拉鏈縫制起拱原因分析及預(yù)控
2018-06-27 11:50:02葉寧
紡織科技進展 2018年6期
葉 寧
(金華職業(yè)技術(shù)學院,浙江 金華321007)
起拱是拉鏈縫制中最常見的弊病,嚴重影響服裝的品質(zhì)和檔次,造成拉鏈起拱的直接原因,是鏈牙跟隨布帶受到擠壓無處釋放而產(chǎn)生起拱。現(xiàn)有關(guān)于拉鏈縫制的研究多從面料本身的物理力學性能來分析與拉鏈起拱的關(guān)系,探討不同結(jié)構(gòu)參數(shù)面料對拉鏈縫縮率的影響[1-2],缺少對拉鏈起拱直接原因的分析。
造成拉鏈起拱的原因比較復(fù)雜,有面料結(jié)構(gòu)性質(zhì)、拉鏈結(jié)構(gòu)、縫制技術(shù)等,很難用單一因素來對縫縮進行預(yù)測。任何面料和拉鏈長度的不匹配都會造成拉鏈起拱,改善拉鏈縫制外觀的積極方法是分析拉鏈起拱直接原因,改進縫制技術(shù),降低拉鏈起拱概率,提高質(zhì)量。從分析影響拉鏈縫制外觀的直接因素入手,提出預(yù)防控制起拱的措施,給服裝生產(chǎn)快速準確判斷拉鏈縫制技術(shù)參數(shù)提供參考,滿足現(xiàn)代服裝生產(chǎn)快速反應(yīng)需要。
1 拉鏈縫制外觀評價
拉鏈按照材料不同可分為金屬拉鏈、注塑拉鏈、尼龍拉鏈三大類[3],選取5號注塑拉鏈為研究對象。注塑拉鏈的外觀平直性能可以用平直度和平整度2個指標來衡量。
1.1 平直度
拉鏈平直度的測試方法是將拉鏈平放在水平桌面上,用手指沿拉鏈牙邊緣兩側(cè)來回移動一次,用直尺慢慢向鏈牙靠攏,然后用另一直尺量取鏈牙腳與直尺之間的最大距離,即為平直度[4]。拉鏈和服裝縫合后就無法測量平直度,因此平直度只適用拉鏈縫制前的品質(zhì)檢驗。
1.2 平整度
