軸承套圈塔鍛成形鍛件表面缺陷控制方法的研究
2018-07-03 07:27:10王歡王煜彬吳敏浙江天馬軸承有限公司
鍛造與沖壓 2018年13期
文/王歡,王煜彬,吳敏·浙江天馬軸承有限公司
在現代制造業高效率、高精度、高壽命的大環境中,時間決定著金錢,質量保證著收益。如何能夠更加高效,又不降低質量,還能降低成本的生產,是所有制造加工企業的發展方向。為跟隨時代的步伐,某公司引進軸承套圈塔鍛自動化生產設備,以提高部分型號軸承套圈鍛造生產效率和質量精度。在生產實踐過程中發現,塔鍛鍛件表面存在塌角、內陷、毛刺等缺陷,為了能夠更好的解決塔鍛鍛件表面缺陷,需要對塔鍛成形過程進行模擬,尋找鍛件表面缺陷的控制方法,通過改變相關控制方法,來提高塔鍛鍛件表面質量。
塔鍛鍛件表面缺陷影響因素分析
塔鍛鍛件表面缺陷類型
圖1是塔鍛成形鍛件的表面缺陷示意圖。由圖1可知,塔鍛成形鍛件表面缺陷主要有塌角、凹陷、毛刺三類。
塔鍛鍛件表面缺陷的影響
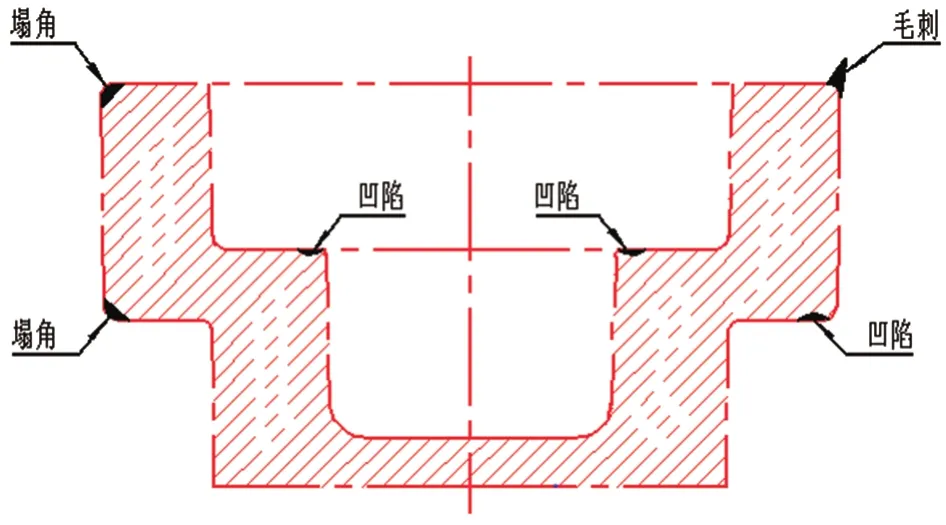
圖1 塔鍛成形鍛件表面缺陷示意圖
在軸承制造行業中,鍛造工序為后序車加工留有一定余量,如鍛件表面缺陷嚴重將導致在車加工工序根據工藝要求加工之后,實際加工件卻未達到工藝要求,如塌角或凹陷過深,超過加工余量,車加工完成后表面仍有氧化皮未車掉;存在毛刺輕則降低加工效率,重則撞刀報廢。
塔鍛鍛件表面缺陷形成原因
塔鍛鍛件表面缺陷形成原因主要有以下幾類:⑴熱鍛成形過程中,為保證模具壽命和鍛件順利脫模,需經常為模具表面噴淋脫模劑,為模具提供潤滑和冷卻,因脫模劑大多為汽霧,這樣不可避免的會在模具型腔表面殘留。若殘留脫模劑高溫汽化未來得及排出,成形時擠壓了鍛件成形的空間,導致成形后鍛件表面有凹陷和凹模型腔拐角處的塌角;⑵由于成形時下料重量欠缺,鍛件沒有完全依靠模具成形,部分仍處于自由態,導致鍛件表面圓角塌角;⑶由于模具存在配合間隙,下料重量超重導致成形時發生溢料現象,在鍛件表面形成毛刺。
