自動切割圓管設備的設計與控制
2018-06-27 10:01:10蔡漢明董新華郝同暉常瑞鵬
機械制造 2018年1期
□ 蔡漢明 □ 董新華 □ 郝同暉 □ 常瑞鵬
青島科技大學機電工程學院 山東青島 266061
自動切割圓管設備是一種用于切割單根圓管的自動化機械設備,針對不同長度和材料的圓管,實現自動切割。半自動化切割圓管設備是較為常見的設備,但是很難獲得更高的工作效率[1],而全自動切割圓管設備具有更廣闊的發展空間,需要進一步探索[2]。
通過借鑒半自動化切割圓管設備的有關資料,基于可編程序控制器(PLC)設計了一種新型自動切割圓管設備,根據所需尺寸可切割出定長的圓管,具有自動、手動及單循環三種控制模式,可實現夾緊、送料及切割動作[3]。
1 自動切割圓管設備概述
基于PLC的自動切割圓管設備,其工作原理與半自動切割圓管設備類似,即夾緊機構檢測到有圓管時自動夾緊,送料氣缸伸出推動圓管,到達指定位置后升降機構下降進行切割。整個切割圓管設備由三大部分組成。第一部分是夾緊部分,用于夾緊圓管。第二部分是送料部分,送料氣缸伸出,推動夾緊機構到達指定切割位置。第三部分是升降及切割部分。自動切割圓管設備如圖1所示。
2 氣動系統
自動切割圓管設備以氣缸作為執行元件,工作時三個氣缸和一臺電動機按照預定的程序先后動作,其氣動系統原理圖如圖2所示。
(1)系統過壓卸載保護控制。當系統通電后,電動機帶動氣壓泵工作。當系統壓力超過預設的壓力值時,西門子S7-1200系列PLC通過控制電磁換向閥7YA得電,使多余的氣體從溢流閥的先導閥口迅速排出。當系統壓力在正常范圍之內時,PLC通過控制電磁換向閥7YA失電,使兩位兩通電磁換向閥閥口關閉,氣壓泵恢復常態。
(2)系統回原點控制。系統通電之前,各個電磁換向閥處于中位,閥口均關閉。系統通電之后,無論各氣缸運行到何處,都將默認進入初始化狀態,各氣缸磁感應開關、壓力表及電磁閥進入自檢狀態。若夾緊氣缸的左端磁感應器未檢測到缸桿到位,則系統首先執行送料氣缸回原點動作,再使電磁閥右位3YA得電,夾緊氣缸缸桿縮回到原點。若送料氣缸的左端磁感應器未檢測到缸桿到位,則電磁閥右位2YA得電,使送料氣缸的缸桿左移到最左端。若升降氣缸的上端磁感應器未檢測到缸桿到位,則系統首先按順序分別執行夾緊氣缸和送料氣缸回原點動作,再使電磁閥右位6YA得電,執行升降氣缸回原點動作,并使電動機停止運行。
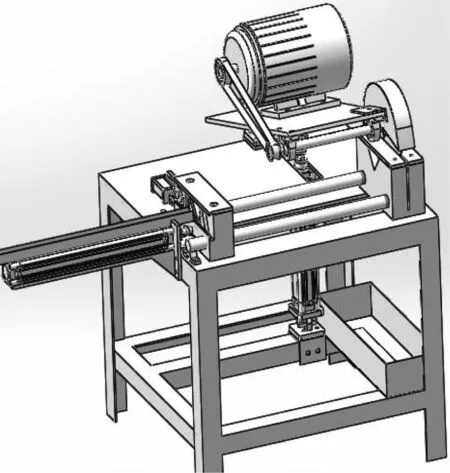
▲圖1 自動切割圓管設備示意圖

▲圖2 自動切割圓管設備氣動系統原理圖
(3)系統正常工作的手動控制模式。當整個系統進行初始化之后,系統將一直保持無動作運行,此時用戶可根據自己的需求選擇手動、單循環和自動三種模式中的一種。在手動模式下,電磁閥1YA得電時,送料氣缸缸桿伸出執行送料動作。電磁閥2YA得電時,送料氣缸缸桿執行快退動作。電磁閥3YA得電時,夾緊氣缸缸桿執行夾緊動作。電磁閥4YA得電時,夾緊氣缸缸桿執行松開動作。電磁閥5YA得電時,升降氣缸缸桿執行縮回動作,且電動機開始運轉,執行切割動作。電磁閥6YA得電時,升降氣缸缸桿伸出,且電動機停止運行。
(4)系統正常工作的自動控制模式。系統通電進入初始化后,在自動控制模式下,設備執行預先設定順序的動作,依次為夾緊、送料、氣缸升降及切割。當需要切割短材料時,設備執行夾緊和送料動作之后,夾緊氣缸和送料氣缸返回原點位置,傳感器未檢測到圓管到位,此時還需執行多次夾緊和送料動作,直到傳感器檢測到圓管到位,然后氣缸下降執行切割動作。由于圓管的總長度視為無限長,且需要設備長時間連續工作,因此有必要循環執行以上動作。自動切割圓管設備工作流程如圖3所示。