QB/T2172-2014《注塑拉鏈》對平整度的測量規(guī)定:將游標高度尺放在水平桌面,調(diào)節(jié)高度游標卡尺達到設(shè)定的數(shù)值(平整度最大允許值加上鏈牙厚度),拉合拉鏈,卡尺的指示桿位于鏈牙表面,檢查卡尺的測量面是否與鏈牙表面接觸,如有接觸說明拉鏈平整度不合格。
參照QB/T2172-2014《注塑拉鏈》的實驗方法,縫制好的拉鏈平放在水平桌面上,用高度游標卡尺分別測量拉鏈最高拱距離水平桌面高度和最低鏈牙面距離水平桌面高度,兩者差即為峰谷差,如式(1)所示,通過比較峰谷差大小判斷拉鏈縫制質(zhì)量。

式中 Δh為峰谷差(mm);h峰為最高拱距桌面高度(mm);h谷為最低鏈牙面距離水平桌面高度(mm)。
準備不同品牌的30條80 cm 5號注塑拉鏈,由不同縫制工人縫制,請3名制衣廠經(jīng)驗豐富的技術(shù)人員對縫制質(zhì)量進行判斷,按起拱程度不同分為5個質(zhì)量等級,1-3等級為合格,4-5等級為不合格。1級縫制非常平整,質(zhì)量最好;5級起拱強烈,質(zhì)量最差[5]。分別測量對應(yīng)等級拉鏈的最大峰谷差,設(shè)定相應(yīng)等級的峰谷差范圍作為研究拉鏈起拱的評判標準,如表1所示。
2 起拱原因分析
造成拉鏈起拱最直接的原因是拉鏈布帶縮短帶動鏈牙受擠壓起拱,布帶縮短的直接原因可分為3方面:一是縫紉造成拉鏈布帶縮短,二是拉鏈布帶自身的收縮,三是面料的收縮帶動拉鏈布帶收縮。
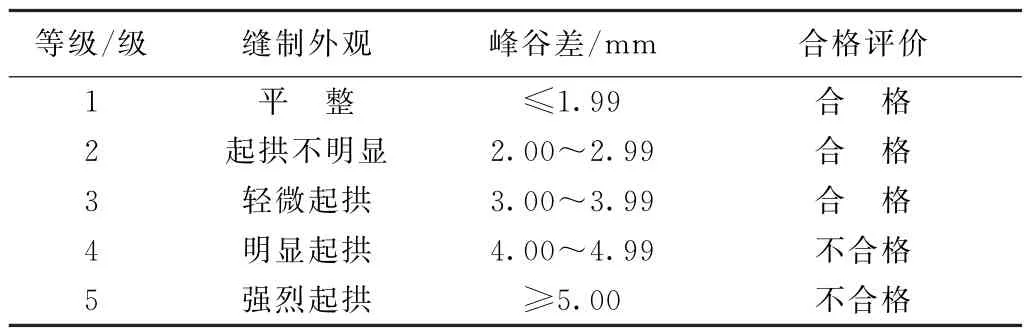
表1 拉鏈縫制外觀等級
2.1 縫縮影響
做一個對比試驗,同樣的拉鏈和面料,第一組用粘貼的方法把拉鏈和面料組合起來,第二組采用縫合的方法。試驗結(jié)果顯示,粘貼的拉鏈平整不起拱,縫制的拉鏈出現(xiàn)起拱現(xiàn)象,試驗說明縫制會造成拉鏈布帶縮短起拱,通過拉鏈縫縮試驗進一步研究縫縮量與起拱程度的關(guān)系。
準備8個不同品牌的80 cm長5號注塑拉鏈各6條。面料試樣為無彈性無縮率的梭織面料,試樣大小為80×10 cm經(jīng)向縫條.因為服裝普遍采用經(jīng)紗方向制作,門襟拉鏈部位多為經(jīng)向,所以本研究都只試驗經(jīng)向的拉鏈起拱。