塔鍛成形過程仿真模擬分析
建立仿真實驗模型
以NJ312E軸承套圈塔鍛成形為例,通過CREO軟件建立stl格式文件的實驗模型,將其導入DEFORM-3D軟件進行塔鍛成形仿真模擬分析。通過鍛造工步計算得到塔鍛成形的料餅數據,料餅厚35mm,料徑最大處φ104.5mm,料餅外圓弧近似半徑R20.3mm,網格元素數目3500,鍛件材料GCr15,鍛件溫度1180℃,環境溫度20℃,模具溫度200℃。塔鍛成形開始階段,模具與料餅接觸情況如圖2所示。
仿真結果的分析
在模擬成形過程中發現,成形時料餅受到模具擠壓作用,料餅在模具型腔中流動變形如圖3所示。
由于模具型腔存在拐角,金屬在高溫下受擠壓流動時,中、下部塌角和凹陷仍開始形成如圖4所示。這樣很好地解釋了鍛件中部凹陷和塌角形成原因:熱鍛成形過程中,潤滑劑不可避免的會在模具型腔表面殘留。在塔鍛成形時形成的這3處環帶狀封閉區域便成了容納殘余液體的場所,在高溫環境中部分會汽化為水蒸氣,如果來不及將水、汽排出,這3處環帶狀區域由于空間封閉形成高壓區,占據模具型腔的部分空間,嚴重阻礙了金屬在型腔中的流動,成形時金屬無法貼合型腔,成形后最終導致這3處環帶狀封閉區域形成凹陷和塌角。
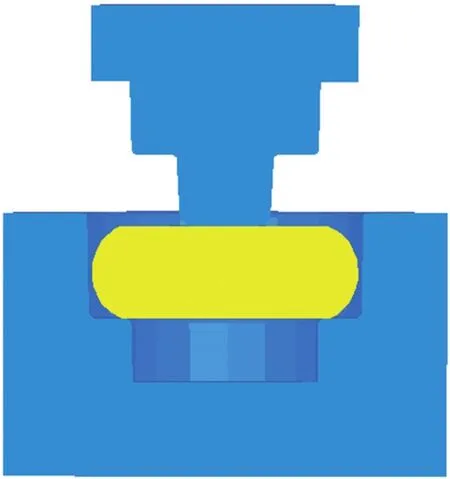
圖2 塔鍛成形開始階段
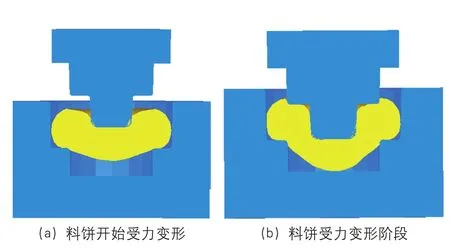
圖3 料餅流動變形過程

圖4 成形過程中3處環帶狀封閉區域形成
鍛件上端部分在成形過程中開始的大多數時間處于金屬流動自由態,如圖5所示。塔鍛成形時模具運動接近封閉高度時對其產生擠壓力,當下料重量欠缺,對自由態部分擠壓力不足,導致鍛件沒有完全依靠模具成形,部分仍處于自由態,在成形后最終導致鍛件上表面塌角如圖6所示。
