單組分低熔點聚酯長絲的工業化生產工藝探討
2018-06-27 11:50:02熊思維殷松甫殷晃德龐旭章陳少華殷先澤王羅新
紡織科技進展 2018年6期
熊思維,殷松甫,殷晃德,龐旭章,陳少華,殷先澤,許 靜,王羅新,*
(1.武漢紡織大學 材料科學與工程學院,湖北 武漢430073;2.湖北省宇濤特種纖維股份有限公司,湖北 咸寧437500)
低熔點纖維是一種具有較低熔點的合成纖維,用作熱熔型黏合材料,可取代化學黏合劑,其優點是黏結迅速、性能穩定、節約原材料、降低能耗、無三廢污染,被廣泛應用于產業用、服用和家用紡織品領域[1-2]。低熔點纖維按組分特點可分為單組分和復合型低熔點纖維。一般單組分低熔點纖維屬于全熔型纖維,而復合型低熔點纖維使用時僅發生局部熔融[3]。
目前,復合型低熔點纖維的研究與產業化較為成熟,但單組分低熔點纖維,尤其是低熔點聚酯長絲的開發相對較弱。單組分低熔點聚酯樹脂一般通過共聚法制備,然后采用熔融紡絲得到纖維。各類改性組分的添加對共聚酯的熔點和結晶性能影響較大,其紡絲成型技術難度最大,曾新等[4]利用實驗紡絲機,通過FDY紡絲法制備出性能較好的低熔點聚酯纖維,但紡絲速度較低,難以工業化生產。本文在系統研究低熔點聚酯樹脂特性和實現紡絲中試試驗的基礎上,與生產企業深度合作,通過對工業化紡絲裝備的系統改造和紡絲工藝優化,成功實現了低熔點聚酯長絲的產業化生產。開發的單組分低熔點聚酯長絲纖維產業化生產技術具有生產效率高、產品質量穩定的特點,對于充分發揮低熔點聚酯纖維的特性,擴大低熔點聚酯長絲纖維產品的應用領域具有重要意義。
1 試驗部分
1.1 原料和設備
聚酯切片,熔點為110℃,由中國石化上海石油化工股份有限公司提供;FDY紡絲機,由武漢紡織大學和湖北省宇濤特種纖維股份有限公司共同研發[5-6]。
1.2 低熔點纖維的紡絲工藝流程
FDY的紡絲工藝流程:切片干燥→熔融→紡絲→冷卻→上油→拉伸→熱定型→上油→卷繞。
1.3 低熔點纖維的性能測試
采用深圳冠亞電子科技有限公司SFY-20型水分測定儀對干燥過程中低熔點樹脂切片的含水率進行測定。采用上海利浦應用科學技術研究所XD-1型纖維細度儀對試驗所制得的低熔點纖維的纖度進行測定。采用上海利浦應用科學技術研究所XQ-1C型纖維強伸度儀測定纖維強度。
2 結果與討論
2.1 切片干燥條件
低熔點聚酯切片軟化點遠遠低于水的沸點,切片受熱極易黏合,如何控制切片含水率,防止切片在使用過程中再次吸濕,是實現順利紡絲的關鍵技術難點[7]。對于熔點為110~130℃的未結晶聚酯切片,其干燥難度大,干燥溫度過高易發生切片結團和粘壁,干燥溫度過低則很難排除切片里的微量水分尤其是結構水分,導致后續成絲困難。以單組分低熔點聚酯切片為例,比較了低熔點聚酯干燥條件與干燥效果,見表1。
由表1可知,切片在真空度(表壓)為-0.14 MPa條件下,采用優化后的低溫程序升溫干燥技術,即50~60℃干燥4 h結晶,60~70℃干燥16 h,可以有效避免了干燥時切片結團和粘壁等問題,縮短了干燥時間,干燥后的切片含水率可以控制在0.005%以內。
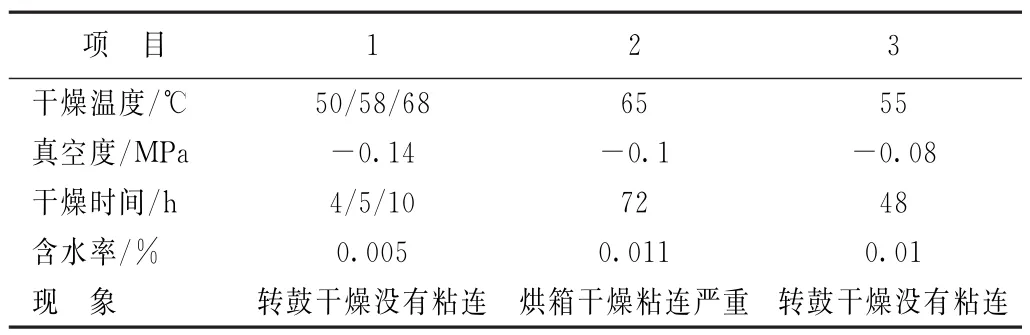