調(diào)整平縫機線的張力,在不拉扯不推送面料情況下,使縫縮在0.6%以內(nèi)。8種拉鏈在兩邊布帶上各輯一條線,測試布帶縫縮率。每種拉鏈再分別與同一種面料縫合,測試最大峰谷差,每個型號測試3次,取平均值。試驗的有效長度為50 cm,車縫加1%溶位,由一名車工按要求車縫。
表2試驗數(shù)據(jù)顯示,8種試樣中2#和4#起拱輕微,質(zhì)量好;1#和8#起拱強烈,不合格。用SPSS統(tǒng)計軟件對數(shù)據(jù)進行回歸分析,輸出結(jié)果如表3所示,自變量布帶的縫縮率的回歸系數(shù)為5.158,對應(yīng)的顯著性檢驗值為0.000<0.05,說明在0.05的顯著水平上,布帶的縫縮率對峰谷差有顯著性正向影響,直接影響拉鏈縫制外觀。回歸方程如式(2)所示:

式中 x為布帶縫縮率,y為峰谷差。
2.2 拉鏈布帶收縮的影響
為了研究服裝在生產(chǎn)和使用過程中,水洗和熨燙對拉鏈縫制外觀的影響,將2.1章節(jié)試驗的8種拉鏈做好50 cm有效長度記號,分別測試布帶的縮水率和熨燙縮率。試驗結(jié)果顯示8種拉鏈按日常洗滌方法下水后,沒有明顯的長度縮短;用蒸汽熨燙整理后8#拉鏈縮率1%,峰谷差6.41 mm,外觀起波浪明顯,為不合格產(chǎn)品;2#和4#拉鏈熨燙后沒有明顯收縮,其余5種拉鏈出現(xiàn)輕微收縮,縮率0.2%,屬于合格范圍。
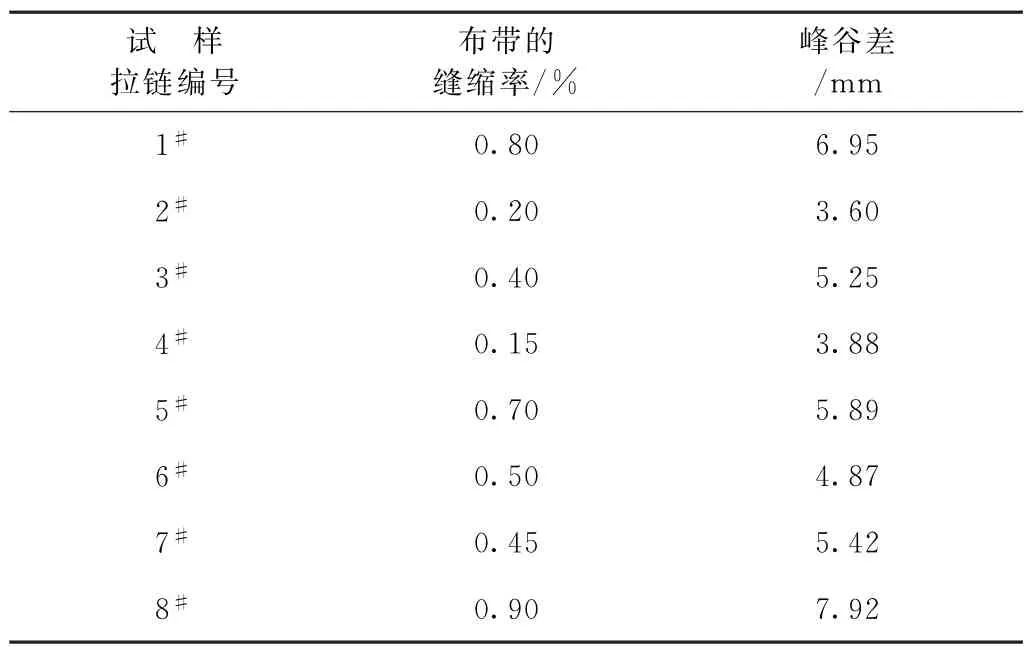
表2 縫縮率對拉鏈起拱影響
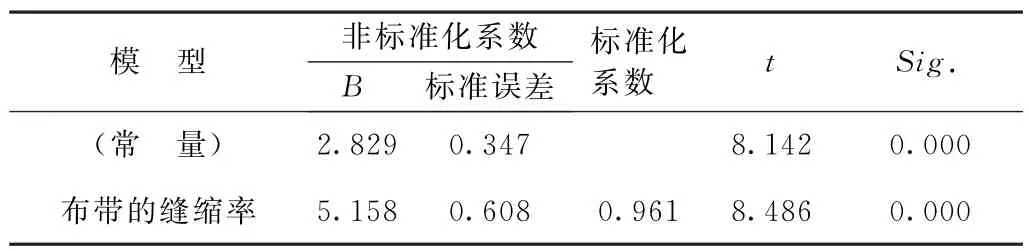
表3 縫縮率回歸系數(shù)表
綜合縮水、熨燙縮率和縫縮三項指標,2#和4#拉鏈質(zhì)量穩(wěn)定,縫制外觀優(yōu)良,所以后面試驗都選擇2#和4#拉鏈為試驗拉鏈。
2.3 面料收縮的影響
