基于精益生產下仿真技術在裝配線上的應用
2018-07-18 11:30:40黃鵬鵬李南伍松松廖曉濤
價值工程 2018年16期
關鍵詞:仿真
黃鵬鵬 李南 伍松松 廖曉濤
摘要: 針對C企業汽車扶手裝配線產能不足與生產線不平衡等問題,在全面分析生產現場數據的基礎下,運用精益生產的思想及工業工程技術針對各瓶頸工序進行優化并提出相應改善措施,最后利用ED仿真軟件對改善后的裝配線進行建模仿真,以產能為指標作改善效果評價分析,仿真結果表明,產能提升顯著,裝配線不平衡問題得到有效改善,企業效益增加。
Abstract: Aiming at the problems of production capacity in automotive armrest assembly line and production line balance in enterprise C, the production data is comprehensively analyzed. The bottleneck process optimization and corresponding improvement measure are developed by lean production and industrial engineering technology. By using the simulation software ED, the improved assembly line is modeled and simulated. As an evaluation index of the improved capacity, simulation result shows that the capacity increases significantly, and assembly line balancing problem has been effectively improved. Enterprise benefits have been increased.
關鍵詞: 精益生產;裝配線平衡;仿真;產能
Key words: lean production;assembly line balance;simulation;production capacity
中圖分類號:F273 文獻標識碼:A 文章編號:1006-4311(2018)16-0264-05
0 引言
為了追趕德國工業4.0計劃,保持我國在制造業上的持續競爭力,中國提出了有中國特色的制造業2025計劃。近年來國外投資者更傾向于把工廠設立在勞動力更為廉價的其他發展中國家。與此同時國際上汽車的銷售量在近些年出現了較為明顯的下滑,但是中國的汽車銷售量卻與日俱增,國內市場對汽車零部件的需求同樣日益增加。消費者不僅在數量上有所要求,更多的開始關注質量、服務品質、生產周期、個性化等其他方面。面對如此復雜多變卻又充滿機遇的國內外形勢,中國汽車零部件生產企業如何才能更好地把握機遇,在日益殘酷的競爭環境下生存、發展、壯大,打造屬于中國自己的制造業品牌,為中國制造2025貢獻力量。精益生產[1]正適用于此類企業,它強調零浪費、準時化生產、全員參與,能夠最大限度地把投入轉化為企業產出,可以有效地提升企業競爭力、節約成本、提高效益。
裝配線的不平衡會導致分工不均、原料堆積、產品良率下降、產量降低從而影響企業效益[2]。裝配線的不平衡歸根究底是產線存在瓶頸工序,瓶頸工序極大地影響了裝配線的產能。合理有效的解決瓶頸工序,使產線平穩有序的生產可以有效地保證產品的質量[3]。針對C企業汽車扶手裝配線產能低、良品率低、線平衡率低等問題,綜合運用精益生產及工業工程方法和工具,幫助企業設計解決方案并借助ED(Enterprise Dynamics)仿真軟件[4]模擬仿真驗證方案是否有效,為企業提供參考解決方案。
1 裝配線現狀分析
本文的研究對象是C企業具有典型性且產量最大的B8型扶手裝配線,該裝配線為一條可生產多品種的U型裝配線。企業在充分了解市場需求的前提下,把B8型扶手裝配線的節拍時間設置為55s,工作時間每天10h,日計劃產量655個。現場采集數據與數據處理分析后得知該裝配線由18個工作站40道工序組成,產線實際節拍77s,日實際產量480個,該線的改善研究很有實際意義。B8型扶手裝配總工藝流程圖,工時山積圖如圖1、圖2所示。
