陀螺儀環蓋加工工藝分析及專用夾具的設計
2018-06-02 06:48:27陳祥林王文英
制造技術與機床 2018年5期
陳祥林 王文英
(①蘇州市職業大學機電工程學院,江蘇 蘇州215104;②煙臺南山學院,山東 煙臺 265713)
陀螺儀是現代國防工業中廣泛使用的一種慣性導航儀,能夠精確確定運動物體的方位,它的發展對一個國家的工業、國防及其他高科技具有十分重要的戰略意義。高穩定性和抗干擾性,能夠在惡劣的環境下保持較長時間內的導航精度是慣導系統對陀螺的要求。因此,必須采用適當的封裝以確保內部線圈良好的堅固性,比如在高溫、強震、強磁場等情況下,陀螺也必須有足夠的精度才能滿足用戶的要求[1]。
如圖1是某型號陀螺儀的關鍵密封部件——環蓋,其外形是圓環的一部分,兩側凸起為加強筋,整體屬于薄壁件范疇,主要用于隔絕高溫、強磁場及強震對內部旋轉軸、轉子和內環架的影響,密封要求高。根據圖紙要求,環蓋內表面粗糙度要求達到0.8 μm,外表面1.6 μm,且內表面圓度公差在0.03 mm以內,其加工與組裝精度直接影響到密封效果。環蓋月需求約300~500件,蘇州某公司承接了該項目,但在現有設備基礎上通過常規加工存在一定困難。本文通過對現有機床、夾具、刀具等進行了分析與研究,提出了解決該問題的有效辦法。
1 環蓋加工技術分析
沖壓是利用模具在壓力機上將金屬板材制成各種板片狀工件及殼體、容器類工件,或將管件制成各種管狀工件[2]。若采用沖壓方式加工此工件,環蓋兩側的加強筋會因彎曲邊過短而不易被彎曲成形,且模具制作成本較大,小批量的工件加工會導致成本過高,因而不適合。
根據上述原因,擬采用冷切削加工的方式。環蓋的基本壁厚為2.5 mm,兩側加強筋壁厚為4.5 mm,屬于薄壁件的范疇。因薄壁工件剛性差,強度弱,在加工中極易變形,使工件的形位誤差增大,不易保證工件的加工質量,因而薄壁工件的加工是切削中比較棘手的問題。
一般影響薄壁工件加工精度的因素主要有以下3個方面[3]:
(1)易受力變形:因工件壁薄,在夾緊力的作用下容易產生變形,從而影響工件的尺寸精度和形狀精度。
(2)易受熱變形:因工件較薄,切削熱會引起工件熱變形,使工件尺寸難于控制。
(3)易振動變形:在切削力(特別是徑向切削力)的作用下,容易產生振動和變形,影響工件的尺寸精度、形狀、位置精度和表面粗糙度。
若采用常規方法裝夾工件并進行切削加工,不但很難達到工件技術要求,而且費時費力。需要充分考慮工藝技術對工件加工質量的影響,有效克服薄壁工件加工過程中出現的變形,設計一套適合薄壁工件的專用夾具,為今后更好的加工此類工件提供好的依據。

2 環蓋加工工藝設計
2.1 加工設備選擇
該公司目前使用的主要設備是數控車床、立式加工中心(三軸),若添置新設備將導致投入的成本大幅增加。根據環蓋工件圖及技術要求可知,環蓋內表面粗糙度要求高,因車削是連續切削,銑削是斷續切削,車削去除材料的速度高于銑削速度,且車削工件表面粗糙度和加工精度均高于銑削工件[3],所以工件內表面擬采用車削完成,工件的加工主要在現有的車床與加工中心上完成。
