柴油機氣閥機構故障振動監測實例分析
2018-06-11 05:45:34吳善躍徐浩炳
中國修船 2018年3期
吳善躍,徐浩炳,楊 鵬
(1.92957部隊,浙江 舟山 316000;2.92118部隊,浙江 舟山 316000)
隨著技術普及與發展,振動監測診斷技術在船舶設備狀態管理中的應用日益廣泛。然而,分析近些年的監測實際情況看,振動監測振動技術在旋轉機械領域能取得較為理想的監測效果,而對于以柴油機為代表的往復機械,振動監測振動技術應用效果卻遠不如旋轉機械理想,在實際工作中常常難以實現故障部位、故障原因的準確分析。這主要是因為柴油機運動部件多,運動關系復雜,工作時引起振動的激勵源多,且運動部件故障類型多樣,不同部件、不同部位振動信號形態和特征存在較大差異。因此,改善和提高柴油機振動監測診斷水平一直是業內人士不斷努力的方向。而要實現這一目標,除了加強基本理論研究外,更多的是要從實際監測案例出發,不斷地進行分析總結。唯有這樣,才能有效地推動柴油機振動監測水平提高。
基于上述認識,本文擬對實際工作遇到的柴油機氣閥機構故障振動監測案例進行系統分析,探究氣閥機構故障現象、故障機理與故障信號特征的關系,在振動數據采集及處理方法方面進行歸納總結,從而為類似故障問題的診斷決策提供借鑒與參考。
1 前期故障現象
某船主動力系統采用雙機雙槳配置,推進主機為兩臺16缸4沖程中速柴油機,推進主機與推進軸系之間通過齒輪箱減速。該船船員在遠航任務日常裝備巡檢中發現主機存在間隙性異常沖擊聲響,且異常聲響逐漸增大。經對多個位置主觀聲響比較,初步確認在右主機A排第8缸位置前主觀聲響感受最為明顯,并且直觀感受到聲響似乎來源右主機A排第8缸汽缸蓋部位。由于上述故障現象為設備管理人員的直觀感受,有可能存在判斷偏差,出于慎重考慮,船方要求監測技術人員采用振動監測技術手段對該異常問題進行確認分析。