與拉鏈縫合的面料在縫制后如有收縮會帶動拉鏈布帶一起收縮。面料的收縮分為兩種,一是面料的縮水,二是彈性面料受拉伸后的回縮。
2.3.1 面料縮率的影響
拉鏈為質(zhì)量較好的4#拉鏈,試樣面料選取縮率大小不一的9種無彈梭織面料,試樣縮水率測試數(shù)據(jù)如表4所示。每種試樣各3塊,試樣大小為80×10 cm。
用4#拉鏈和9種面料縫合,縫制加1.0%溶位,縫合后放置在30℃水中浸泡,取出攤平晾干后熨燙,測量最大峰谷差。
試驗數(shù)據(jù)如表4所示,拉鏈縫制后整體比較平整,但是水洗后出現(xiàn)不同程度的起拱,縮率大的面料起拱嚴重,縮率小的面料,起拱不明顯。用SPSS統(tǒng)計軟件對數(shù)據(jù)進行分析,輸出結(jié)果如表5所示,自變量經(jīng)向縮率對應(yīng)的顯著性檢驗值為0.000<0.05,說明經(jīng)向縮率對洗后峰谷差有顯著性正向影響,縮率越大,洗后越不平整,回歸方程如式(3)所示:

式中 x為徑向縮率,y為洗后峰谷差。
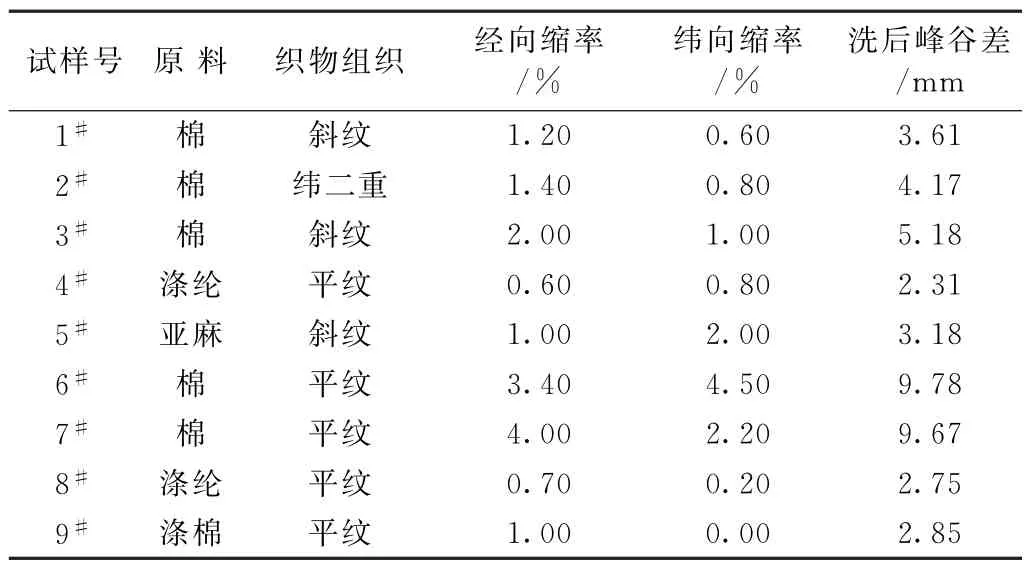
表4 面料縮率對拉鏈起拱的影響
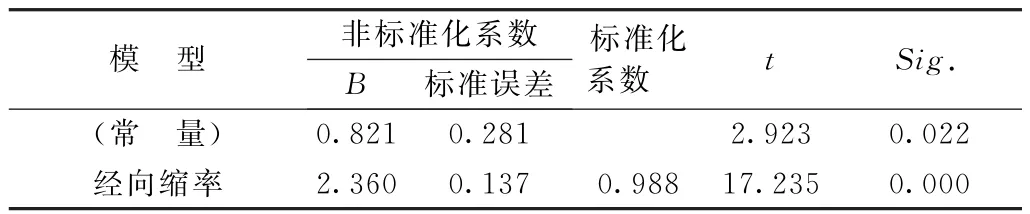
表5 縮率回歸系數(shù)表
2.3.2 彈性面料的影響
彈性面料有著良好的延伸性和彈性回復(fù)性能,縫制拉鏈更容易起拱。彈性面料裝拉鏈的過程,壓腳擠壓面料,造成面料延伸變長,比拉鏈長出,因此彈性面料的縫縮通常是負值。拉鏈車縫后,面料回彈帶動拉鏈布帶收縮,造成拉鏈起拱。
試樣面料選取5種針織面料和3種梭織彈性面料,面料全部經(jīng)過預(yù)縮,撇除縮水因素的干擾,彈性面料的延伸性和彈性回復(fù)率和縫制外觀有密切關(guān)系,因此試驗前先進行相關(guān)指標測試[6]。測試方法參照紡織行業(yè)標準FZ/T01034-2008《機織物拉伸彈性試驗方法》和FZ/T70006-2004《針織物拉伸彈性回復(fù)率試驗方法》,試驗設(shè)備為萬能材料試驗機(3344,Instron,美國)。測試8種面料在定力10 N的條件下伸長率和彈性回復(fù)率,相關(guān)測試數(shù)據(jù)見表6。