裝配線的平衡程度有很多參考依據與指標本文采用裝配線平衡率P[5]來表示,其計算公式(1)如下所示。
Ti—表示第i個工作站的工時;Tmax—表示最長的工作站工時;N—表示總工作站數。
計算得知P=822/75/18*100%=60.9%,日實際產量為480個,存在很大的改善空間。
2 改善方案
2.1 操作改善
由山積圖知裝配線存在三個瓶頸工序分別為12,2,5工作站。分析發現第2工作站主要組成工序為裝配左右控制桿和組裝左右解鎖限位片,作業內容較為簡單可以優先改善此站。通過仔細觀察現場及事后錄像對比分析得知該工作站工人在工作時左右手工作負荷不均衡,分析工人操作時左右手動作運用雙手操作程序法[6]進行動作改善,改善前后的雙手操作程序圖如圖3、圖4所示。
分析對比圖3、圖4可知,改善前雙手分工不均,存在較多等待與握持浪費。改善后雙手工作負荷較為均衡合理,左右手可以同時進行工作。左手握持浪費由2次降為0次,右手上的握持和等待相應的減少2次,有效節省了裝配時間,降低了工人的勞動強度與疲勞感。改善后的工作站利用秒表進行測時,得到其現有裝配時間33s,比改善前節約了33s。第5工作站參照此方法進行改善不再贅述,改善后第5工作站的總工時為50s,較改善前節約時間12s。
2.2 工序改善
由山積圖2可知,裝配線的最大瓶頸工序為第12工作站,作業時間75s,極大地降低了整個裝配線的效率。由于該裝配線采用了U型布局模式,可以局部采用單元細胞方式生產[7]進行改善。將第12(整形)工作站、17(測試)工作站、18(打包)工作站看成一個整體即細胞單元,3個裝配員工圍繞這個局部單元進行逐兔式生產。其原理是3個員工的任何一個都先從自我工作站開始裝配,依次完成其他剩余2個工作站的裝配再回到起點,循環往復,依次有序進行逐兔式生產裝配,具體如圖5逐兔式生產作業圖所示。
經過如上工序改善后,利用秒表測時法得到該局部生產單元總裝配時間為141s,即該局部生產單元中每個工作站的平均裝配時間為141/3=47s,瓶頸工序的節拍時間降至理想時間以內。通過分析扶手裝配總工藝流程圖可發現在整個裝配過程中檢查次數多達7次,可進行適當改善優化。運用工業工程中的5W1H,ECRS等基本方法對檢查工序進行合理優化改善,將一部分簡單的檢查工序和相對應的裝配進行合并即員工在裝配的同時進行目視檢查。改善后的工序流程相應減少,結構更加合理,其中裝配操作總數由之前24項減少到17項,檢查總數由7項減少至0,但增加了7項操作并檢查,具體如圖6、圖7所示。
經局部瓶頸及其他改善后,裝配線各工作站的工時表,山積圖如表1、圖8所示。
如上山積圖所示第2、5、12瓶頸工作站經過改善后工時都降至規定生產節拍以下,最大瓶頸工序得到有效解決,工時由 75s下降至47s,降幅達50%。由公式(1)和圖8可計算出目前裝配線的平衡率P=74.9%,相比改善前提升了14%,卻還有待提高。
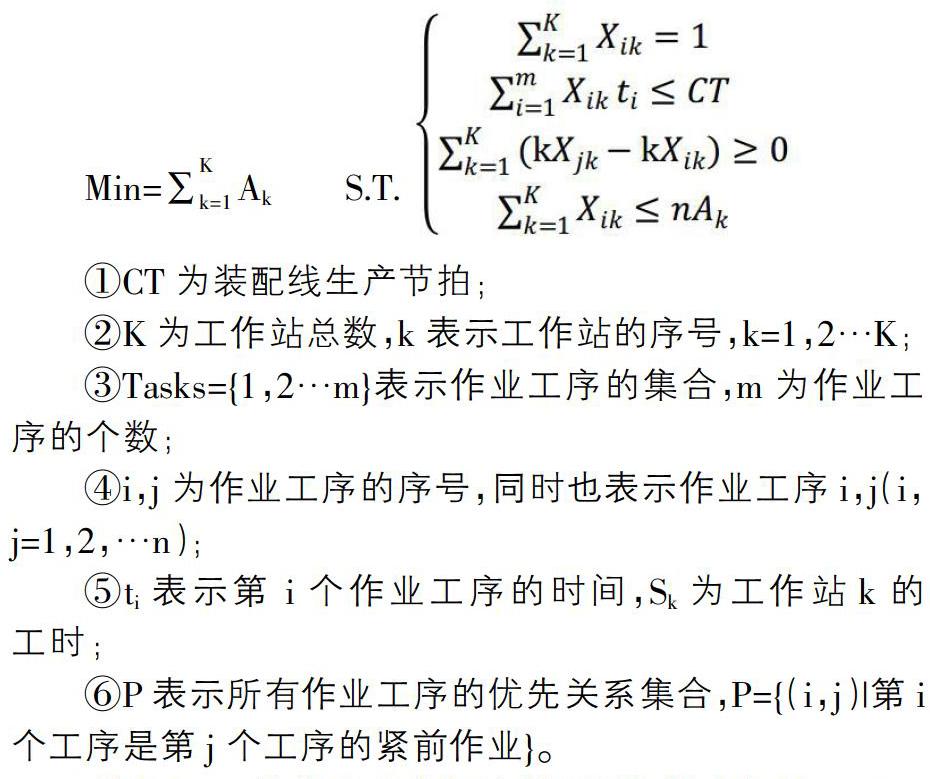
2.3 建立0-1整數規劃模型求解優化裝配線
以整個裝配線為整體考慮,構建0-1整數規劃模型[8],求解最小工作站數,具體求解過程如下。
①CT為裝配線生產節拍;
②K為工作站總數,k表示工作站的序號,k=1,2…K;
③Tasks={1,2…m}表示作業工序的集合,m為作業工序的個數;
④i,j為作業工序的序號,同時也表示作業工序i,j(i,j=1,2,…n);
⑤ti表示第 i個作業工序的時間,Sk為工作站k的工時;
⑥P表示所有作業工序的優先關系集合,P={(i,j)|第i個工序是第j個工序的緊前作業}。
利用lingo軟件編程求解該模型[9-10],得到如圖9所示的運行結果。
由圖9知該扶手裝配線的最合理即最少工作站數應為15個,整理匯總Solution Report后得到最小化后工作站的重新分配方案,如表2所示。
繪制出整體工作站最小化后各工作站工時山積圖,如圖10所示。
分析可知優化改善后的各工作站之間分工相對均衡,最大作業時間與最小作業時間差為11s,相比改善前的54s有很大改進,工作站數也降至15個。多次改善后的裝配線平衡率P=89.9%,比改善前提升了近30%,效果明顯。
3 ED仿真