表1 低熔點聚酯(110℃)干燥條件
2.2 紡絲溫度
紡絲溫度直接影響紡絲是否順利,溫度過高,熔體黏度過小,由自重引起的拉伸超過噴頭拉伸,飄絲多,斷頭增加;溫度偏低,熔體表觀黏度過高,流動性差,紡絲困難,難以成纖。根據低熔點聚酯流變性能的研究,分別設計了不同的螺桿加熱區溫度,研究了熔體擠出時的外觀現象及熔體壓力變化,具體結果如表2所示。
螺桿一區為進料區,溫度過高,切片過早軟化粘連,則容易造成環結阻料,切片無法正常輸送。對于熔點為110℃的聚酯,螺桿一區溫度設置為120~140℃,均能有效避免環結阻料,超過145℃,出現環結阻料。螺桿熔融段和計量段的最優溫度設定為表2中的3號參數,此時得到的熔體外觀均勻,紡絲過程也十分順利。若螺桿加熱區溫度高于260℃,則熔體出現氣泡甚至有黃變現象,紡絲過程中飄絲。

表2 螺桿擠出過程中各區溫度設置與塑化效果對比
2.3 紡絲速度
對于熔點為110℃的聚酯切片,首先采用低速紡絲進行試驗,在最優的塑化條件下,調整側吹風溫度為25~27℃,濕度為50%~70%,控制紡速為1 000~1 200 m/min,順利得到成品絲。隨后逐步提高紡絲速度,最終發現,在紡絲設備進行適當改造后,隨著紡絲速度提高,當第一熱輥速度達到2 000 m/min左右,第二熱輥達到速度3 800~4 300 m/min時,需要調整側吹風溫度為15~18℃,濕度為60%~70%。在低熔點切片高速紡絲過程中,適當降低側吹風溫度可以加快絲條冷卻,保持絲條冷卻長度不要波動過大,有效避免了斷頭絲和毛絲問題。最后,卷繞頭的卷繞速度比第二熱輥速度低50~80 m/min,在此紡速下均能獲得性能良好的長絲。
2.4 拉伸溫度和倍率
對于低熔點纖維來說,適當提高拉伸溫度,拉伸張力減小,大分子容易排列取向,有利于絲條形變,使拉伸順利進行,同時可提高絲條的強度。但溫度過高則拉伸張力小,大分子發生松弛,產生解取向,絲條強度反而降低,同時絲條在熱輥上易滑移不穩定,且發生絲條粘連甚至斷頭現象。拉伸溫度過低,使拉伸形變阻力大,因而產生毛絲。對于熔點為110℃的聚酯纖維,牽伸熱輥溫度宜控制在70~80℃之間,紡絲效果良好。
拉伸倍率主要由第一輥和第二輥的速度比決定,但第一輥的速度對拉伸倍率的影響更大,第一輥速度提高,噴絲板處的拉伸比大,剩余拉伸就小,則拉伸倍率要相應減少,因此可從初生絲的剩余伸長來估計拉伸倍率。由于實際生產過程中希望盡可能提高生產效率,所以需要盡可能提高第一熱輥速度。試驗發現,紡絲卷繞最高速度達到4 200 m/min左右時,第一熱輥速度取1 800~2 400 m/min為適宜。表3為拉伸比對低熔點聚酯長絲性能的影響結果,可以看出,隨著拉伸倍率的提高,絲條強度也提高,但過高的伸長比也會導致毛絲的出現,合適的拉伸比在1.8~2.0左右。
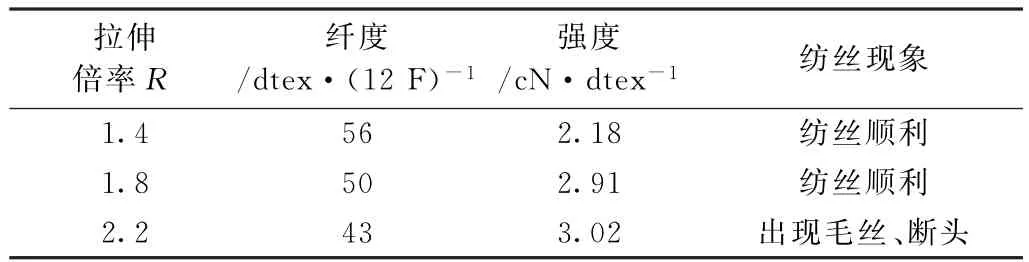
表3 低熔點纖維拉伸倍率的選擇
2.5 熱定型溫度
