大型船體焊接變形仿真技術研究及其應用
2018-06-11 05:45:34王建紅
中國修船 2018年3期
王建紅
(渤海船舶職業學院, 遼寧 興城 125000)
船舶工業是一種綜合性現代產業,能夠為海上交通、海洋開發和國防建設提供技術裝備。而在船體焊接過程中,一旦出現受熱和冷卻不均勻、局部材料的不協調性應變等現象,就會出現焊接變形的問題,降低船舶的承載力。為此,要采用有效的焊接變形技術,轉變現今的造船模式。
1 大型船體焊接變形仿真技術研究
1.1固有應變預測技術
固有應變是一個比較老的概念,從二十世紀九十年代被應用于熱加工過程的應力和變形中,在船體焊接變形的控制等方面取得了進展。簡單來說,固有應變就是指內應力的產生根源,是在熱循環之后殘留物引起的殘余應力和變形的應變。固有應變主要存在于焊接的接縫以及附近區域,對于簡單的船梁或護板的焊接變形予以用殘余塑變計算,而大型的焊接結構就要使用固有應變預測法積極性解析計算。例如,當船體組成部件由于受熱不均勻未能發生塑性變形,這時固有應變ε就是熱應變和塑性應變的總和,計算公式為:
ε=εp+εT+εX,
(1)
式中:εp為塑性應變;εT為熱應變;εX為相變應變。
焊接變形與固有應變的大小和分布有關,在這其中存在著4個決定性參數分別為豎向固有應變和的Wx,橫向固有應變和的Wy,以及分別表示到Wx和Wy的截面中心距離的Z和e。若要預測焊接變形只需要確定固有應變總和和位置即可,最簡單的方法就是把平均的固有應變作用于焊接接縫和附近的區域。
1.2熱彈塑性有限元技術
熱彈塑性有限元理論法包括傳熱學理論、溫度場的理論和應力理論。其中傳熱學理論遵循熱力學第一大定論,有熱傳導、熱對流和熱輻射3種熱傳遞方式。溫度場是隨著焊接構件的溫度在時間和空間而變化產生的,由于材料會隨著溫度劇烈變化并存在熔化和相變潛熱的問題,屬于非線性瞬間熱傳導。應力理論是針對焊接過程中的焊接應力和變形,有本構關系、相容性關系、平衡條件和相應性邊界條件4個基本關系。
熱彈塑性有限元仿真理論綜合以上的3個理論,通過特定的時間對整個焊接過程的焊接溫度進行計算,并且可以對每個時間段的應力變化增減量精確計算,再通過累積疊加最終算出殘余應力和變形。
2 大型船體焊接變形仿真技術的應用
2.1基于固有應變預測技術的焊接變形應用
固有應變預測法的應用主要的目的就是提高船舶制造的精確和質量,在應用的過程中最關鍵的步驟就是建立和完善船體的固有應變數據庫,并基于這個數據庫完成焊接變形計算機仿真系統的安裝[1]。例如,以一艘60 000 t的多用大型船中的No.4貨艙為例,該貨艙的結構是焊接雙層底且分段,在應用的過程中要建立模型,計算焊接變形數據,最終通過檢驗對船體的原有固有應變數據進行修正,以完善固有應變數據庫。第一步,建立研究對象預想條件下的船體焊接固有應變數據庫,然后以這個大型船為建立有限元模型的原型,綜合利用專業的仿真軟件如WSDP對模型進行焊接試驗和計算。第二步,對實際的雙層焊接的分段焊接變形參數進行測量,然后同軟件計算的有限元模型的焊接數據對比,若兩者的計算結果相同則達到了固有應變預測技術應用的效果,同時也避免了焊接變形問題的出現,設計流程如圖1所示。
