碳化硅研拋加工過程中亞表面損傷的研究*
2018-06-02 06:48:27朱文慧林潔瓊孫建波盧發祥
制造技術與機床 2018年5期
谷 巖 朱文慧 林潔瓊 孫建波 盧發祥
(長春工業大學機電工程學院, 吉林 長春 130012)
碳化硅以其獨特的物理和機械性能在航空航天、光學儀器和醫療器械等領域得到廣泛的應用,然而,由于其斷裂韌性差,加工中經常會出現表面和亞表面裂紋等脆性損傷,將會嚴重影響機械強度、表面完整性和疲勞性能[1]。研拋是一種能有效減少由加工工序引起的表面損傷,提高表面質量和面形精度的精密加工工藝[2]。但目前使用的研拋方法還是以接觸式為主,因此拋光工具與工件表面不可避免地存在機械作用,這樣就必然會在工件表面產生裂紋、脆性劃痕以及造成殘余應力集中等缺陷[3]。為了在脆性元件加工中獲得較好的亞表面質量,研究脆性材料去除機理和研拋參數(進給速度、主軸轉速、研拋深度和磨粒尺寸等)對亞表面損傷的影響具有重要意義。
在脆性材料加工過程中,許多學者利用理論分析和數值模擬的方法,對材料的去除機理和表面或亞表面損傷進行了大量的研究。Liu等人根據壓痕斷裂力學原理,建立了線切割過程中亞表面裂紋深度與加工參數之間的數學關系式[4]。張飛虎等人基于壓痕實驗原理,建立了K9玻璃亞表面損傷深度預測模型,分析了工藝參數對表面粗糙度值和亞表面損傷深度的影響規律[5]。數值模擬中,朱永偉等人采用離散元仿真技術,分別建立了兩種材料的二維離散元模型,分析了工藝參數對光學硬脆材料亞表面損傷(裂紋)層深度的影響[6]。Blaineau等人研究了SSD(subsurface damage depth)、工藝參數和磨削力之間的關系,通過比較實驗結果與離散元法模擬結果得出SSD和磨削力之間的關系[7]。
目前,研拋硬脆材料時工件的亞表面損傷的研究較少。通過研究碳化硅研拋加工中的去除機理,建立亞表面損傷模型,從而提供合理的加工參數,改善硬脆材料加工中亞表面質量。為了獲得SSD和加工參數(研拋速度、研拋深度和磨粒頂角)之間的精確關系,建立了有限元數值仿真模型,模擬了單顆粒拋光加工碳化硅陶瓷的過程,分析了不同參數下碳化硅陶瓷工件的SSD,這將為硬脆材料的研拋加工提供指導。
1 亞表面損傷模型
硬脆材料的接觸式研拋加工過程,可以抽象地簡化成一個單磨粒劃痕過程[8]。如圖1所示,cm是劃痕過程中塑性區底部在峰值載荷或臨界條件下的中位裂紋深度;cl是從塑性變形區底部開始的橫向裂紋深度;hi是磨粒與工件的滲透深度;α是磨粒半頂角。橫向裂紋與材料去除和表面形成有關,而中位數裂紋會降低材料的強度,從而造成亞表面損傷。

中位裂紋垂直于研拋表面,并向加工平面下延伸,是亞表面裂紋的主要類型。根據壓痕斷裂力學和壓痕與劃痕過程的關系,中位裂紋深度可以表示為與材料特性、磨粒幾何形狀、磨粒和工件的切入深度有關的函數[9]:
(1)