2 振動監測實施
2.1振動測試基本方案
針對船員反映的問題,監測技術人員到現場進行勘查,確認振動測試基本方案如下:①在右主機A排第8缸汽缸蓋進行多點測量,比較不同測點之間的振動差異,具體測點布置參考圖1;②參考圖1測點,測量右主機其它汽缸蓋振動數據,并與A排第8缸數據進行比較,分析它們之間是否存在差異。
由于疑似故障信號可能為沖擊信號,因此數據處理以時域波形分析為主。進行數據采集時,采樣頻率為4 096 Hz,采樣數為16 384。
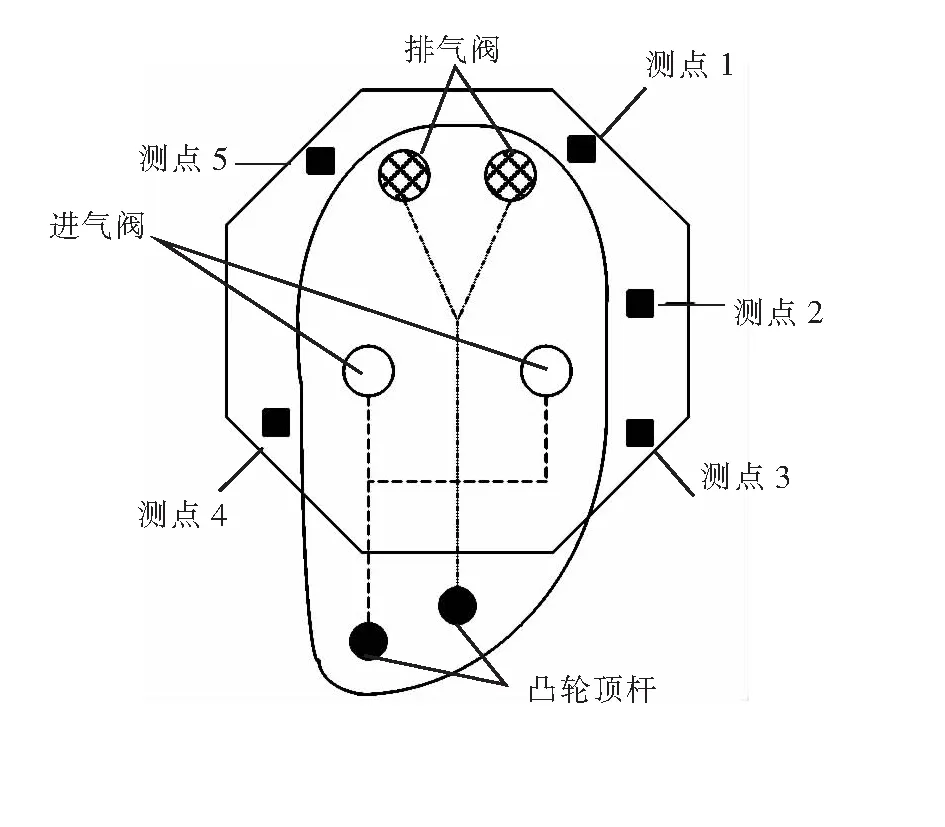
圖1 汽缸蓋測點示意圖
2.2測試數據分析
1)右主機A8缸與其它缸數據比較分析。通過比較右主機各缸振動時域波形,可發現右主機除A8缸外其它缸汽缸蓋各測點振動時域波形均保持相同規律:時域波形中存在著等間隔瞬態沖擊振動,前后瞬態沖擊振動間隔時間恰好為主機曲軸旋轉周期的2倍。該規律典型波形參見圖2,圖2為右主機B4缸測點3在主機475 r/min轉速工況振動時域波形圖。圖2中,前后瞬態沖擊振動間隔時間為0.255 s,而曲軸旋轉周期為0.126 s(可由主機轉速475 r/min推算得到),前者恰好為后者的2倍。圖3所示為圖2局部區域A放大后的時域波形,由圖可知該波形具有瞬態沖擊振動特點。
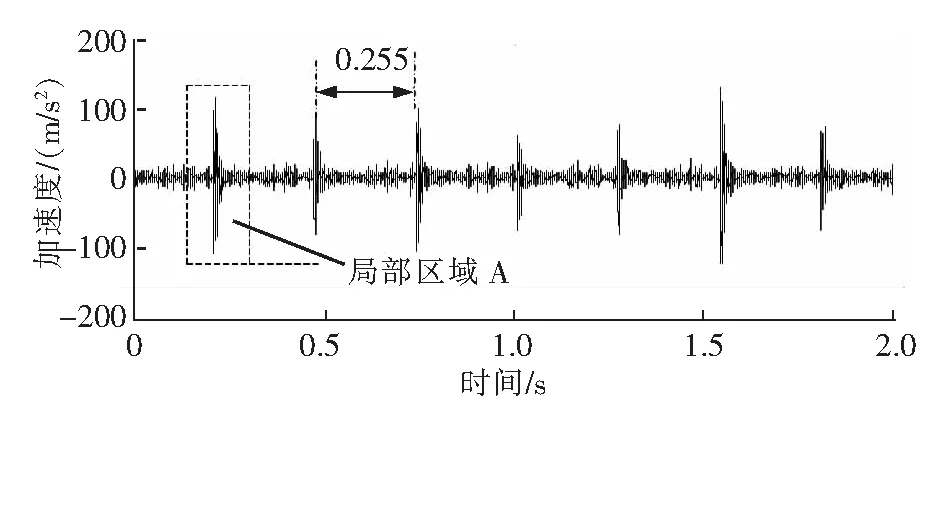
圖2 B4缸測點3在475 r/min 工況時域波形