2.2 毛坯選擇
環蓋材料為6061合金鋁,具有良好的可成型性、可焊接性、可機加工性,同時具有中等強度,是目前應用最廣泛的合金。根據市場鋁型材的規格,環蓋毛坯選用外徑φ190 mm,內徑φ168 mm,長度為240 mm的6061鋁圓環。
2.3 夾具設計
根據環蓋工件的結構,為避免影響薄壁工件加工精度,設計了如圖2所示的專用夾具,該夾具主要由夾具體、定位塊和精密平口鉗組成。
夾具體是夾具的關鍵零件,它由相連的大小兩端組成,小端被平口鉗夾緊固定,大端為外徑與環蓋內徑相同的柱體,環蓋半成品(圖2中的毛坯)套入大端并以臺階軸向定位,以兩側圓周分布的8個緊固螺釘固定。
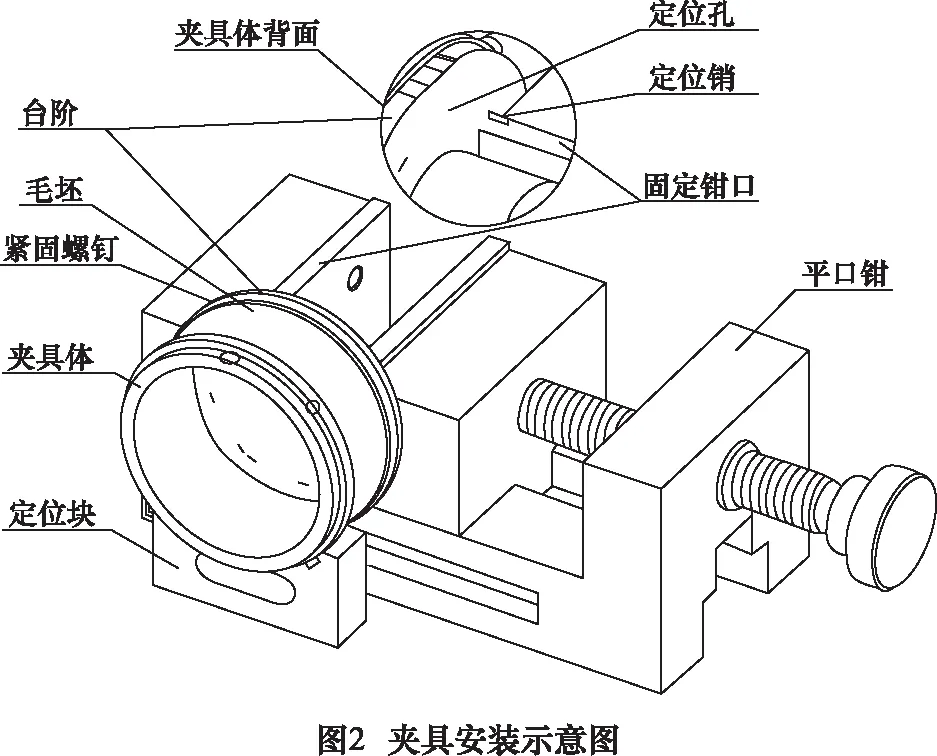
夾具體大端側面設有與環蓋加工角度相對應的系列定位孔(此處的定位孔分布與環蓋需要加工要素相關),定位銷插入定位孔,并以平口鉗的固定鉗口上端面為定位面,用以圓周定位。
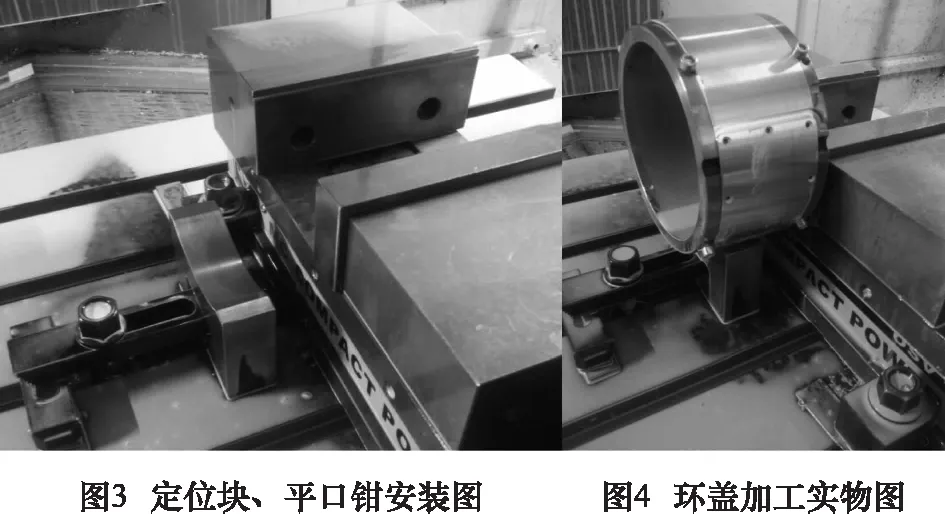
定位塊以壓板固定于機床工作臺上(如圖3所示),定位塊的上端弧面與環蓋外徑相同,與環蓋外徑圓弧緊密貼合,并以此作為徑向定位。
2.4 工序設計
在制定機械加工工藝方案時,必須要體現技術先進、保證質量、經濟合理、減輕工人勞動強度及安全可靠的原則,而工藝流程作為其骨架,在整個加工方案中起著舉足輕重的作用[4]。環蓋的加工工序如表1所示。
(1)工序1~7,利用車床對毛坯進行車削加工,同時獲得3個環蓋半成品(減少夾持部分的浪費),如表1中對應工序后的加工圖所示。
(2)工序8~9,如圖4所示的環蓋加工實物圖,使用專用夾具裝夾環蓋半成品,并使夾具體處于初始位置(0°),利用銑刀銑削,使之兩兩分離。
(3)工序10~12,利用定位孔調整夾具體角度為3.3°,分別利用定位鉆和鉆頭加工3個孔斜角和鉆孔。
(4)工序13~15,利用定位孔調整夾具體角度為41.8°,分別利用定位鉆和鉆頭加工2個孔斜角和鉆孔。

表1 加工工序
(5)工序16~18,利用定位孔調整夾具體角度為80.3°,分別利用定位鉆和鉆頭加工3個孔斜角和鉆孔。
(6)工序19~20,利用定位孔調整夾具體角度為83.6°,利用銑刀銑削,使之兩兩分離,完成1個環蓋加工。
(7)利用定位孔,繼續轉動夾具體,重復工序8~20,完成4個環蓋工件加工。
2.5 夾具工作原理
該專用夾具的具體工作原理如下:
(1)首先利用壓板將平口鉗安裝到加工中心工作臺,鎖緊活動鉗口夾持住夾具體小端,打表分中找到夾具體中心線坐標,根據此坐標放置定位塊(目的讓定位塊上圓弧中心線與夾具體中心線重合),用壓板固定。