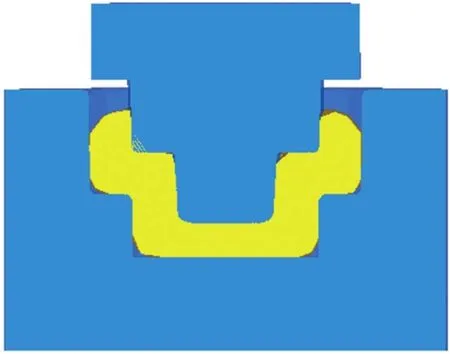
圖5 鍛件上端自由態部分

圖6 成形后鍛件自由態處形成塌角
當下料重量超重嚴重,導致成形時溢料,在鍛件表面形成毛刺如圖7所示。
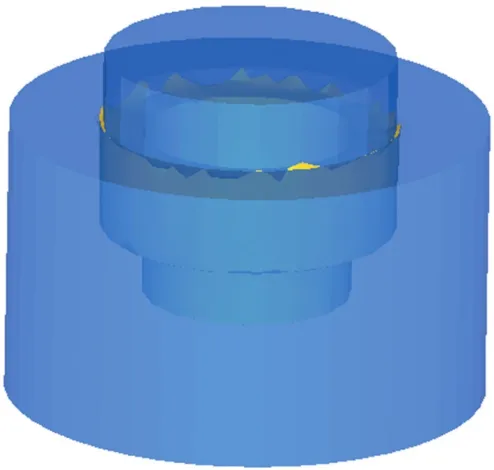
圖7 成形后鍛件表面形成毛刺
塔鍛鍛件表面缺陷控制方法的分析
根據仿真分析結果得出:塔鍛鍛件表面缺陷的影響因素與缺陷關系如表1所示。
為此展開對塔鍛鍛件表面缺陷控制方法的研究:
⑴由下料重量引起的鍛件表面上部塌角和毛刺的控制。
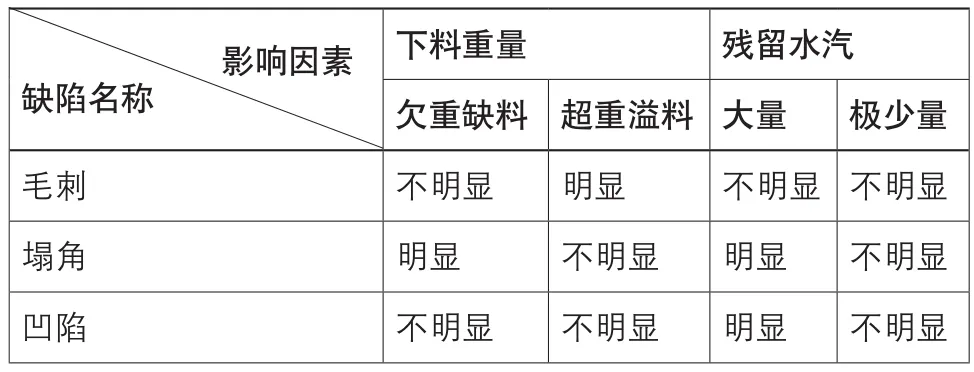
表1 影響因素與缺陷表
經過鍛造工步計算將NJ312E軸承套圈塔鍛下料重量偏差控制在-5g~+5g范圍內,冷卻劑的噴淋和模具結構不做改變。通過鋸切下料將下料重量控制在-5g~+5g范圍內進行實驗,實際生產中效果明顯,塔鍛成形鍛件表面上部塌角和毛刺均≤1mm×1mm,但中、下部塌角和凹陷仍較明顯。通過生產實踐證明通過控制下料重量,鍛件上部的塌角和毛刺得到了很好的控制。
⑵由殘留水汽引起的鍛件表面中、下部塌角和凹陷的控制。
在上述方法的前提下,為了得到更好的水汽排出效果,通過對模具結構的設計,根據3處環帶狀封閉區域的位置,進行了a、b兩種設計方案:
方案a:凹模拐角處設計8個均布的直徑φ1mm排氣孔,頂桿外圓開設8個均布的1mm深排氣槽,成形上模拐角處設計8個均布的直徑φ1mm排氣孔,側面開設導氣孔,頂出環間隙在1mm,整體式凹模排氣結構圖如圖8所示。
方案b:上模結構同圖8,凹模重新設計為分體式,在分體式上模與下模接觸面之間開設8個均布的寬4mm、深1mm的排氣槽,分體式下模中部設4個均布的直徑φ4mm導氣孔,頂桿外圓開設8個均布的1mm深排氣槽,分體式凹模排氣結構圖如圖9所示。