圖4為A8缸測點3在475 r/min 工況下時域波形。比較圖4和圖2可知,A8缸測點3振動時域波形以0.251 s 為間隔周期,而在每個間隔周期中卻存在兩個瞬態沖擊振動。兩瞬態沖擊振動間隔為0.062 s,約為間隔周期的0.25倍。為了討論說明方便,將等間隔兩瞬態沖擊振動的第1個瞬態沖擊振動稱為P1,第2個瞬態沖擊振動稱為P2。圖5所示為圖4局部區域A放大后的時域波形。
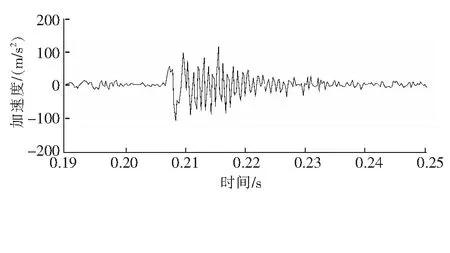
圖3 局部區域A(圖2中)時域波形
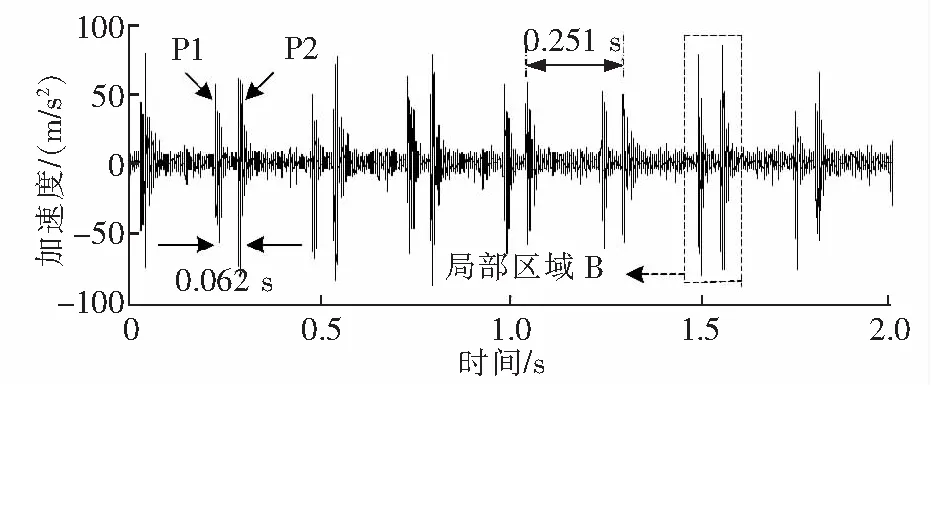
圖4 A8缸測點3在475 r/min 工況時域波形
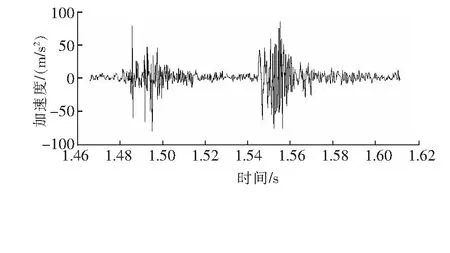
圖5 局部區域B(圖4中)時域波形
2)右主機A8缸不同測點數據比較分析。比較A8缸不同測點在475 r/min振動時域波形,可發現其它測點波形情況與測點3基本一致(如圖4所示)。然而,在490 r/min時,A8缸測點3振動時域波形會出現測量過載現象,而其它測點不會出現這一現象。這表明A8缸測點3是沖擊振動較為明顯區域。由圖1可知,測點3靠近進氣閥部位。
圖6和圖7分別為A8缸測點3在375 r/min、200 r/min 工況下時域波形。將圖6、圖7和圖5進行比較,并結合490 r/min測試過載情況分析可知:①隨著主機轉速降低,A8缸測點3時域波形中P1峰值逐步降低;②在低轉速工況下,P1峰值明顯小于P2峰值,而在高轉速工況下,P1峰值與P2峰值基本相同,甚至有可能超過P2峰值。
圖8是A3缸測點3在375 r/min 工況下時域波形。比較圖8和圖6,圖8時域波形中沖擊振動峰值與圖6中P2峰值較為接近,而較大于P1峰值,由此可判斷A8缸測點3振動時域波形中的P2實質上為燃油爆燃引起的沖擊振動。