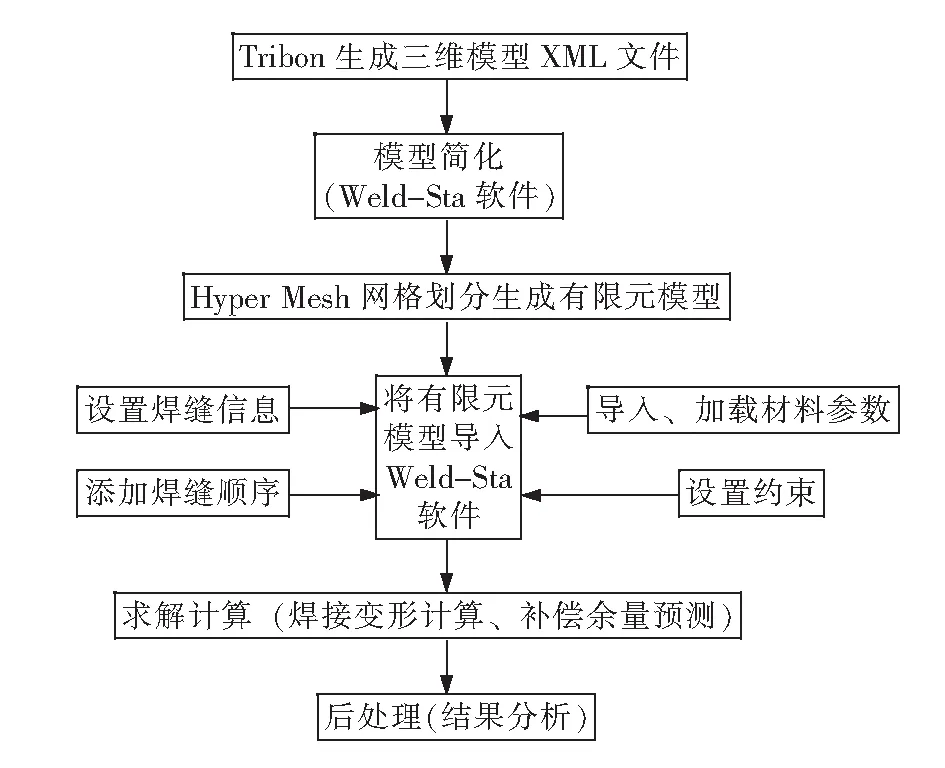
圖1 設計流程圖
固有應變數據庫在船體焊接變形中是重要的一個環節,利用的軟件主要就是WSDP。同時,由于固有應變多出現在焊接接縫會受到諸多因素的影響,所以可以通過大量的計算和分析將固有應變的計算公式進行簡化。
Tf=0.016KEh2,
(2)
δ=0.006Kh,
(3)
式中:Tf為縱向力,N;K為修正系數,其值在0.6~1.0之間;h為板厚;E為材料的彈性模量[2];δ為橫向收縮量,mm。
WSDP軟件是焊接變形預測的專用軟件,以固有應變預測理論為基礎,利用彈性板有限元計算焊接變形數據[3]。例如上一個例子,在建立完固有應變數據庫后,就要利用這個計算機仿真軟件對船體的實際結構和需要焊接的部分進行變形計算,并在這一模型的仿真變形中不斷地完善焊接工序,提供更有效的預防變形方法。在對60 000 t的雙層底焊接結構建模時,先要對整體結構進行簡化,結構中的次要結構要在之前就準備完成,此外要對形狀復雜板的飛邊、小角等會影響計算的形狀進行簡化。
2.2熱彈塑性有限元技術的應用
根據以上介紹可以發現,熱彈塑性有限元理論可以綜合對焊接的全過程進行考慮。[4]應用熱塑性有限元理論因為只能在大型結構的中部和局部區域使用又會受到計算機的計算時間和存儲空間的影響,一般是利用3D板單元熱彈塑性有限元方法完成焊接變形的預測,其中主要利用的軟件為Abaqus。
比如,以一艘約55 000 t的大型船為例,該船的結構仍然為雙層底的分段結構。具體的應用步驟為選擇3D板單元,重新將現有的有限元模型進行劃分構建新的模型,如圖2所示。然后,使用熱分析軟件進行溫度場模擬試驗。先對出入材料的熱屬性以及幾何模型等進行輸入和創建,再通過焊接的邊界條件等增加負荷運算,此后將結果利用圖形展示。其次,分析焊接應力場。[5]本文選取的是間接式的方法,根據上一個步驟的熱分析結果,將熱單元改變為結構單元并進行輸入結構材料性質等前置處理工序,最終求解、處理。最后,按照構建的模型進行計算和分析。
在焊接的過程中,初始的階段溫度變化區間較大而時間較短,直到冷卻階段溫度的變化逐漸減小而時間增加。在計算時,要利用高分辨率的處理器綜合整理熱分析、結構分析和力學分析結果,利用公式“Wtime=Wlong/v”進行軟件計算,整個計算的時間約為30 h,該船的計算結果為雙層底結構橫向12.6 mm左右,豎向收縮約14 mm。將這個結果同預先的實測結果進行比較可以清楚的發現,熱彈塑性有限元技術中的3D板單元法對大型船的復雜結構計算結果更準確和便捷。
3 結束語
總之,對于大型船體而言焊接變形是一個重要的問題,只有應用合理有效的技術才能確保船舶的安全。本文歸納總結了兩種焊接變形仿真技術,并通過相應的理論和案例提出了應用步驟。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
財經(2017年2期)2017-03-10 14:35:35
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24