其中:E是彈性模量,Hs是劃痕硬度,Kc是斷裂韌性,β是由彈性恢復確定的材料參數(SiC陶瓷:E=454 GPa,Kc=3.5 MPa·m(1/2),β=0.363; 金剛石磨粒Hs=29.4 GPa)。
根據圖1中磨粒與工件之間的幾何關系,假設SSD和SR分別等于中位裂紋和橫向裂紋[10]。因此,SSD深度表示為:
SSD=max(cm)
(2)
2 單磨粒切入深度模型
2.1 磨粒凸起高度分布
研拋加工是一個復雜的材料去除過程,包括劃擦、犁耕和切削等過程,所以有必要利用概率統計分析拋光過程。磨粒的大小通過粒度(通常用M表示)確定,已知粒度可以得到磨粒的最大和最小直徑。單位面積上的磨粒數N表示為[11]:
(3)
其中:dm是磨粒的平均直徑,可以定義為dm=(dmax+dmin)/2;Vg是體積比。研拋工具中結構數S代表整個單元體積的體積比,S和體積比的關系為Vg=2(31-S)。
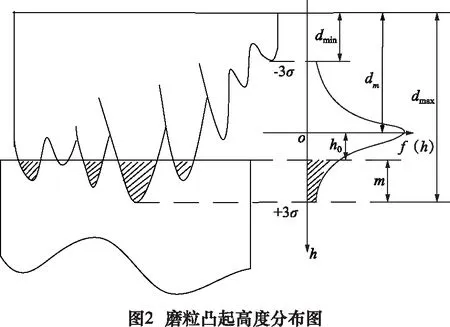
圖2給出磨粒突出高度分布示意圖,坐標系原點位于dm水平位置,h0是原點與工件表面之間的距離,m是最高磨粒的壓痕深度。由幾何關系可以得到h0=3σ-m,其中m[0,6σ]。由于f(h)dh=0.997 3,磨粒突起高度h分布的概率密度函數f(h)表示為:
(4)
2.2 有效磨粒數
通過上述分析,我們可以得出結論,在拋光過程中并非所有的磨粒都參與研拋過程。當磨粒凸起高度h大于h0,工件材料才能被去除。由公式(4)求得單位面積內磨粒凸起高度大于h0的磨粒分布概率為:
(5)
利用公式(3)和(5)可以得到參與材料去除的有效磨粒數為:
(6)
2.3 單磨粒切入深度
金剛石磨粒與SiC工件的接觸變形為塑性變形[12]。根據彈性力學理論,單顆磨粒與工件的塑性接觸力為:
(7)
其中:Hw是工件硬度,hi是磨粒切入深度。
根據力學平衡原理,研拋工具與工件之間的接觸力(即有效磨粒與工件之間的接觸力)等于研拋作用力F為:
(8)
因此得到單顆磨粒切入工件深度:
(9)
將公式(9)代入式(2)可得:
(10)
其中:λ是與材料特性和壓頭幾何形狀有關的比例系數:
(11)
2.4 動態參數解析
從公式(9)可以看出單顆磨粒切入工件深度與磨料粒度和接觸力有關。圖3為拋光頭與工件之間的運動示意圖。拋光頭上任意點處作用力和速度之間的關系可以通過運動幾何關系得出。
(12)
(13)
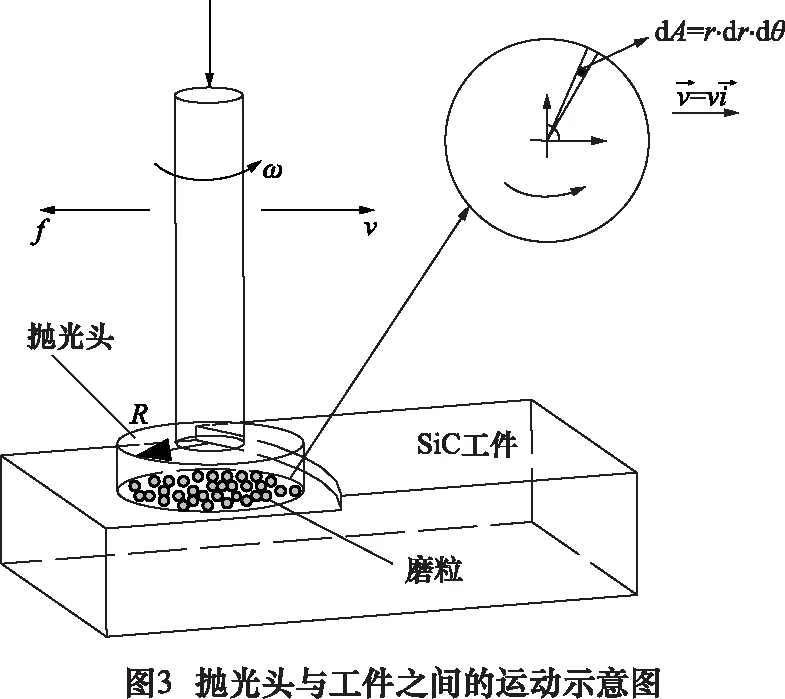
通過圖3中的幾何關系,拋光頭與工件之間的作用力可以通過摩擦力與壓力合成,即可得到接觸力與運動參數的關系模型:
(14)
將式(13)代入式(10)可得:
(15)
碳化硅陶瓷的材料特性參數如表1所示。本文中拋光頭直徑是10 mm。
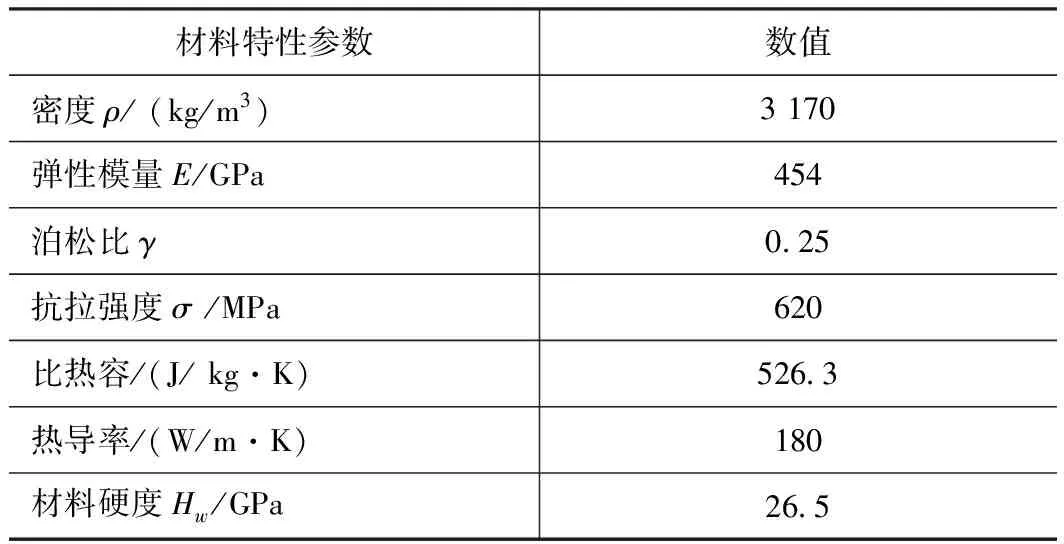