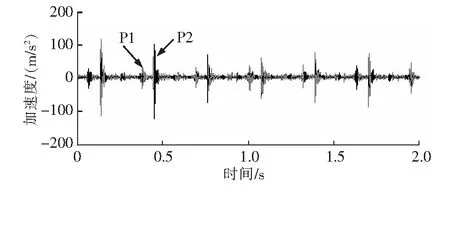
圖6 A8缸測點3在375 r/min 工況時域波形
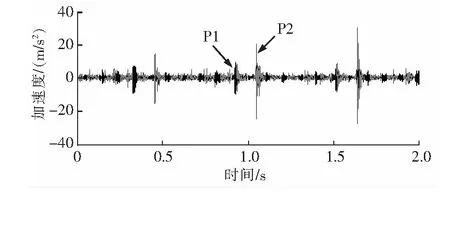
圖7 A8缸測點3在200 r/min工況時域波形
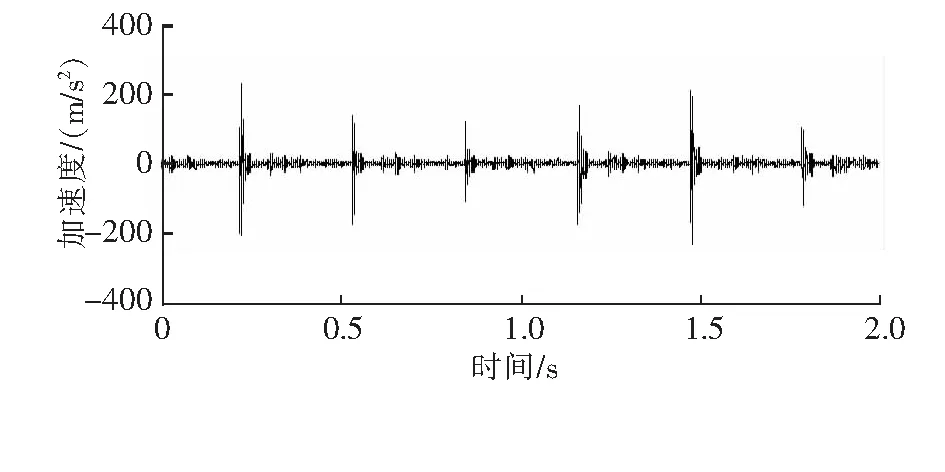
圖8 A3缸測點3在375 r/min 工況時域波形
在圖4、圖6、圖7中,P1在P2之前,且兩者的時間間隔為曲軸旋轉周期的一半,而這恰好為4沖程柴油機的1個沖程時間。從四沖程柴油機工作原理分析,P1出現的時間與進氣系統開始動作的時間一致。
2.3基本結論
由前文數據分析可判斷,右主機A8缸異常聲響極有可能是進氣系故障所致,并且右側進氣閥部位出現問題的可能性較大。
3 第1次故障檢查
根據監測人員的數據分析和判斷結論,設備管理人員和修理人員利用短暫航行停機時機檢查了氣閥系統,結果發現右側進氣閥(靠近測點3)氣閥間隙嚴重超標,氣閥間隙為最大允許值的2.1倍。在修理人員調整完氣閥間隙后,右主機在200 r/min 工況下試運轉。監測技術人員立即在該工況下進行振動監測。圖9為氣閥間隙調整后A8缸測點3在200 r/min 工況下的振動時域波形。由圖9可知,原有的P1沖擊振動現象不再存在。此外,人耳直觀感受到異常聲響明顯減弱。由于另有航行任務要求,現場允許的檢修時間有限,在認為問題得到初步解決后,主機繼續正常使用。
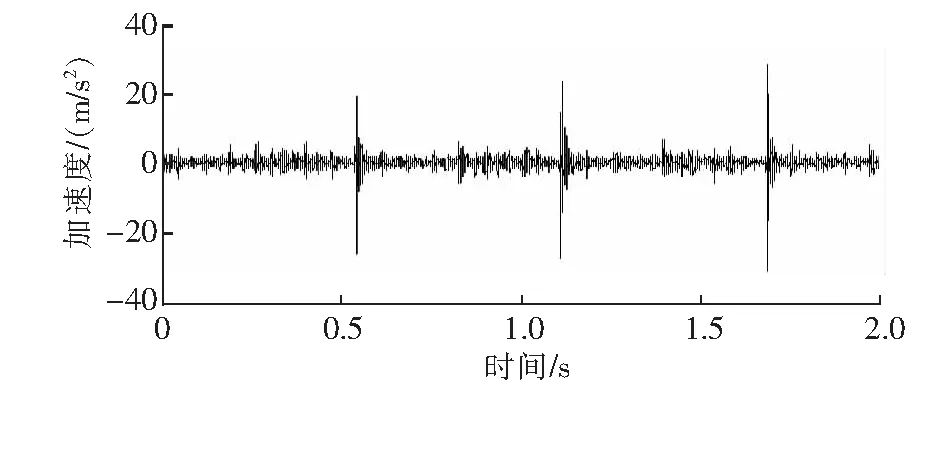
圖9 A8缸測點3在200 r/min 工況時域波形(氣閥間隙調整后)
4 跟蹤監測情況
