選擇性激光熔覆制作純鈦卡環的抗疲勞性研究
2018-07-03 09:47:18于海溫坤劉一帆王偉娜馬瑞秦晨高勃
實用口腔醫學雜志 2018年3期
關鍵詞:研究
于海 溫坤 劉一帆 王偉娜 馬瑞 秦晨 高勃
卡環是可摘局部義齒(Removable partial denture,RPD)的重要組成部分,是使用最廣泛的直接固位體;主要由進入基牙的倒凹區的卡環比尖端提供固位力[1]。在義齒多次摘戴的過程中,卡環臂反復形變進出基牙的倒凹區,義齒使用一段時間后會發生固位力下降的現象,甚至出現卡環折斷。這些現象是由卡環的循環疲勞所致[2]。
選擇性激光熔覆(Selective laser melting,SLM)技術具有可以加工復雜結構物體,節約材料,成型件結構致密、尺寸精度高和力學性能良好等優點。自Richard Bibb等人于2006年首次使用該技術制作了1例鈷鉻合金RPD支架以來[3],國內外有不少學者進行了SLM制作RPD支架成型質量的相關研究,認為其加工精度、適合性與傳統方法相差無幾[4-7]。不過,目前國內外少有SLM制作純鈦卡環的抗疲勞性研究報道。
Shimpo等[8]的研究表明,對于鑄造純鈦卡環而言,卡環臂尖端1/2進入0.25 mm倒凹深度或卡環臂尖端1/3進入0.50 mm倒凹深度方能滿足臨床固位力需求。因此本文擬對SLM制作的純鈦卡環在0.25 mm與0.50 mm位移條件下的抗疲勞性進行研究,以期為該技術的臨床應用提供實驗基礎。
1 材料與方法
1.1 材料與設備
金屬 3D 打印機(Concept Laser,Mlab cusing,德國);純鈦粉末(Concept Laser,CL 42TI,德國);樹脂打印機(Stratasys,EDEN350V,以色列),純鈦(上海日進齒科材料公司),疲勞試驗加載平臺(西安交通大學機械工程學院震動與噪聲實驗室組裝調試)。
1.2 方法
1.2.1 試件制作與分組 運用3Shape齒科設計軟件進行總長10 mm、尖端0.8 mm ×1.4 mm、體部1.3 mm×2.6 mm、橫截面為半圓形的卡環試件數字化設計。依據數字化設計運用SLM技術制作按廠家操作手冊流程制作10個純鈦卡環試件作為實驗組。依據數字化設計先用樹脂打印機制作鑄型,再用鑄型按臨床純鈦鑄造要求制作10個純鈦卡環試件作為對照組。測試之前,純鈦卡環試件均要經過X射線檢查(50 kV,200 mA,63.0 mS),排除有缺陷的試件(圖 1)。本研究中未對試件進行打磨拋光,只用金剛砂車針小心去除試件表面的氧化膜[9]。經過篩選,2種加工方式各得到了10個合格試件。
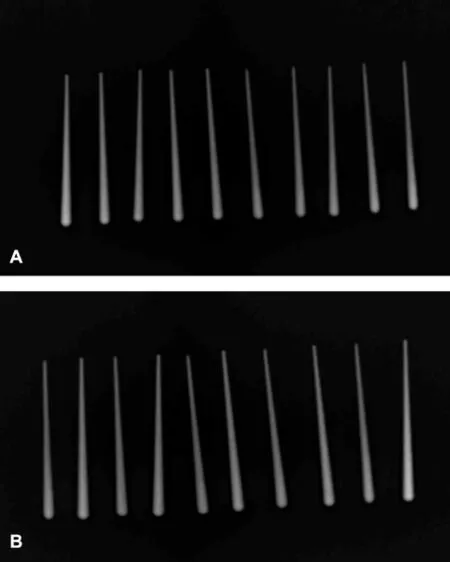
A:SLM組純鈦卡環試件;B:鑄造組純鈦卡環試件圖1 試件的X射線檢查A:Clasps prepared via SLM;B:Clasps prepared via dental castingFig 1 X-ray examination of the samples
1.2.2 抗疲勞性測試 本研究采用位移控制彎曲疲勞測試法。在距卡環尖端10 mm處將卡環固定在夾具上。加載載荷的支點位于距卡環尖端5 mm處。使用疲勞試驗機于卡環尖端處加載載荷,加載方向由卡環的組織面向磨光面測彎曲,以模擬卡環摘戴時的反復變形。從2種不同加工方式組中各隨機選取5個試件,設置加載位移為0.25 mm,其余5個試件位移為0.50 mm。加載頻率為20 Hz直至試件斷裂。當載荷衰減為小于初始載荷的15%時,認為卡環已經疲勞失效;儀器自動記錄試件的初始載荷、疲勞失效時循環次數和斷裂時循環次數[10-11](圖 2)。