8種試樣和4號拉鏈車縫,為了保證車縫條件一致,車縫過程不拉不送面料,不加溶位,使平縫機處于自然車縫狀態(tài)。拉鏈裝好以后,測量峰谷差,測試數(shù)據(jù)見表6。
使用SPSS統(tǒng)計軟件對數(shù)據(jù)進行分析,以峰谷差為因變量,以伸長率、彈性回復(fù)率為自變量進行多元線性回歸分析,輸出結(jié)果如表7所示。
從表7數(shù)據(jù)中可以得到自變量彈性回復(fù)率顯著性檢驗值>0.05,無顯著性影響;伸長率對應(yīng)的顯著性檢驗值為0.000<0.05,說明伸長率對峰谷差有顯著性正向影響。伸長率越大,縫后面料比拉鏈長出越多,拉鏈越不平整。
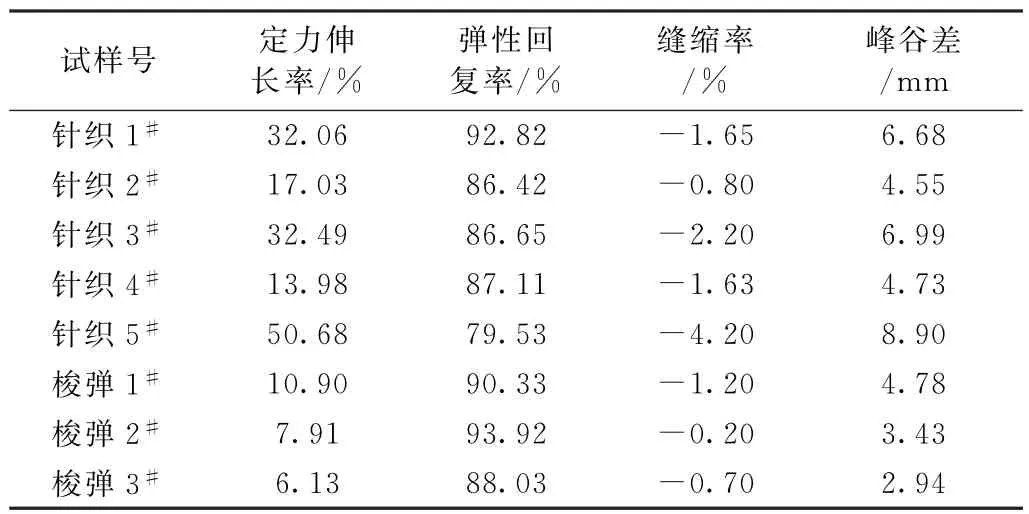
表6 彈性面料對拉鏈起拱的影響
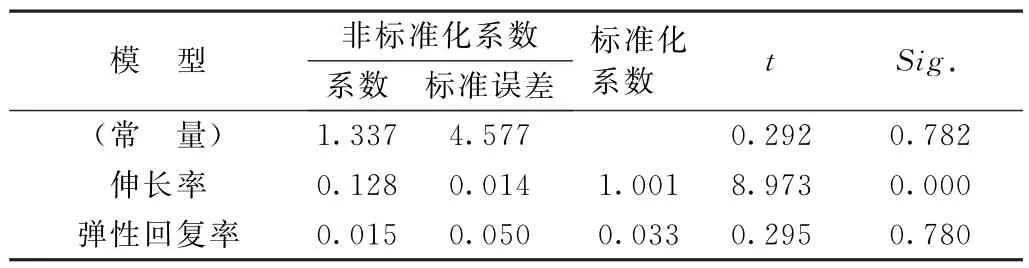
表7 回歸系數(shù)表
3 拉鏈起拱的預(yù)控
從造成拉鏈起拱直接因素入手,總結(jié)預(yù)防和控制起拱措施,以減少不良產(chǎn)品的出現(xiàn),有效控制拉鏈縫制質(zhì)量。
3.1 選擇優(yōu)質(zhì)拉鏈
由于拉鏈自身的收縮引起的起拱,即使縫制時面料加了溶位也不可避免,因此選擇拉鏈除了要考慮配色、強力等因素,縮率也應(yīng)納入檢驗標準中。標準QB/T2172-2014規(guī)定拉鏈水洗干燥后長度收縮 ≤2%,實際上超過1%的布帶縮率會使門襟明顯凹凸起伏。由2.1和2.2章節(jié)可知拉鏈布帶縮水率、熨燙縮率應(yīng)盡可能選擇≤0.5%,布帶的縫縮也應(yīng)控制在0.23%以內(nèi)。