通過實際生產的驗證得出:①方案a效果較為明顯,鍛件表面中、下部塌角和凹陷雖有降低,但仍有部分存在,可能是排氣效果不太明顯;②方案b效果明顯,鍛件表面中、下部塌角和凹陷沒有明顯存在,但在實際生產中,分體式凹模結構強度較低容易開裂,成本升高;排氣槽易有氧化皮和冷卻劑殘余進入堵塞,不便清理。故放棄方案b,選用方案a。
為了得到更好的效果,通過控制變量的方法對方案a進行如下4次實驗:①將成形上模和成形凹模排氣孔數量增加至10個,排氣孔直徑不變;②將成形上模和成形凹模排氣孔數量增加至12個,排氣孔直徑不變;③將成形上模和成形凹模排氣孔直徑加大為φ1.5mm,排氣孔數目不變;④將成形上模和成形凹模排氣孔直徑加大為φ2.0mm,排氣孔數目不變。
通過實驗結果分析得出:上述實驗中鍛件表面中、下部塌角和凹陷均有降低,其中實驗②和實驗④對鍛件表面中、下部塌角和凹陷效果控制最好,但實驗④鍛件表面有明顯的氣孔印,實驗③鍛件表面沒有,證明排氣孔直徑太大對鍛件表面質量有影響。
綜上所述,重新設計成形上模和成形凹模排氣孔,若排氣孔數目太多則模具結構強度受到影響,所以開設12個直徑φ1.5mm、與模具中心軸線成30°角的排氣孔,經過生產實踐證明鍛件表面中、下部塌角和凹陷控制效果最好。
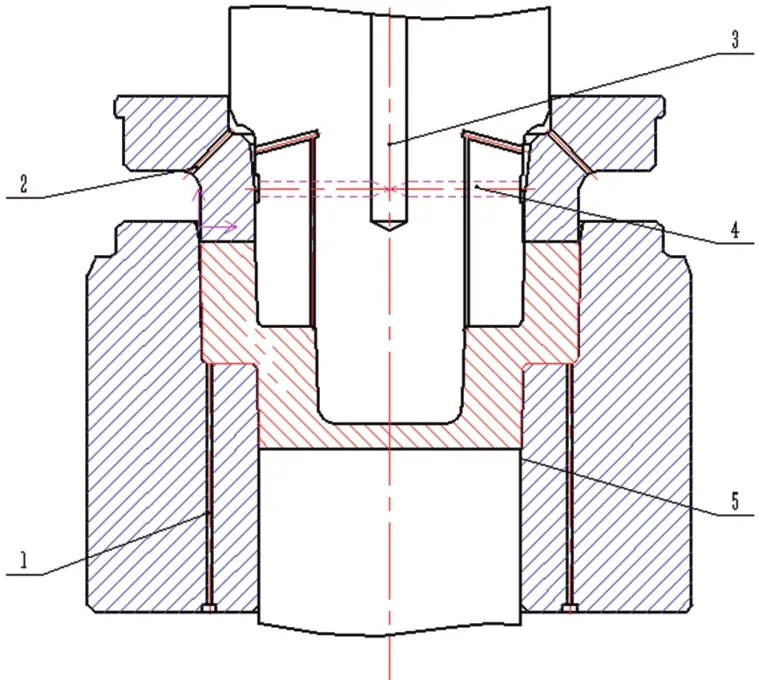
圖8 整體式凹模排氣結構圖
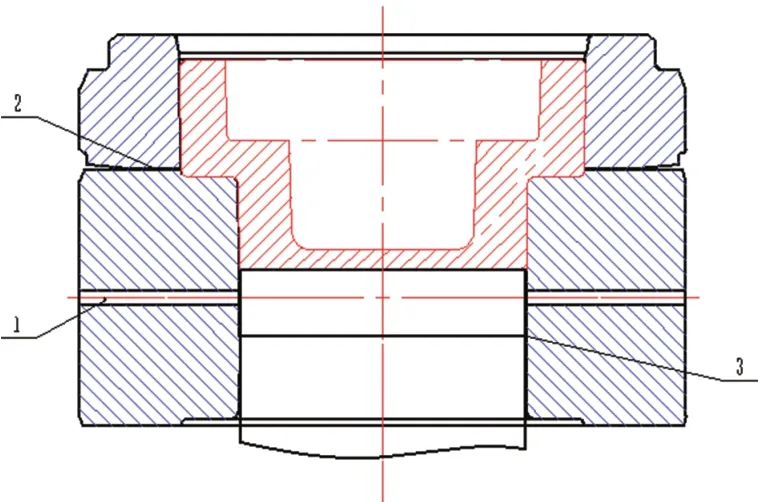
圖9 分體式凹模排氣結構圖
結論
⑴通過生產實踐和DEFORM-3D軟件對NJ312E軸承套圈的塔鍛仿真模擬,找到了塔鍛鍛件表面缺陷(塌角、凹陷、毛刺)形成原因。
⑵找到了控制塔鍛鍛件表面缺陷(塌角、凹陷、毛刺)的方法,優化下料重量和模具型腔水汽排出效果能夠有效的控制塔鍛鍛件表面缺陷的形成。
⑶通過控制變量的方法設計實驗,在NJ312E塔鍛成形模具拐角處開設12個直徑φ1.5mm、均布的排氣孔,對鍛件表面中、下部塌角和凹陷控制效果最佳。