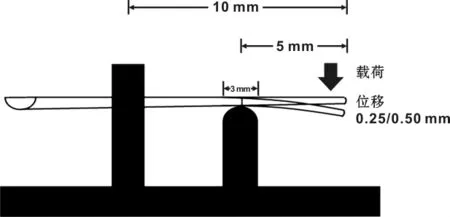
圖2 位移控制彎曲疲勞測試原理圖Fig 2 Illustration of displacement controlled fatigue test
1.3 統計學處理
采用SPSS 13.0統計學軟件對數據統計分析,用方差分析對2組試件在同一倒凹深度下的初始載荷、疲勞失效時的循環次數和斷裂時循環次數進行比較,P<0.05為差異具有統計學意義。
2 結果
當彎曲位移為0.25 mm時,2組試件的初始載荷與疲勞失效循環次數無統計學意義(P=0.562,P=0.567);2組試件的斷裂循環次之間的差異有統計學意義(P<0.05),實驗組(SLM)明顯大于對照組(鑄造)(表 1)。
當彎曲位移為0.50 mm時,2組試件的初始載荷與疲勞失效循環次數無統計學意義(P=0.744,P=0.692);2組試件的斷裂循環次之間的差異有統計學意義(P<0.05),實驗組(SLM)明顯大于對照組(鑄造)(表 1)。
3 討論
位移(應變)一定的情況下,初始載荷(應力)的大小與材料的楊氏彈性模量成反比。朱娟芳等[12]的研究發現激光快速成型純鈦的楊氏彈性模量(103.7 GPa)略低于TA2的彈性模量(108 GPa),由此可得到推論位移相同的情況下快速成型純鈦的初始載荷應當略高于TA2的初始載荷。而本研究結果發現實驗組與對照組的初始載荷尚無統計學差異。卡環的固位力由卡環臂與基牙間的靜摩擦力提供。根據摩擦力公式Fmax=(最大靜摩擦力)=N(正壓力)×f(摩擦系數)。Mori等[13]學者在研究純鈦材料的活動義齒應用時認為,口腔唾液環境下純鈦卡環與牙釉質之間的摩擦系數約為0.2。再將本研究中的初始載荷代入N(正壓力),可估算出:在0.25 mm位移時SLM組可產生平均約2.96 N的固位力,鑄造組可產生平均約3.15 N的固位力;在0.50 mm位移時SLM組可產生平均約5.12 N的固位力,鑄造組可產生平均約5.33 N的固位力。在位移相同的情況下,實驗組與對照組所產生的固位力之間無統計學差異。由此可認為SLM組卡環提供固位力的能力與傳統鑄造卡環相當,能滿足臨床需求[8]。

表1 SLM組與鑄造組的初始載荷、疲勞失效時的循環次數和斷裂時循環次數比較Tab 1 Comparison of the initial load,the cycle times of fatigue failure and the cycle times of fracture between groups