3.2 加溶位
從理論上說,只要面料和拉鏈等長,縫制就不應(yīng)該起拱,但是事實上,沒有溶位車縫拉鏈容易出現(xiàn)不同程度的起拱。除了縫縮因素外,拉鏈與面料匹配不均勻使得局部鏈牙長于面料,受到擠壓而起拱,這種縫紉不均勻性與縫紉工的技術(shù)水平、縫制習慣、停頓次數(shù)都有關(guān)系。在拉鏈縫制過程中適當加一點溶位在其中,也就是面料比拉鏈長度長,可以預(yù)防拉鏈布帶受到擠壓,控制拉鏈起拱。溶位是為達到設(shè)定的縫制效果預(yù)先設(shè)計好的兩個縫合長度的差值,也稱為吃量,縫縮是縫制過程不可完全避免的面料皺縮。
表8為不同溶位對峰谷差影響的試驗數(shù)據(jù)。選擇表4實驗中的2#、3#、7#、9#縮率不同的4種面料,分別測試在0%、1%、2%、3%溶位情況下經(jīng)過下水及熨燙后的峰谷差。3%的溶位即50 cm拉鏈需要1.5 cm的溶位,這對縫紉工來說已是極限值,溶位超過3%容易出現(xiàn)打褶等弊病。
9#面料縮率1%,當溶位≥1%峰谷差就在合格范圍。2#和3#面料縮率在1%~2%之間,當溶位<2%,起拱明顯,外觀4級不合格;溶位≥2%,起拱很輕微,屬于合格范圍。7#面料縮率很大,即使加了3%的溶位也不平整,起拱嚴重。試驗說明,拉鏈縫制時增加適當溶位,可以降低起拱程度。沒有縮率的面料加不少于1%的溶位;縮率小于3%的面料,增加不少于縮率的溶位量也可以使拉鏈達到合格平整度要求;縮率超過3%的面料無法同時滿足拉鏈平整,車縫外觀又均勻不打褶的要求。
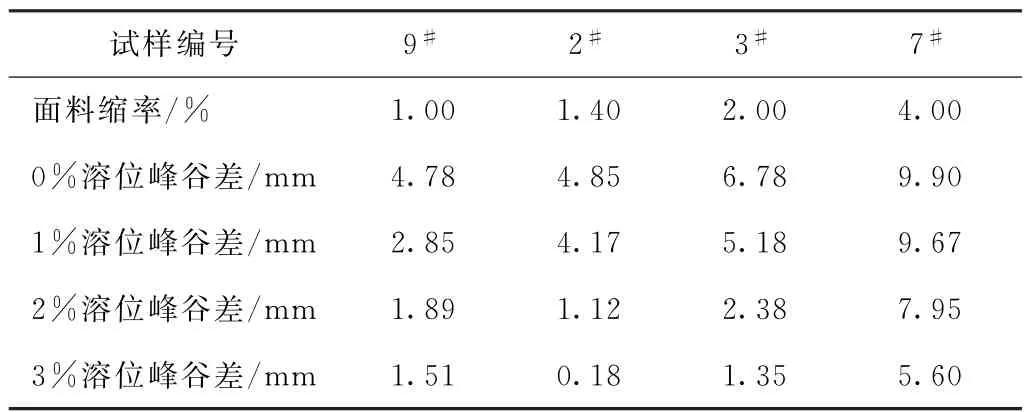
表8 不同溶位對峰谷差的影響
3.3 面料預(yù)縮
縮率很大(≥3%)的面料縫制拉鏈,如果加的溶位少于縮率,那洗水后必然會出現(xiàn)起拱;如果溶位過多,縫制時會大大增加車縫難度,容易出現(xiàn)溶位不勻、皺褶等外觀弊病。這種情況下必須采取面料預(yù)縮的方法,降低裝拉鏈部位面料的縮率。服裝生產(chǎn)前必須清楚產(chǎn)品是否成衣水洗、穿后是干洗還是水洗,測試面料和拉鏈布帶的縮水率和干洗縮率。