構建B8型扶手裝配線的模型時選用ED仿真軟件,其中有對象原子:Queue、Assembler、Source、Server、Sink、Product、Accumulating Conveyor,其中Queue代表臨時暫存區;Sink代表入庫;1個Assembler代表扶手總成工作站;14個Server分別代表組鎖銷、裝控制桿、裝彈簧、裝鎖按鈕、裝金屬支架、焊接、裝飾面板、修面套、吸附、整形、裝側墊、熨燙、測試、打包等工作站;2個Source分別代表扶手本體零部件和扶手后通門板零部件的來源。利用ED軟件的“Experimentation”選項進行多次仿真,其輸出的數據精確度更高,由此得出的仿真結果也更具說服力,具體如圖11、圖12所示。
4 結論
分析仿真結果得到,經過一系列改善優化后的裝配線月均產量17011個,日均產量17011/26=654個,現將企業當前日產量、改善后日產量、市場日需求量進行對比,繪制圖13所示的產量對比圖。
由圖可知改善后裝配線日產量日增長654-480=174個,增長幅度高達36%,基本滿足市場需求。裝配線平衡率P也從60.9%提高到89.9%,達到優秀產線評價標準。因此此次對C企業裝配線的精益改善基本成功。
參考文獻:
[1] 詹姆斯·沃馬克, 丹尼爾·瓊斯. 改變世界的機器[M]. 北京: 商務印書館, 1999.
[2]Jasti N V K, Kodali R. Lean production: literature review and trends[J]. International Journal of Production Research, 2015, 53(3):867-885.
[3]朱華炳,王龍,涂學明,等.基于ECRS原則與工序重組的電機裝配線產線平衡改善[J].機械設計與制造,2013(1):224-226.
[4]李寧,錢小燕.基于ED的裝配車間生產物流分析及優化[J].組合機床與自動化加工技術,2014(4):154-156.
[5]孫建華,高廣章,蔣志強.生產線平衡的手段與方法研究[J]. 成組技術與生產現代化,2004,21(4):34-36.
[6]易樹平,郭伏.基礎工業工程[M].機械工業出版社,2005:50-123.
[7]孫亞彬.精益生產實戰手冊[M].海天出版社,2006:68-74.
[8]Dooyoung Shim, Hobey Min. Flexible line balancing practices in a Just-In-Time environment[J]. Production and Inventory Management Journal, 2009,4(26):38-41.
[9]嚴洪森,夏琦峰,朱旻如,劉霞玲.汽車裝配車間生產計劃與調度的同時優化方法[J].自動化學報,2002,28(6):911-919.
[10]Burcin Cakir,Fulya Altiparmak, Berna Dengiz. Multi-objective optimization of a stochastic assembly line balancing: A hybrid simulated annealing algorithm[J]. Computers & Industrial Engineering,2010 (3):376-384.
猜你喜歡
中國教育技術裝備(2016年20期)2016-12-12 10:09:15
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 20:57:34
科技資訊(2016年18期)2016-11-15 20:09:22
科技資訊(2016年18期)2016-11-15 07:55:28
價值工程(2016年29期)2016-11-14 02:01:16
電子技術與軟件工程(2016年18期)2016-11-14 00:46:54
數字技術與應用(2016年9期)2016-11-09 23:25:33
數字技術與應用(2016年9期)2016-11-09 22:09:07
科技視界(2016年18期)2016-11-03 21:44:44
科技視界(2016年18期)2016-11-03 20:31:49