由于右側氣閥間隙嚴重超標屬于非正常現象,加上第1次故障檢修時間有限,問題排查不全面,為防止問題再次出現,監測技術人員對右主機A8缸振動繼續進行定期跟蹤監測。在A8缸右側進氣閥間隙調整后的第2天,監測技術人員再次發現出現與圖4時域波形相類似的P1沖擊振動現象,具體如圖10所示。并且,隨著運行時間持續增加,P1沖擊振動峰值逐漸增大。此外,原有的異常聲響再次出現,且異常聲響逐漸增大。圖11為氣閥間隙調整后96 h A8缸測點3在475 r/min 工況下時域波形。圖11波形中P1峰值明顯大于圖9波形中P1峰值。
鑒于航行任務安排,右主機只能帶故障隱患持續運行。結果在氣閥間隙調整后運行110 h后發現A8缸排溫逐步下降,且A8缸所采集的振動時域波形中原有的P1、P2沖擊振動波形卻不再出現(見圖12)。根據上述情況,初步判斷A8進氣系統出現嚴重故障,從而導致A8缸無法正常發火工作。
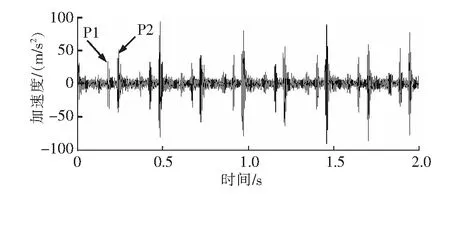
圖10 A8缸測點3在490 r/min工況時域波形(氣閥間隙調整后運行25 h)
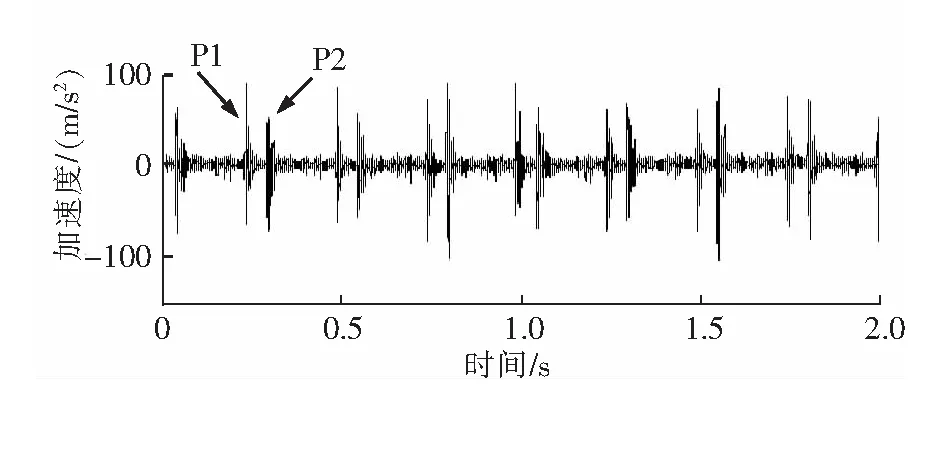
圖11 A8缸測點3在475 r/min 工況時域波形(氣閥間隙調整后運行96 h)
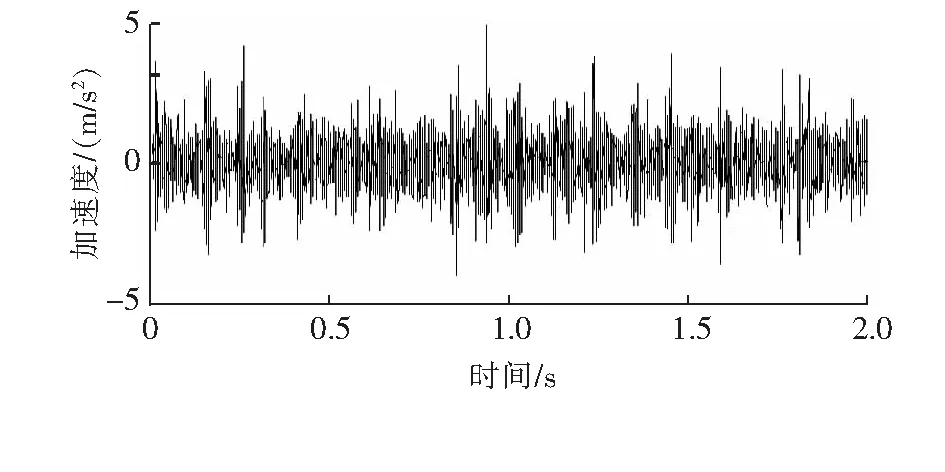
圖12 A8缸測點3在200 r/min 工況時域波形(氣閥間隙調整后運行110 h)
5 第2次故障檢查
基于右主機A8缸新出現的故障情況,設備管理人員立即停機,并與修理人員共同檢查A8缸。結果檢查發現進氣系統搖臂軸斷裂,具體實物照片如圖13所示。
