PLC控制在變壓吸附制氫的應用研究
2018-06-12 09:49:30井海禎
信息記錄材料 2018年7期
井海禎
(內蒙古科技大學 內蒙古 包頭 014010)
(包鋼動供總廠 內蒙古 包頭 014010)
1 引言
在流程設計、流程優化和應用方面,國內發展的變壓吸附制氫技術已達到世界領先的水平,然而,在整體水平上的變壓吸附技術和國外先進水平的吸附機理等理論和建立吸附數學模型,新的高性能分子篩的發展,自動化程度還有待發展和提高。
本研究的目的是提供一個新的制氫設備的控制系統基于可編程序邏輯控制器PLC控制,這是不同于單片機控制焦爐煤氣工程,自動控制氫的生產氫的生產設備,氫離子濃度的實時監測和顯示,開關制氫過程根據氫離子濃度的變化。它能迅速使氫離子濃度高,能獲得更多的氫氣生產,并結合PLC的特點和編程軟件的功能,在不影響氫生產系統的連續運行的前提下,修改制氫工藝參數。為了改變單片機控制程序的使用,必須停止改變,才能運行新的制氫過程。該控制系統可提高制氫設備系統的功能,提高氫氣生產設備系統的穩定性、可靠性和可操作性,提高制氫系統的技術含量和效率,并安裝設備系統,調試和維護提供方便。
2 制氫設備的組成與工藝流程
2.1 制氫設備的組成
本工程處理總煤氣量為103000Nm3/h,氣源相干點為新系統氣柜區東焦爐煤氣頭網絡,接觸壓力6~6.5kpa。其中,凈化焦爐煤氣量40000Nm3/h,不凈化焦爐煤氣量63000Nm3/h(其中混合系統58000Nm3/h,麥窯用量5000Nm3/h)。
焦爐煤氣采用煤氣為主,第一加壓凈化過程為焦爐煤氣、壓力風機、電焦油捕集器和脫硫過程、脫萘、精脫苯、供CCPP、制氫。
2.2 制氫設備的工藝流程
壓縮工序由工段3臺三級往復式壓縮機組成(2開 1備)組成。一臺壓縮機滿足一套變壓吸附裝置的要求,一臺作為兩套裝置的備用。氣體氣體壓縮機的氣體凈化過程中,焦爐煤氣,約為0.25mpa(G)在第一級壓縮機的出口,溫度變化吸附預處理系統由兩個TSA主預處理組成。經過處理,它將返回到壓縮機二級入口,這是預處理的三級壓縮。
3 控制系統的設計
焦爐煤氣凈化設施及制氫共用四套基礎級自動化控制系統。實現焦爐煤氣加壓站(含:D540壓力機6臺,D125壓力機2臺,D22壓縮機7臺)、焦爐煤氣凈化(包括:電捕焦油器,脫萘、脫苯、脫硫)、焦爐煤氣制氫等工藝設施過程參數的采集、監視與控制。控制流程圖如圖1所示。
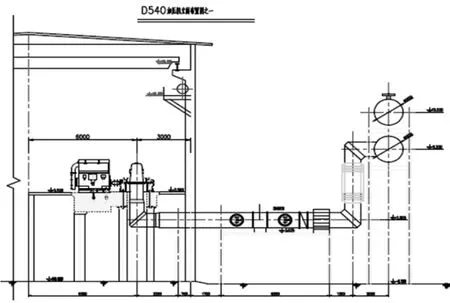
圖1 控制流程圖
兩套制氫系統各配獨立控制系統,選用冗余DCS控制系統,控制系統CPU與子機架通訊模式為工業以太網(冗余),兩套系統共用3臺操作站,操作站與控制系統連接模式為工業以太網。焦爐煤氣加壓及凈化系統設兩套冗余DCS控制系統,控制系統CPU與子機架通訊模式為工業以太網(冗余),變頻器通過現場總線及硬線與控制系統進行數據通訊。
從工作原理的變壓吸附制氫設備和過程控制要求的控制系統,我們可以知道操作過程控制系統的順序控制,其特點是將該特性與控制方法相結合,用于系統的氫氣生產過程,控制系統采用順序控制結構。如圖2所示。

圖2 順序控制結構
