角接觸球軸承鎖口高度工藝分析
2018-07-22 08:30:24張曉楊張振強張彥合
軸承 2018年6期
張曉楊,張振強,張彥合
(1.洛陽LYC軸承有限公司,河南 洛陽 471039;2.航空精密軸承國家重點實驗室,河南 洛陽 471039;3.洛陽軸承研究所有限公司,河南 洛陽 471039)
鎖口是角接觸球軸承的重要特征,合理的鎖口高度設計是保證軸承質量的關鍵,鎖口過高會導致軸承在熱壓合套過程中出現損傷,影響成品質量(如旋轉精度、振動等指標),甚至造成軸承的早期失效;鎖口過低會導致軸承在運輸和使用過程中發生散套,同樣影響軸承的正常使用。根據需要,鎖口可以設置在內圈或外圈上,由于鎖口的存在,角接觸球軸承內部可以裝入比深溝球軸承更多的球,故角接觸球軸承通常承載能力更高。有關鎖口設計已經有相關研究[1-3],但對于其加工過程鮮有介紹,因此,從軸承內圈鎖口的實際加工過程出發,分析相關工藝對軸承鎖口高度的影響。
1 加工工藝分析
由角接觸球軸承套圈結構特征及鎖口形成機理可知,影響鎖口形成的加工工序為溝道磨削(圖1a)和斜坡磨削(圖1b)。
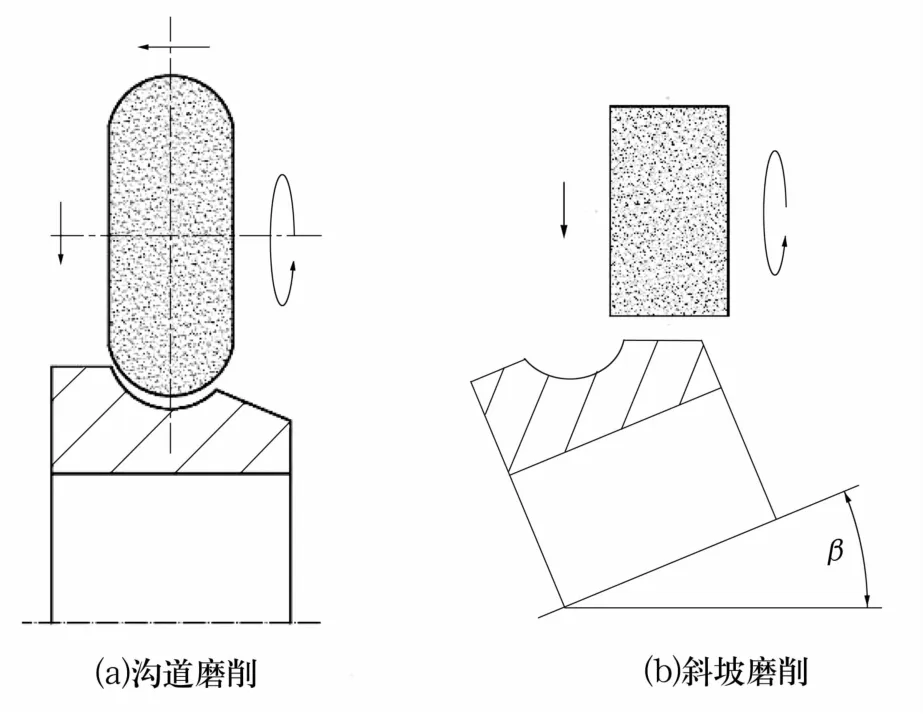
圖1 磨削加工示意圖Fig.1 Diagram of grinding
溝道磨削時砂輪的運動分為繞砂輪軸旋轉運動、軸向進給運動和徑向進給運動。繞砂輪軸旋轉運動是去除套圈中多余材料的重要運動,雖然該運動促進了鎖口的形成,但并不是影響鎖口高度形成的關鍵因素;而砂輪的軸向進給量和徑向進給量才是影響套圈鎖口高度的關鍵因素,故此2種運動是保證軸承鎖口加工符合設計要求的關鍵。
斜坡磨削時套圈旋轉軸線與砂輪旋轉軸線存在夾角β,該角度等于套圈磨削后的斜坡角度,由圖可知,砂輪在磨削過程中的徑向進給量同樣會引起軸承鎖口高度的變化。
2 溝道磨削工序影響
溝道加工與鎖口高度關系如圖2所示。由圖可知,在初始狀態下,軸承內圈鎖口高度為t1,內圈溝曲率半徑為Ri1,以此狀態下的溝曲率中心O為坐標原點,建立如圖所示直角坐標系,在溝道磨削過程中,砂輪產生軸向位移a和徑向位移b,內圈溝曲率中心移至O′,溝曲率半徑變為Ri2,此時軸承內圈鎖口高度為t2。
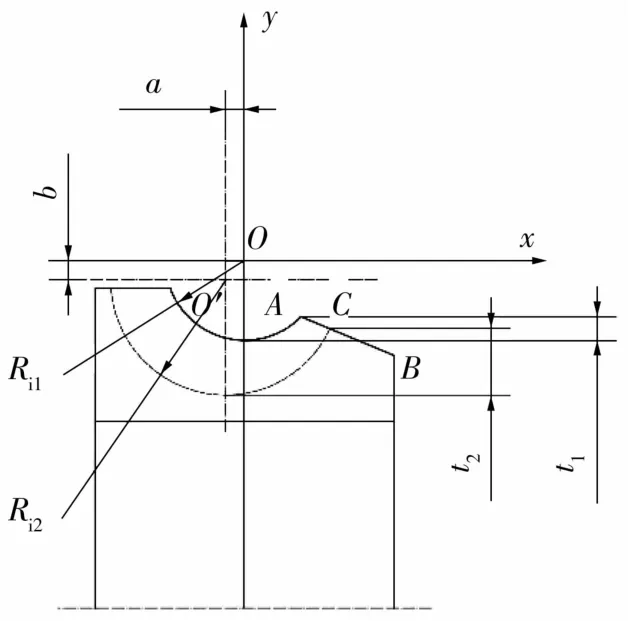
圖2 溝道加工與鎖口高度關系圖Fig.2 Relationship between grinding and counterbore height
根據圖示,斜坡所在直線AB的斜率k為