工程中一般把失效周數<10 000次的疲勞問題列為低周疲勞問題,把失效周數>10 000次的疲勞問題列為高周疲勞問題[14-15]。本研究中,當載荷位移為0.25 mm時,兩種加工方式的純鈦卡環的疲勞失效循環次數均超過10 000次且組間無顯著差異,屬于高周疲勞。按照患者每日摘戴義齒4次來估算,可認為每1 440次循環為1年的使用量[10]。依此估算SLM組的使用壽命約18.4年,鑄造組的使用壽命約19.8年。當載荷位移為0.50 mm時,兩種加工方式的鑄造卡環的疲勞失效循環次數均未超過10 000次,屬于低周疲勞[15]。采用同樣的方式估算,SLM組的使用壽命約2.58年,鑄造組的使用壽命約2.75年。不能滿足臨床需求。因此,在固位力能滿足需求的前提下,純鈦卡環應當選擇0.25 mm倒凹而非0.50 mm以延長義齒的壽命。這一結論對于SLM和鑄造加工的純鈦卡環都適用。
SLM組與鑄造組在斷裂循環次數上有顯著差異,且斷裂循環次數遠大于失效循環次數。這一結果與先前的研究結果相一致。高勃等[16]于2004年對激光立體成形技術制造Ren95合金的研究發現,快速成型技術可以大大提高材料的機械性能。朱娟芳[12]研究發現激光快速成型純鈦的抗拉強度、屈服強度和延伸率均高于外科植入物用鈦的國家標準(GB/T 13810-1997),室溫下的疲勞極限大于鍛材工業純鈦(TA1和TA2,BG/T 3620.1 -2007)。王曉波等[17]對純鈦試件的研究也發現,激光立體成型制備的純鈦試件抗拉強度和屈服強度均大大高于TA2純鈦的標準。這種差別應主要歸因于2種不同的加工方法造成的試件組織結構上的差異[18]。純鈦材料的疲勞性能與原始晶粒大小成負相關;構成試件組織結構的網籃狀結構其抗拉強度要遠高于魏特曼體組織[19]。SLM組純鈦結構中柱狀晶粒呈一定方向性排列,較為規則;而傳統鑄造組的試件晶粒較粗大[17]且排列相對不規則[20],這主要是受凝固速度所限。晶粒內部,SLM組表現為α相與β相互交織成網籃狀[12],α相寬度在3~4μm左右;而鑄造組純鈦晶粒內部則是粗大的魏特曼體結構,其寬度在8~15μm[21]。造成這一組織結構差異的原因可能是:SLM加工過程中,高能激光束迅速熔化金屬粉末原料,在局部形成高溫熔池;緊接著,保護氣體的強制快速冷卻 (>103℃/s),形成局部凝固區域[22];因此試件的微觀組織結構具備典型的快凝凝固特征:細小的晶粒與細密的網籃狀結構。所以SLM技術加工的材料相比傳統鑄造純鈦具有較高的機械性能[12]。另一方面,SLM加工過程中試件直接由鈦粉熔融堆積而成,與傳統鑄造相比不不易受到包埋材料的污染[23]。這一組織結構上的差異在短期(疲勞失效之前)不足以給兩組試件的性能帶來顯著差異,在最終的斷裂循環次數上會造成顯著影響。
4 結論
選擇性激光熔覆技術制作的純鈦卡環相比傳統失蠟鑄造法制作的純鈦卡環具有更為優異的抗疲勞性,這使得這種新型加工方式具有廣闊的臨床應用前景。
[1] 趙銥民.口腔修復學[M].7版.北京:人民衛生出版社,2012:208-209.
[2] Prabhakar AR,Yavagal CM,Chakraborty A,et al.Finite element stress analysis of stainless steel crowns[J].J Indian Soc Pedod Prev Dent,2015,33(3):183 -191.
[3] Williams RJ,Bibb R,Eggbeer D,et al.Use of CAD/CAM technology to fabricate a removable partial denture framework[J].JProsthet Dent,2006,96(2):96 -99.