▲圖3 系統自動控制模式流程圖
(5)系統正常工作的單循環控制模式。單循環控制模式是在自動控制模式的基礎上實現的。單循環控制模式下,系統以切割動作的完成作為程序結束的標志,僅執行一次,所有氣缸動作完成后立即執行回原點動作,否則后續控制動作將無法正常進行。
(6)信號報警控制。當系統處于正常狀態工作時,由傳感器檢測工作臺上有無圓管,若工作臺上突然沒有圓管,為了防止設備誤動作,報警燈立即報警,此時系統停止工作,各個氣缸自動返回原點,同時電動機立即停轉。系統將直至檢測到有圓管信號后再次執行動作。
3 控制系統
3.1 硬件配置
自動切割圓管設備選擇西門子S7-1200系列PLC,這一系列PLC體積小,質量輕,響應速度快,工作性能穩定可靠[4]。控制系統主要包括PLC、直流隔離電源、兩臺電動機、換向閥、各種開關、按鈕、光電傳感器、磁感應器等,硬件選型見表1。
自動切割圓管設備控制系統硬件如圖4所示。

▲圖4 自動切割圓管設備控制系統硬件

表1 控制系統硬件選型
3.2 PLC接線
自動切割圓管設備控制系統PLC外部接線如圖5所示。自動切割圓管設備控制系統的程序編寫是比較復雜的,因其不僅有手動、自動、單循環三種控制模式,而且有報警、蜂鳴器、自檢等輔助程序[5-6]。

▲圖5 自動切割圓管設備控制系統PLC外部接線圖
3.3 程序設計
自動控制切割圓管設備的三種控制模式是互不干擾的,所以程序中的三個功能塊是相互獨立的[7-8]。在TIA Portal軟件的主程序中調用手動和自動程序功能塊非常方便。梯形圖程序采用順序控制法設計,利用輔助線圈的自鎖和互鎖實現控制功能[9]。自動切割圓管設備控制系統自動控制模式編程如圖6所示。

▲圖6 自動切割圓管設備控制系統自動控制模式編程
4 檢驗測試
選用不同長度的圓管進行測試,測試數據見表2。

表2 自動切割圓管設備測試數據
測試結果表明,自動切割圓管設備的機械設計和控制方案是合理的。因為要為精加工留有余量,所以客戶規定的余量要求為0~5 mm,使用游標卡尺所測得的測試數據誤差在0~4 mm之間,滿足客戶要求[10]。測試證明自動切割圓管設備的總體設計和控制方案是可行的。
5 結論
自動切割圓管設備基于市場需求設計,在分析工作原理和邏輯控制的基礎上,采用PLC控制,具有可靠性高、使用維護方便、抗干擾能力強、易學易用等特點[10]。設備經多次試用,證明了控制方式和設計方案是可行的,系統工作穩定性良好。
[1]李柯,陳明達,馮雄峰,等.基于PLC的熱塑性復合材料熱壓成型用機械手設計[J].機械制造,2015,53(4):4-8.
[2]孫中旭.大型水處理裝置生產管理與全自動化控制[J].硅谷,2015,8(3):70,77.
[3]殷正保.粘膠長絲的毛絲及定長自動檢測研究[D].武漢:華中科技大學,2009.
[4]廖常初.S7-1200 PLC編程及應用[M].3版.北京:機械工業出版社,2017.
[5]高安邦,石磊,胡乃文.三菱FX/A/Q系列PLC自學手冊[M].北京:中國電力出版社,2013.
[6]黃俊玲.西門子S7-1200 PLC程序設計方法研究[J].工業控制計算機,2016,29(10):142-143.
[7]周美蘭,周封,徐永明.PLC電氣控制與組態設計[M].北京:科學出版社,2010.
[8]梁慧斌,李學華.西門子PLC在空壓機站智能控制系統中的應用[J].煤礦機械,2012(4):208-211.
[9]高安邦,石磊,張曉輝.典型工控電氣設備應用與維護自學手冊[M].北京:中國電力出版社,2015.
[10]謝振江,王樹彩,魏義輝.游標卡尺的檢定與修理問答[M].北京:中國計量出版社,1991.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
家庭影院技術(2017年9期)2017-09-26 03:41:45
少年博覽·小學低年級(2017年4期)2017-06-09 16:22:28
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
工業設計(2016年12期)2016-04-16 02:52:00