拆卸A8缸整個搖臂,并進行分解,可發現:殘留斷軸與進氣搖臂軸套幾乎抱死,軸套(銅制材料)內表面有明顯拉痕,搖臂軸斷裂面經過徑向油道。為盡快排除A8缸故障,及早恢復右主機動力,修理人員對A8缸進排氣搖臂進行了整體更換。修后對A8缸振動進行監測,原有的P1沖擊振動現象不再存在(如圖14所示),表明進氣系統故障已排除。經長時間持續跟蹤監測及使用觀察,右主機A8缸運行正常,原有故障問題不再出現。
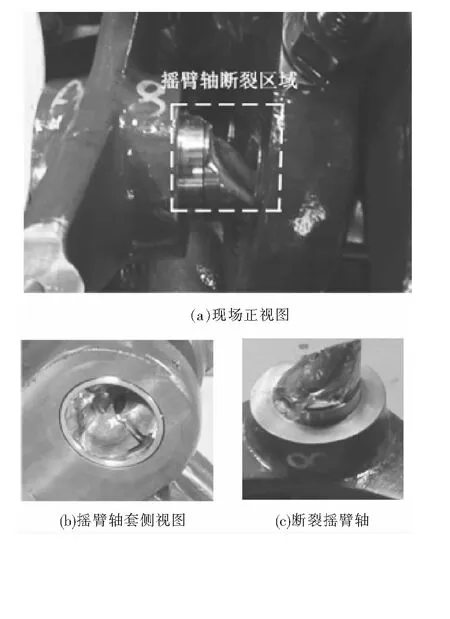
圖13 進氣系統搖臂軸斷裂實物照片
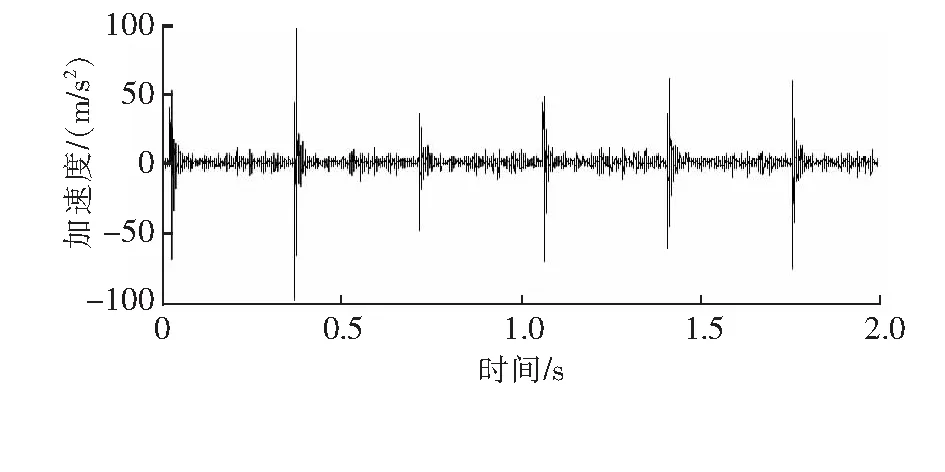
圖14 A8缸測點3在345 r/min 工況時域波形(第2次故障修理后)
6 故障分析
從故障案例整個發展過程看,搖臂軸故障是造成進氣系統故障問題根源,而進氣閥間隙過大僅僅是這一根源引發的繼發性問題。圖15是進氣搖臂系統示意圖,由圖15可知:凸輪推桿對左側搖臂軸下端頂頭動作,在該作用力驅動下左側搖臂繞搖臂軸擺動,進而通過搖臂頂頭推動左側進氣閥桿動作;右側搖臂通過搖臂軸傳動實現與左側搖臂的同步擺動。在本案例中,A8缸搖臂軸極有可能存在先天的制造質量缺陷。在搖臂擺動過程中,搖臂軸由于疲勞應變而在缺陷區域出現裂紋,并導致搖臂軸出現一定得扭轉變形,造成右側進氣搖臂頂頭與氣閥頂桿間隙變大。過大的氣閥間隙會使各零件之間的沖擊磨損加劇,噪聲增加。
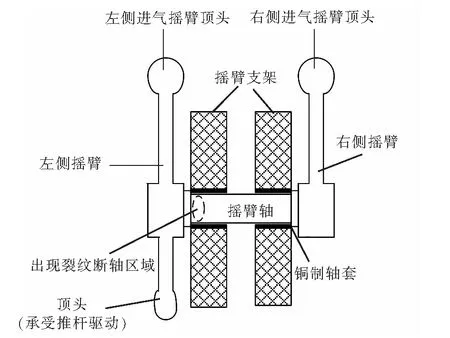
圖15 進氣搖臂系統示意圖
本案例第1次故障檢查中發現右側進氣閥間隙嚴重超標。在調整氣閥間隙后,類似圖4、圖6、圖7的P1沖擊振動現象立即消失。然而,故障問題的根源并未解決。隨著機器持續運行,缺陷區域裂紋逐步過大,搖臂軸繼續扭轉變形,導致右側進氣搖臂與氣閥頂桿間隙超標,沖擊振動現象再次出現并日益嚴重。最終,隨著裂紋發展,搖臂軸斷裂,左右進氣閥無法開啟,從而造成A8缸無法正常燃燒,排溫逐步下降。