[4] 劉一帆,王偉娜,于海,等.選擇性激光熔覆(SLM)鈦合金可摘局部義齒支架的適合性研究[J].實用口腔醫學雜志,2017,33(3):302-305.
[5] 劉一帆,于海,王偉娜,等.選區激光熔化制作可摘局部義齒鈦合金支架成形質量初探[J].中華口腔醫學雜志,2017,52(6):351-354.
[6] 劉一帆,鄭秀麗,于海,等.數字化印模技術在口腔修復中的應用[J].實用口腔醫學雜志,2016,32(6):879-885.
[7] 馬瑞,沈鵬,劉一帆,等.新型鈦種植體涂層構建及體外生物安全性評價[J].實用口腔醫學雜志,2017,33(2):157-161.
[8] Shimpo H.Effect of arm design and chemical polishing on retentive force of cast titanium alloy clasps[J].J Prosthodont,2008,17(4):300 -307.
[9] 祝海霆,吳琳.可摘局部義齒卡環疲勞的影響因素[J].口腔醫學,2012,32(3):184-186.
[10] Tokue A,Hayakawa T,Ohkubo C.Fatigue resistance and retentive force of cast clasps treated by shot peening[J].J Prosthodont Res,2013,57(3):186-194.
[11] 劉洋,楊穎,陳小冬.鈷鉻合金及純鈦鑄造卡環疲勞性能比較研究[J].中國實用口腔科雜志,2011,4(8):43-45.
[12] 朱娟芳,高勃,王忠義,等.用于牙科植入體的激光快速成形純鈦性能研究[J].中國激光,2007,34(4):588-592.
[13] Mori T,Togaya T,Jean-Louis M,et al.Titanium for removable dentures.I.Laboratory procedures[J].JOral Rehabil,1997,24(5):338 -341.
[14] Kim D,Park C,Yi Y,et al.Comparison of cast Ti-Ni alloy clasp retention with conventional removable partial denture clasps[J].J Prosthet Dent,2004,91(4):374 -382.
[15] 李紅英.金屬拉伸試樣的斷口分析[J].山西大同大學學報(自然科學版),2011,27(1):76-79.
[16] 高勃,李延民,陳靜,等.應用激光近形制造方法制作口腔修復體的基礎研究——Rene95合金粉末近形制造件的機械性能[J].實用口腔醫學雜志,2002,18(6):483-487.
[17] 王曉波,高勃,姚月玲,等.純鈦激光立體成形件結構與力學性能研究[J].實用口腔醫學雜志,2007,23(4):537-539.
[18] Kajima Y,Takaichi A,Nakamoto T,et al.Fatigue strength of Co-Cr-Mo alloy clasps prepared by selective laser melting[J].JMech Behav Biomed Mater,2016,59:446 -458.
[19] 張喜燕,趙永慶,白晨光.鈦合金及應用[J].北京:化學工業出版社,2005:167-216.
[20] Lewis GK,Schlienger E.Practical considerations and capabilities for laser assisted direct metal deposition[J].Materials& Design,2000,21(4):417-423.
[21] 彭勤建,郭天文,雷曉青.包埋材料對鑄鈦組織的影響[J].第四軍醫大學學報,1999,20(3):188.
[22] Majumdar JD,Pinkerton A,Liu Z,et al.Mechanical and electrochemical properties of multiple-layer diode laser cladding of 316L stainless steel[J].Applied Surface Science,2005,247(1-4):373-377.
[23] 張玉梅,郭天文,李佐臣,等.牙用Ti-Zr合金鑄件表面反應層結構的研究[J].華西口腔醫學雜志,2000,18(5):294-297.
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
科技傳播(2019年22期)2020-01-14 03:06:54
遼金歷史與考古(2019年0期)2020-01-06 07:45:20
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
電子制作(2018年11期)2018-08-04 03:26:04
汽車工程學報(2017年2期)2017-07-05 08:13:02
國際商務財會(2017年8期)2017-06-21 06:14:14
電子制作(2017年23期)2017-02-02 07:17:19