在壓力吸附設備的調試中,通常需要幾次甚至幾十次才能改變每個操作過程的時間,直到最短的周期才能得到最好的產品指標,這就是所謂的合理分配時間。為了實現這個過程,只要程序中相應的步驟修改時間,就很方便。另外,如果您需要更換電磁閥接線,改變氣動閥的順序,只需在PLC程序中相應的步驟進行一些更改,既安全可靠,操作簡單。為了改變傳統的傳統的硬線邏輯控制電路的缺陷,電氣技術實現了“軟布線”,大大降低了工作量,提高了工作效率。
PLC程序控制應用于壓力擺動吸附技術,不需要學習專門的語言和軟件和硬件知識,即使調試人員不是電氣專業人員,也能迅速掌握,大大方便調試工作。使設備運行穩定可靠。在設備的整個操作過程中,不需要特殊的操作。
4 裝置的調試方案
由于正常的停車裝置處于正壓封閉狀態,所以在不更換驅動過程的情況下,比第一次更容易再次行駛。具體步驟如下:
(1)控制系統和所有的儀器都被激活并投入運行。
(2)逐漸向系統緩慢進料,當吸附塔壓力達到正常工作壓力時,打開吸附塔出口氣體氣閥將不合格的產品氣體進入氣體管網。
(3)相應的產品氣體純度滿足要求,同時關閉相應的產品氣體通氣閥,打開區域閥門的產品氣體。系統運行正常。對應的產品氣體發送下一個程序。
PSA氫凈化工藝在正常運行的操作中非常小,幾乎所有的調整都是由電腦自動完成的,操作人員只需要注意產品的純度是最好的范圍,而設備是否有報警就可以了。操作條件的適當控制是決定產品相對產量和質量的關鍵。控制原理是實現穩定、高產量、高質量、低消耗、安全生產。
本文的PLC控制系統設計了變壓吸附制氫系統的控制功能增加,還提高了穩定性、可靠性和可操作性的控制系統,從而提高了控制系統的技術含量的工業變壓吸附制氫設備,也帶來了方便安裝、調試和維護的設備系統。
5 結語
變壓吸附制氫技術是控制系統,主要研究內容是設計的硬件和軟件的基礎上理解PSA制氫的原理,PLC控制技術方法,學習編程知識和掌握編程軟件,結合制氫設備的組成、工作原理和具體運行過程特征。最后,對設備的調試和運行實現控制系統的控制功能和目標。
(1)確定了PSA制氫設備控制系統的控制結構。在分析PSA系統工作原理的基礎上,根據系統的控制要求和特點,確定了控制系統的控制結構。
(2)PSA制氫設備自動控制系統的設計。根據氫氣生產設備系統的具體操作過程,對操作過程的控制要求,提出采用可編程序控制器控制技術,將硬件設計與自動控制系統運行過程中氫氣生產設備的功能和特點。
(3)氫工藝參數在線修復。根據PLC的功能和特性和應用程序功能的編程軟件,氧氣生產的工藝參數可以修改在網上不停地PSA氫生產設備的操作系統,所以整個制氫設備的操作系統不受影響,以及PLC的研究提供變壓吸附制氫。
[1] 張建偉,變壓吸附制取純氫裝置的運行且其綜合評價.低溫與特氣.2001,8,VOL.19,NO4.
[2] 博兵,利用變壓吸附技術以靠妒煤氣為原料提供不銹鋼冷軋薄退火用氫氣,酒鋼科技,2002,3,7-10.
[3] 戴四新變壓咂附技術在焦妒煤氣制氫中的應用,山東冶金.2002,4.Vo1.24.NO2.65-66.
[4] 魏籃群,古共偉,陳健,李英,變壓吸附氫氣分離和提純技術的進展,工廠動力.2001.3.28-34.
[5] 陳健,古共偉.我國變壓吸附技術的工業應用現狀及展望[J].化工進程,1998,21(9):31-34.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年19期)2017-02-02 07:08:38
工業設計(2016年12期)2016-04-16 02:52:00