纖維在拉伸后,仍處于緊張狀態,熱定型過程有助于纖維內分子鏈間的纏結點的舒解,消除纖維的內應力。FDY紡絲方法是拉伸定型一步完成,其中第二熱輥起到定型作用,屬于緊張熱定型。由于低熔點聚酯分子結構規整性差,分子鏈的結晶能力非常弱,提高熱定型溫度依然很難顯著提高聚酯纖維的結晶性能,但對成品纖維的干熱收縮率有一定影響。在90、95、100℃定型溫度下,成品絲的干熱收縮率分別為8.2%、6.5%和3.6%。經過牽伸后的纖維具有較高的取向度,隨著熱定型溫度的升高,取向的非晶態分子鏈熵力逐漸增大,促使纖維消除應力,從而提高纖維尺寸穩定性。
2.6 FDY紡絲關鍵裝置改進
常規FDY紡絲設備是1個熱輥配1個分絲輥(冷輥),由于紡絲過程中絲束只有半圈受熱,繞的圈數越少,絲束與熱輥接觸時間越短,熱輥加熱溫度就要求越高。對于低熔點聚酯紡絲,熱輥溫度較高時,絲束在熱輥上劇烈跳動;熱輥溫度適當降低可以解決絲束跳動問題,但會影響牽伸定型質量,特別是一位多頭高速紡時更加明顯。針對上述技術難點,對現有FDY紡絲機上的熱輥-分絲輥進行了重新設計,設計出一種多功能熱輥系統。即將分絲輥設計成具有加熱功能的熱輥,形成熱輥對,增加絲束與熱輥的接觸面,減少絲束在任一個熱輥上繞的圈數,同時適當降低熱輥溫度,這樣有效解決了低熔點長絲在牽伸和熱定型過程中發生粘輥、斷絲和絲束跳動的難題,大幅提高長絲產品質量、成品率和產量,降低生產成本。
將FDY紡絲系統的分絲輥(冷輥)改裝為熱輥后,提高了紡絲速度,紡絲過程中,牽伸之前對絲束上油(第一道油嘴)僅能保證牽伸的正常進行。絲束在牽伸后進入卷繞時,由于熱定型輥溫度高,絲束運動快,卷繞時絲束來不及冷卻,原先殘留的油劑不足以對絲餅進行很好的潤滑,從而導致出現絲餅退繞粘連、毛絲多、絲束抱合性不夠好的質量問題。
針對這一技術難點,對FDY紡絲系統的上油裝置進行了重新設計,將上油裝置改成兩道油嘴上油。在第二熱輥后增加一道油嘴上油系統,使經牽伸定型后的絲再集束冷卻進入卷繞工序。第二道油嘴上油裝置具有冷卻及潤滑作用,能夠確保卷繞和退繞的順利進行,使產品的質量更高。
3 結論
(1)采用了程序升溫低溫干燥方法,有效控制真空度,使低熔點聚酯切片的含水率達到了紡絲要求。
(2)采用FDY紡絲牽伸一步法可以生產低熔點聚酯長絲,但紡絲工藝需要根據樹脂特性進行設計,紡絲溫度、紡絲速度、牽伸倍率、定型溫度等對纖維成型影響較大。
(3)FDY法生產低熔點聚酯長絲,需要對熱輥和上油系統進行改進,通過熱輥對和雙上油裝置的設計,結合紡絲工藝優化,實現低熔點聚酯長絲的工業化生產。
參考文獻:
[1]陳佳月,張北波,王 樺,等.低熔點纖維的研究進展[J].紡織科技進展,2016,(7):1-4.
[2]李 剛.低熔點纖維與熱軋非織造布[J].北京紡織,1997,(3):12-14.
[3]周觀林,史成金,施楣梧,等.一種低熔點纖維毛巾及其加工方法:201610941186.X[P].2017-02-22.
[4]曾 新,楊瑞玲,楊 昕.低熔點聚酯纖維的紡絲工藝研究[J].合成纖維,2004,33(1):19-20.
[5]殷晃德.帶有熱輥萬向調節裝置的化纖紡絲機:201520838033.3[P].2016-03-16.
[6]殷晃德.加裝了ー道油嘴的化纖紡絲機:201520838142.5[P].2016-03-16.
[7]上海市化學纖維工業公司.滌綸生產基本知識[M].北京:紡織工業出版社,1978.