7 結束語
本監測案例表明振動監測可作為柴油機進、排氣系統故障診斷一種有效的技術分析手段。在運用振動監測技術手段進行進、排氣系統故障診斷分析時,應注意把握如下特點。
1)與一般的旋轉機械振動不同,柴油機汽缸蓋振動是一種具有周期性的瞬態沖擊振動。無論是動力沖程的爆燃,還是進、排氣系統故障引發的沖擊振動,在振動信號形態上都表現為周期性的瞬態沖擊振動。對于此類振動信號,不適宜用頻域分析方法,而應從時域角度分析和提取故障特征。
2)從本案例看,在一般正常情況下,汽缸蓋振動以動力沖程爆燃引發的周期性瞬態沖擊振動為主(每次瞬態沖擊振動峰值并不一定相同),而進、排氣系統動作引發的沖擊振動極為微弱,在整個時域波形中基本難以顯現。只有在進、排氣系統故障時,才會在時域波形出現明顯的故障沖擊振動。
3)對進、排氣系統故障特征的準確辨識,一方面需要對比疑似故障部位與參考部位的振動信號差異,另一方面還要注重提取振動信號中瞬態沖擊時間間隔信息,分析瞬態沖擊周期與曲軸轉速、故障沖擊振動與柴油機進、排沖程之間是否存在對應關系。
通過本案例分析,也可以獲得如下經驗啟示。
1)對于一個不明確振動故障問題,為了盡可能準確地獲取故障特征規律,應進行多點、多工況數據采集,特別是注意選取具有代表性、可比性的正常工作部位測點作為分析參考。
2)為了避免原發性故障問題診斷遺漏,應當在修后積極開展跟蹤監測,確認故障現象是否會再次發生。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34