表1 碳化硅陶瓷的材料特性參數
2.5 亞表面損傷深度模型分析
脆性材料加工中,如果材料去除達到脆性斷裂臨界值,脆性模式(橫向裂紋或中位裂紋發生)發生。臨界切削厚度hc由下式估算[13]:
(16)
碳化硅研拋加工中,當hi>hc時,脆性模式發生,通過公式(16)計算可以得到hc=0.032 8 μm。當P=10 N,dm=8.8μm,通過公式(9)可以得到hi=0.587 8 μm,由于hi>hc,所以材料去除方式為脆性模式。
脆性模式研拋加工中,通過公式(15)推導計算可以初步確定加工參數,公式中給出了參數砂輪轉速ω、進給速度v、磨粒頂角α以及施加的載荷P與亞表面裂紋深度SSD的關系。從公式中可以看出,隨著進給速度、磨粒頂角以及載荷的增大,亞表面損傷深度相應增大,但是隨著砂輪轉速的增大,亞表面損傷深度減小。此外,研拋加工中對工件表面施加的外載荷與切削深度有著一定的比例關系,本文不再討論。
3 數值模擬
3.1 仿真模型
脆性材料研拋過程中脆性斷裂產生新的表面,所以有必要建立斷裂模型來預測亞表面損傷。FEM仿真方法已經廣泛用于脆性材料加工建模中,對于近似求解而言,FEM仿真是一種功能強大的工具。實際拋光加工中,材料去除是由拋光頭上大量隨機分布的磨粒與工件相互作用產生。為了簡化分析,采用單磨粒模擬脆性材料研拋過程,分析模型如圖4所示。
3.2 仿真方法

FEM分析中選用二維模型減少計算時間。圓底錐形磨粒相比方形和三角形磨粒具有更大的接觸力。本文中,采用了具有尖頂角的理想圓錐磨粒。沿著切削深度方向劃分工件,單元類型是CPS4R。單磨粒模擬拋光過程中,應考慮磨粒-工件界面上的切向和法向摩擦。研拋參數如表2所示。
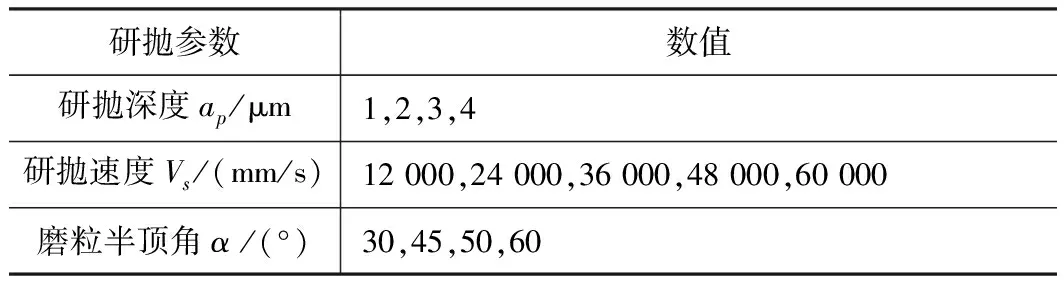
表2 數值模擬的研拋參數
4 仿真結果和討論
4.1 單磨粒研拋過程分析
脆性材料主要是以斷裂和摩擦的方式去除材料。圖5所示是碳化硅研拋的脆性去除過程,其中磨粒半錐角α=50°,研拋速度Vs=24 000 mm/s,研拋深度ap=1 μm。從圖5a中可以看出,初始階段,磨粒的前側和底部開始產生微小的裂紋,這表明工件在脆性模式下被去除;如圖5b所示,隨著磨粒沿著切削方向不斷移動,切削作用消除了磨粒前端的裂紋,但是不能消除磨粒下方的裂紋,從而造成工件表面和亞表面損傷,而萌生的裂紋在亞表面聚集、擴展形成中位裂紋,因此加深了亞表面的損傷程度;如圖5c所示,隨著磨粒進一步切削,中位裂紋附近萌生出橫向裂紋,并且裂紋末端和側面由于受到磨粒的擠壓和剪切作用出現應力集中的跡象;磨粒繼續向前移動(如圖5d所示),橫向裂紋沿著應力集中的方向繼續擴展,中位裂紋側端的應力集中處也萌生出橫向裂紋,當裂紋擴展到一定長度后,在工件表面下方連接,從而造成工件的脆性去除;從圖5e-h可以看出,在磨粒切削作用下,裂紋經歷萌生、擴展、開裂從而形成中位裂紋和橫向裂紋,與已加工亞表面的裂紋不斷連接形成加工后的表面形貌,同時,未與側向裂紋連接的中位裂紋造成亞表面損傷。