3.4 加防長襯
彈性面料在縫制過程中,容易拉伸變形,無法和梭織面料一樣加很多溶位,如表9所示,不加黏襯裝拉鏈,面料沒有縫縮,反而比拉鏈長出,即出現(xiàn)負縫縮;給彈性面料加防長黏襯,可以改變彈性面料局部的延伸性和回彈性,改善起拱狀況。試驗黏襯裁剪尺寸為80×1.5 cm,粘在面料邊緣裝拉鏈部位,黏襯型號為30 g無紡襯。從表9加襯和不加襯對比數(shù)據(jù)看,通過加防長黏襯,所有的彈性面料縫縮都由負值變?yōu)檎?縫合后拉鏈都比較平整。
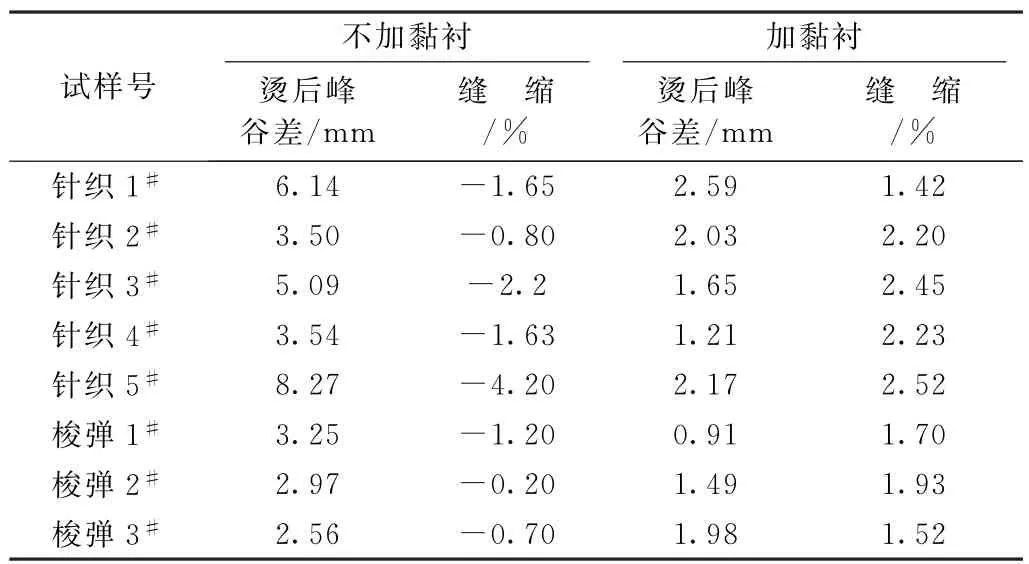
表9 彈性面料加黏襯與不加黏襯對比數(shù)據(jù)
3.5 整燙
熨燙可以消除服裝上一些不良皺褶,也可以減緩拉鏈的起拱。表6彈性面料試驗中3種梭織彈性面料,分別測試熨燙前和熨燙后峰谷差。1#面料燙前峰谷差4.78 mm,燙后3.25 mm;2#面料燙前峰谷差3.43 mm,燙后2.97 mm;3#面料燙前峰谷差2.94mm,燙后2.56 mm。從中可以發(fā)現(xiàn)熨燙大大改善了彈性面料的起拱程度,燙后峰谷差要明顯小于燙前峰谷差。彈性面料拉鏈起拱主要是因為面料拉伸彈性回復(fù)帶動布帶收縮。通過熨斗高溫蒸汽熨燙定型,面料的部分拉伸變形被固定下來,彈性回復(fù)變小,相應(yīng)的布帶回縮也變小,拉鏈的起拱自然被削弱,這對一些小微型起拱更為有效。
3.6 縫制技巧
拉鏈的縫制質(zhì)量和縫紉工的縫紉技術(shù)有很大關(guān)系,IE工程師研究拉鏈縫制中的很多技巧其實都可以溯源到拉鏈起拱原因。縫縮會使拉鏈縫制起拱,為了減少縫縮,縫制前要降低縫紉線的張力。縫制時把拉鏈尾彎到不縫的一側(cè),拉伸拉鏈布帶,減少縫縮,削弱拉鏈起拱。車縫時下層面料受到的摩擦力大于上層,比上層更容易產(chǎn)生縫縮,因此拉鏈縫制時通常面料在下層有利于溶位,拉鏈在上層或者中間層以減少布帶縫縮,縫制時拉緊拉鏈,盡量減少布帶縫縮。彈性面料直接接觸壓腳會產(chǎn)生更大的拉伸變形,所以彈性面料也應(yīng)放在下層車縫。
