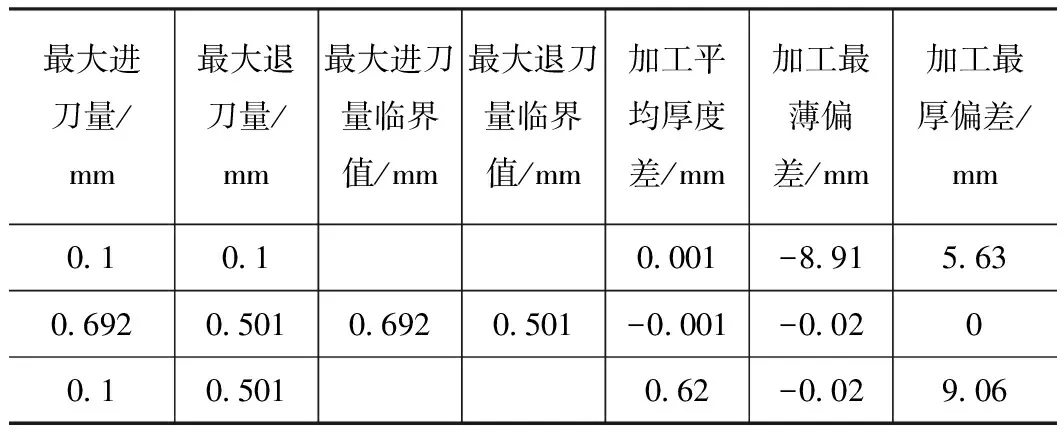
表1 加工仿真結果參數
不同加工工藝參數下的仿真結果參數如表1所示,當最大進、退刀量為上文分析的臨界值時,加工最薄最厚偏差接近于0,加工曲線能夠很好地跟隨貯箱變形,完成等厚加工。在實際工程中,工藝人員可以結合每一個貯箱的具體特征,通過不同工藝參數下的仿真加工結果選擇適合本貯箱的實時加工工藝參數。
4 結語
本文提出了一種非接觸式激光測量貯箱表面形貌數據的方法,根據測量數據,分析規律并且提出采用凹陷度的理論描述貯箱圓柱段表面變形的程度,包括凹陷度的計算與分析,貯箱表面整體變形的分析描述;提出了等厚加工工藝參數的優化方法,通過開展等厚加工模擬仿真分析研究。實際工程結果表明,本文的貯箱表面變形分析描述、等厚加工工藝參數的優化方法以及模擬仿真加工結果,為貯箱柱段面的涂層質量檢驗提供了參考;同時也為實際工程貯箱表面的等厚加工工藝參數的選取、加工安全以及加工精度質量提供了可靠保障。
[1]金鼎,吳劍.基于三維測量技術的飛機表面波紋度數字化分析方法[J].航空工程進展,2013,4(1):85-89.
[2]趙小輝,丁玲,王磊.三維光學形貌測量系統在飛機研制中的應用前景[J].民用飛機設計與研究,2012(S1):11-15.
[3]馬明,曹喜鋒,李啟明,等.基于小波濾波的民用飛機蒙皮表面波紋度分析方法[J].科學技術與工程,2013,13(35):10750-10754.
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