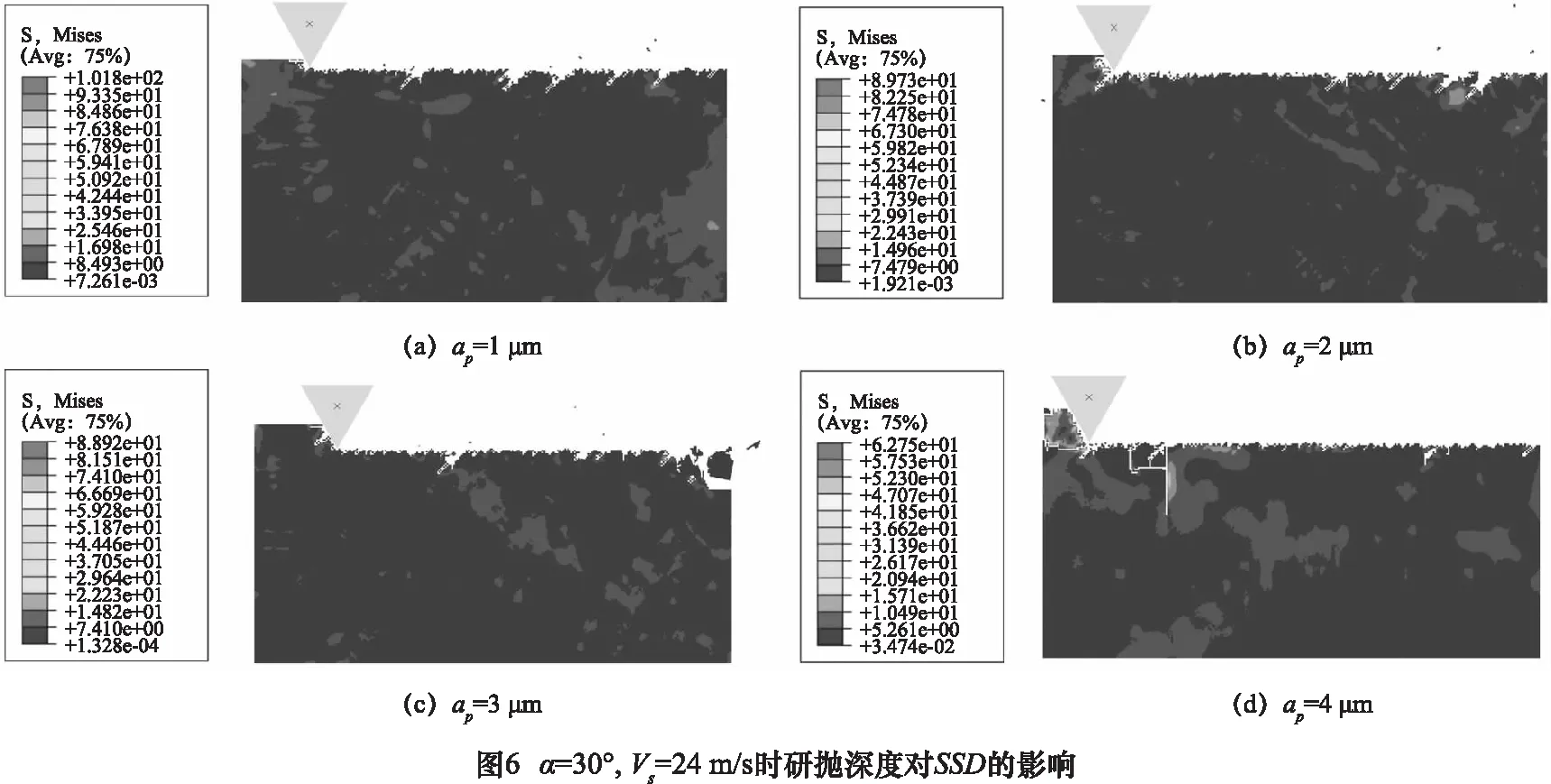
4.2 研拋深度對SSD的影響
如圖6所示是不同深度下加工工件的表面形貌,其中磨粒半頂角α=30°, 研拋速度Vs= 24 000 mm/s,研拋深度ap分別是1、2、3、4 μm。從圖6中可以看出當ap= 1、2、3 μm時,工件沒有產生明顯的亞表面裂紋,但在磨粒與工件接觸的滲透深度下亞表面存在由微小裂紋引起的破損深度,且該處存在應力集中會降低材料的強度。當ap=3 μm時,磨粒與工件接觸面積進一步增大,初始階段工件邊緣由于產生中位裂紋并在切削作用下造成邊緣破損;當ap=4 μm時,亞表面出現明顯中位裂紋帶來的損傷,裂紋側應力集中,同時出現的橫向裂紋在切削作用下引起材料坍塌,造成材料去除形成不平整的表面。可見當研拋深度加大時,不但破壞了加工工件表面的平整度,而且還會造成亞表面損傷,降低材料的強度。
4.3 磨粒頂角對SSD的影響
仿真中不同的磨粒頂角可以描述為不同的磨粒尺寸。本文中選用四個頂角用于仿真結果的比較,如圖7所示,當α=30°時,工件表面沒有產生明顯的亞表面裂紋,拋光表面形貌較為平整;但是,當α=45° 、50°、60°時,亞表面裂紋開始產生,并且x隨著磨粒頂角的增大,中位裂紋長度明顯增大;當α= 60°時,塌陷現象最嚴重。從7b~d圖的應力分布情況可以看出,增大磨粒頂角會造成亞表面裂紋處的應力集中,容易造成亞表面裂紋的再次擴展、連接甚至加工表面的塌陷。當磨粒頂角由45°增大到50°時,對應的SSD由0.39 μm增加到0.68 μm,這說明隨著磨粒頂角的增大對亞表面損傷的影響也越來越嚴重。


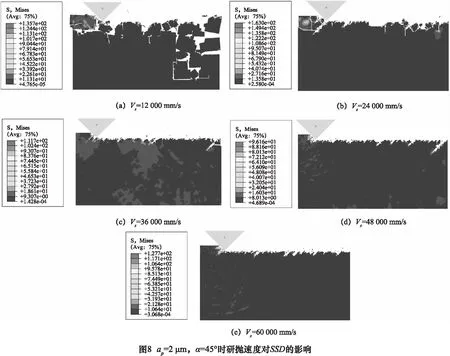
4.4 研拋速度對SSD的影響
如圖8所示是不同研拋速度下加工工件的表面形貌,其中研拋深度ap=2 μm,磨粒半頂角α= 45°。從圖8可以看出,當Vs=12 000 mm/s時,加工表面存在大片坍塌,工件邊緣嚴重破損,而且破損深度明顯大于橫向裂紋深度,這表明低速將導致亞表面產生大量的損傷。當研拋速度增加到24 000 mm/s時,坍塌現象變小,邊緣破損基本消失,工件表面中位裂紋也隨之減小,但是,工件表面仍有許多明顯的裂紋。當研拋速度進一步提高到36 000~60 000 mm/s時,塌陷逐漸減小至消失,亞表面裂紋也顯著減少,工件表面幾乎沒有損傷。當Vs>36 000 mm/s時,SSD深度略有增加,這說明了超高速度會產生很小的研拋深度,不利于SSD控制。因此,本文碳化硅研拋過程中,在ap=2 μm,α=45°條件下,理想研拋速度是Vs=36 000 mm/s。
