圖形解析技術在劃線機中的應用
2018-07-06 07:09:10許睿
機械管理開發 2018年6期
許 睿
(中國電子科技集團公司第二研究所, 山西 太原 030024)
引言
雙刀異形切割機主要用于液晶玻璃的直線/異型切割,基本功能為將成盒的大玻璃分割成為用戶設定的小玻璃,屬于LCD行業玻璃切割工序的關鍵設備,應用于LCD行業對玻璃盒的劃線分割,也可推廣應用于電容屏行業的玻璃劃線分割工序。自動雙刀多功能切割機采用工控機控制劃線刀輪的升降、兩個刀頭的橫向運動、工作臺縱向運動、真空吸放等。刀頭及工作臺的移動均由工控機控制伺服電機實現[1]。對位通過手工上料,采用CCD系統進行準確定位,并輔以真空吸附,進行準確劃線。設備兩個刀單獨控制,又同時共用Y軸進行劃線,具有定位精度高、效率高、劃線壓力穩定等特點。隨著液晶行業的日益蓬勃,3D眼鏡技術的不斷壯大,雙刀多功能劃線機的市場也將日益壯大。
1 軟件整體設計思路
本軟件的主要功能分為運動控制單元、I/O控制單元、圖形解析單元,視覺控制單元等部分,其中運動控制單元主要控制各電機實現直線、圓弧插補,控制各軸實現點動、定位等動作;I/O控制單元主要采集輸入輸出信號,進行相應動作;圖形解析技術是該設備的設計難點,也是值得所有異形劃線、切割等設備借鑒的關鍵技術之一[2]。
圖形解析技術的主要功能是將DXF格式文件轉化為機器可讀可編輯的文件,并制定優化算法,給運動控制單元指令,使設備高效運轉。
2 圖形解析技術的剖析
用戶界面設計主要是實現用戶指令的輸入。主要用戶界面分為圖形輸入界面以及用戶操作界面。圖形輸入界面如圖1所示。在這個界面中可以進行新產品的錄入、已有產品的調出、產品的修改等。

圖1 圖形輸入界面
客戶向設備提供的是DXF格式的文件,需要設備將DXF格式文件轉換為程序可識別的語句。控制器直線插補需要的是線段的起點、終點,圓弧插補需要的是圓弧的起點、終點、圓心、半徑等參數,就需要主程序將這些參數從DXF文件中解析出來。該設備使用的方法是逐行掃描DXF格式文件,在文件中搜索關鍵詞“LINE”“CIRCLE”“AcDbCircle”,每找到一個關鍵字則繼續向下搜索找到關鍵參數,將其關鍵參數存放到表格中,等待程序調用。如找到一個關鍵詞“LINE”則說明存在一條線段,則向下尋找“AcDbLine”,“AcDbLine”向下的第三行、第五行、第七行、第九行分別為線段的起點X、Y坐標,終點X、Y坐標。具體程序實例如下所示:
Open CommonDialog1.FileName For Input As#file
DoUntil EOF(file)
Line Input#file,nextline'開始找進入尋找掃描區域
If nextline="LINE"And panduantiaojian=1 Then’’尋找關鍵詞“LINE”
For i=1 To8
Line Input#file,nextline
Next
DoWhile nextline<> "AcDbLine"
Line Input#file,nextline
Loop
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,0)="線"&xianzu
Form1.MS1.TextMatrix(xianzu,1)=zuobiao'直線起點X
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,2)=zuobiao'直線起點Y
Line Input#file,nextline
Line Input#file,nextline
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,3)=zuobiao'直線終點X
Line Input#file,nextline
Line Input#file,nextline