增加溶位可以有效削弱拉鏈起拱。溶位要均勻溶在整條拉鏈中,不能或多或少,溶不勻會造成局部拉鏈長于面料,同樣會造成拉鏈起拱。在安裝比較長的拉鏈時,分段做好記號,均勻把溶位分散到每一等分。
4 結(jié)語
拉鏈起拱是拉鏈衫最普遍的縫制弊病,起拱可能出現(xiàn)在縫制前、縫制中、熨燙后、水洗后等生產(chǎn)和使用的各個環(huán)節(jié),因此控制拉鏈起拱要從影響拉鏈起拱的直接原因入手。造成拉鏈布帶縮短存在三方面原因:拉鏈布帶自身收縮、面料收縮(縮水和彈性面料的回縮)、縫紉縮率。通過不同面料和拉鏈裝配試驗,用數(shù)據(jù)分析各因素對起拱的影響程度,并提出預(yù)防和控制起拱的方法措施,數(shù)據(jù)分析結(jié)果為服裝生產(chǎn)快速判斷拉鏈縫紉技術(shù)參數(shù)提供參考,為解決拉鏈縫制弊病提供依據(jù)。
參考文獻:
[1]楊 娟,張遠鵬,馮立峰.不同面料拉鏈縫縮的灰色預(yù)測[J].江蘇絲綢,2013,(5):31-33.
[2]毛莉莉,徐青青.針織服裝拉鏈縫制工藝[J].紡織學報,2005,(5):117-119.
[3]全國量和單位標準化技術(shù)委員會.拉鏈術(shù)語:GB/T18746-2015[S].北京:中國標準出版社,2015.
[4]全國五金制品標準化技術(shù)委員會拉鏈分技術(shù)委員會.注塑拉鏈:QB/T2172-2014[S].北京:中國輕工業(yè)出版社,2014.
[5]田 慧.基于面料性能的拉鏈縫紉平整度預(yù)測模型研究[D].杭州:浙江理工大學,2016.
[6]陳 霞,高益峰.彈性面料性能測試及其可縫性研究[J].南通職業(yè)大學學報,2015,29(1):86-89.