5 結語
考慮研拋加工過程中的運動學特性以及脆性材料的斷裂特征,建立亞表面損傷深度的理論模型,并通過ABAQUS有限元法對碳化硅材料的亞表面損傷深度進行仿真預測,分析了不同參數對碳化硅工件SSD影響,為后續的研拋工藝提供合理的參考和指導。主要結論如下:
(1)根據理論分析,基于磨粒與工件的動力學關系,當hm>hc時,材料去除主要以脆性斷裂為主。隨著進給速度、磨粒頂角以及載荷的增加,SSD深度相應增加。SSD深度隨主軸轉速的增加而減小,亞表面質量大大提高。
(2)數值模擬中,單磨粒切削開始階段,裂紋在磨粒的前部和底部產生,隨著磨粒沿著切削方向不斷移動,切削作用消除了磨粒前端的裂紋,但是不能消除磨粒下方的裂紋,從而造成工件表面和亞表面損傷。
(3)研拋速度在脆性材料的拋光過程中起著重要的作用,研拋速度較高時表面質量明顯較好。然而,在一定的條件下,超高的研拋速度不利于SSD控制。由于研拋過程的運動學特性,研拋深度對SSD的影響小于研拋速度。隨著磨粒頂角的增大,SSD越來越嚴重,說明較小的磨粒頂角有利于提高亞表面質量。
[1]Li K, Liao T W. Surface/subsurface damage and the fracture strength of ground ceramics[J]. Journal of Materials Processing Technology, 1996, 57(3-4): 207-220.
[2]袁巨龍, 吳喆, 呂冰海, 等. 非球面超精密拋光技術研究現狀[J]. 機械工程學報, 2012, 48(23): 167-177.
[3]吳沿鵬,楊煒,葉卉,等. 光學元件亞表面損傷深度及形貌研究[J]. 制造技術與機床,2013(10):74-77.
[4]Liu T, Ge P, Bi W, et al. Subsurface crack damage in silicon wafers induced by resin bonded diamond wire sawing [J]. Materials Science in Semiconductor Processing, 2017, 57: 147-156.
[5]張飛虎, 李琛, 趙航, 等. K9 玻璃磨削亞表面損傷深度預測模型及實驗研究[J]. 中國機械工程, 2016, 27(18): 2442-2446.
[6]朱永偉, 李信路, 王占奎, 等. 光學硬脆材料固結磨料研磨中的亞表面損傷預測[J]. 光學精密工程, 2017, 25(2): 367-374.
[7]Blaineau P, André D, Laheurte R, et al. Subsurface mechanical damage during bound abrasive grinding of fused silica glass [J]. Applied Surface Science, 2015, 353: 764-773.