(2)松開移動鉗口,將內、外徑尺寸車削到位的環蓋毛坯套入夾具體大端,靠近臺階側面軸向定位,用8個緊固螺釘鎖緊。
(3)將安裝了環蓋毛坯的夾具體放在定位塊圓弧面上,讓環蓋毛坯外徑與定位塊圓弧面貼緊,夾具體右端大面貼近平口鉗固定鉗口側面,軸向定位。
(4)將定位銷(圓棒,可用與定位孔相應直徑廢棄的立銑刀柄端代替)插入夾具體的定位孔,轉動夾具體,讓定位銷與固定鉗口上表面接觸,圓周定位,鎖緊活動鉗口(此處平口鉗與夾具體小端雖為線接觸,但因切割力不大且作用在平口鉗固定鉗口側面,經實踐檢驗,固定可靠)。
(5)加工中心銑刀在環蓋毛坯最高處開始加工,再根據工序要求,松開活動鉗口,重復步驟3、4,調整定位銷在定位孔的位置,加工其他元素,直至全部完成(按照環蓋工件圖,可加工出4個),完成后如圖5所示(包含夾具體)。

3 環蓋新工藝優缺點
根據上述技術方案的運用,環蓋順利加工完成。經檢測,尺寸精度達到工件圖紙的要求。本夾具與傳統夾具相比具有以下優缺點:
(1)因為環蓋緊貼夾具體,受力均勻,散熱效果好,不易發生變形。
(2)前工序采用了車削加工,內、外徑表面質量高。
(3)固定可靠,定位精確,加工精度高,相對四軸加工中心,有著較大的優勢,減少了對高性能機床的依賴。四軸加工中心存在以下的缺點:①沿著A軸方向尺寸越長,轉臺的轉動精度及剛性對加工精度
的影響會隨之放大;②A軸轉臺依靠三爪卡盤夾緊工件,三爪卡盤使用久了,隨著卡盤的磨損三爪會出現喇叭口狀,三爪也會慢慢偏離A軸轉臺中心,精度難以保證[5]。
(4)一次可加工4個,提高了工作效率,其設計結構簡單實用,制作方便,而且容易操作。
(5)環蓋4個圓弧角位置,因弧面高度差異,存在細微誤差,經檢測不影響安裝精度。
4 結語
在生產中,加工工藝占有極其重要的地位[6]。根據環蓋工件的特殊結構,利用專用夾具和三軸加工中心的組合,減少了對高性能機床的依賴。制訂了適合現有加工設備的加工工藝,規避了薄壁件加工的弊端,不但使環蓋的加工精度得以保證,同時降低了生產成本,協助該企業取得較大的經濟效益,完成了既定的生產目標,保障了陀螺儀的品質,在同類工件加工中具有一定的推廣價值。
[1]趙如福.金屬機械加工工藝人員手冊[M].上海: 上海科學技術出版社,2000.
[2]王光斗,王春福.機床夾具設計手冊[M].3版.上海:上海科學技術出版社,2001.
[3]陳祥林,郭秀華.減速機端蓋的加工工藝研究[J].制造技術與機床,2014(7):131-134.
[4]吳敬,張樹偉.連桿零件加工工藝分析及鉆孔夾具設計 [J].機床與液壓,2013(6):131-132.
[5]郭秀華,陳祥林,周曲珠.提高法蘭同軸度和圓跳動的應用研究[J]. 機械傳動,2014(11):181-183.
[6]陳祥林,郭秀華.激光切割機切割頭支架的加工工藝研究[J].組合機床與自動化加工技術,2016(10): 151-153.