zuobiao=nextline
Form1.MS1.TextMatrix(xianzu,4)=zuobiao'直線終點
End If
Loop
Close#file
3 電機插補與同步技術
該功能是在運動控制系統中實現的。
3.1 硬件特點
該功能由安川運動控制卡MP2100通過MATROLINK-Ⅱ總線控制 CX1、CX2、Y 軸電機實現。MATROLINK-Ⅱ總線較以往的脈沖指令型電機具有顯著的優越性,一方面使用方便,節約配線,減少因為高壓電干擾引起的脈沖丟失,節約調試時間;另一方面,MATROLINK-Ⅱ總線具有10 Mbps的網速,縮短了指令執行時間,更容易實現迅速切換的多軸高速運動。電機插補與同步技術需要盡可能排除外界干擾與實現命令的快速化,所以采用該系統來實現。
3.2 軟件設計
軟件設計采用安川運動程序來實現,運動程序具有可以執行多種移動命令的功能,可以實現電機的定位、直線插補、圓弧插補。
雙刀多功能劃線機主要實現直線插補和圓弧插補,開始劃線狀態的時候讀取圖形解析出來的表格中的數據1的起點,到達該位置后將刀落下,判斷該元素是直線還是圓弧,如果是直線,則運行MVS語句,運行到直線的終點,如果是圓弧則要判斷是順時針的圓弧還是逆時針的圓弧來選擇運行MCW語句還是MCCW語句。劃完該元素則判斷下一元素的起點是否與該元素的終點重合,不重合則抬刀,完成劃線。如果重合則繼續運行,具體程序實例如下:
PLD[CX1][TY][cx2];;程序當前值更新
FMXT600000000;;;設定最大插補速度
ABS;;絕對值控制開始
WHILEML44900<ML44998;;判斷條件,開始循環
I=ML44900*50;
IF ML45000I==0;判斷元素為直線
MVS[CX1]ML45006I[TY]ML45008I F ml50044;直線插補開始
IEND;
IF ML45000I==1;判斷元素為弧
IF ML45016I==0;元素為正弧
ABS;
MCW[CX1]ML45006I[TY]ML45008I R ML45014I FML45028I;
(指定終點半徑,正向圓弧插補開始)
ELSE;元素為反弧
ABS;
MCC[CX1]ML45006I[TY]ML45008I R ML45014I FML45028I;;;
(指定終點半徑,正向圓弧插補開始)
IEND;
IEND;
WEND;
END;
另外需要用到一個功能就是跟隨功能,由于兩個刀在共用Y軸的情況下進行劃線,而且劃線圖形是一致的,所以保證CX1、CX2要保持同樣的距離進行劃線,該技術應用到了安川控制器中的插補功能,即讓CX2軸保持與CX1軸的當前位置一個固定差值。該功能與高速掃描同步變化,根據目標位置進行定位,目標位置由梯形圖生成。程序實例如第228頁圖2所示。
4 結論
該軟件設計已被應用于設備,實現了兩個刀同時作業的功能,較市場上生產較多的單刀劃線機提高了效率,達到了使用需求。
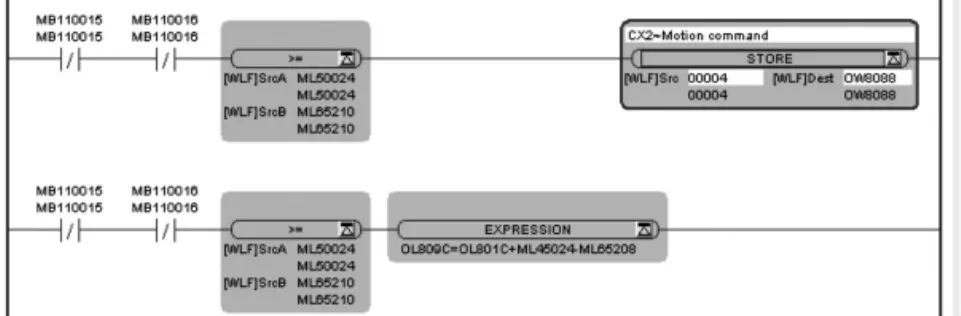
圖2 插補程序圖
[1]張從鵬,劉強.H型直線電機工作臺控制技術研究[J].機床與液壓,2007,35(10):130-132.
[2]董永謙.高速精密運動平臺研制[J].電子工藝技術,2011(3):174-176.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
中國科技論壇(2017年7期)2017-07-25 08:49:53
環球時報(2017-03-30)2017-03-30 06:44:45
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國衛生(2015年3期)2015-11-19 02:53:32
中國中醫藥現代遠程教育(2014年22期)2014-03-01 04:32:55