[8]范鏑. 碳化硅光學表面拋光機理研究[J]. 激光與光電子學進展, 2012, 49(2): 127-130.
[9]Gu W, Yao Z, Li K. Evaluation of subsurface crack depth during scratch test for optical glass BK7[J]. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of Mechanical Engineering Science, 2011, 225(12): 2767-2774.
[10]Lambropoulos J C, Jacobs S D, Ruckman J. Material removal mechanisms from grinding to polishing[J]. Ceram. Trans, 1999, 102: 113-128.
[11]Qi J, Zhang D, Li S, et al. A micro-model of the material removal depth for the polishing process [J]. The International Journal of Advanced Manufacturing Technology, 2016, 86(9-12): 2759-2770.
[12]Zhao Y, Chang L. A micro-contact and wear model for chemical-mechanical polishing of silicon wafers [J]. Wear, 2002, 252(3): 220-226.
[13]Bifano T G, Dow T A, Scattergood R O. Ductile-regime grinding: a new technology for machining brittle materials [J]. Journal of Engineering for Industry, 1991, 113(2): 184-189.
[14]Hibbitt, Karlsson, Sorensen. ABAQUS/Explicit: user’s manual[M]. Hibbitt, Karlsson and Sorenson Incorporated, 2001.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
新聞傳播(2015年10期)2015-07-18 11:05:40