式中:β為斜坡角。

磨削后,內圈溝道截面所在圓O′的方程為

聯立 (2),(3)式,求得 C點坐標 (Xc,Yc),此時軸承內圈鎖口高度t2為

以某角接觸球軸承為例,內圈初始溝曲率半徑為4.17mm,初始鎖口高度為0.2 mm,當砂輪僅發生徑向進給運動,其他參數完全不變時,得到如圖3所示關系。由圖可知,砂輪徑向進給量與鎖口高度增加量并不是1∶1的對應關系,隨著徑向進給量的增加,鎖口高度增加;在相同徑向進給量下,具有3°斜坡軸承內圈的鎖口高度增加量要大于具有30°斜坡軸承內圈的鎖口高度增加量。
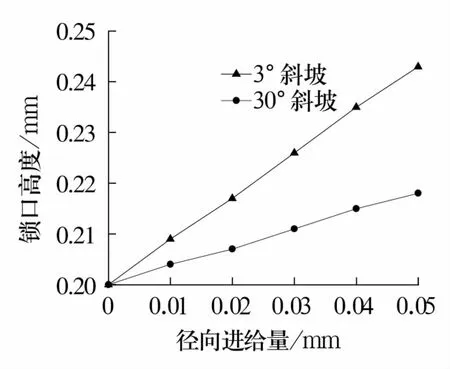
圖3 砂輪徑向進給量與鎖口高度的關系Fig.3 Relationship between radial feed rate of grinding wheel and counterbore height
當砂輪僅發生軸向進給運動,其他參數完全不變時,得到如圖4所示關系。由圖可知,內圈鎖口高度隨砂輪軸向進給量的增加而增加,但是其對鎖口高度的影響要小于徑向進給量對鎖口高的影響,并且在相同軸向進給量下,具有3°斜坡軸承內圈的鎖口高度增加量要小于具有30°斜坡軸承內圈的鎖口高度增加量。
圖4 砂輪軸向進給量與鎖口高度的關系Fig.4 Relationship between axial feed rate of grinding wheel and counterbore height
上述情況僅存在于溝道首次磨削時鎖口高度的對比,事實上,砂輪在二次磨削過程中不可能僅產生軸向進給運動,必須配有徑向進給運動,否則將影響溝道形狀,難以達到設計需求。如圖5所示,當砂輪僅產生軸向進給運動時,溝道形狀將不再是一個圓弧,而是成為兩段圓弧,這在軸承加工過程中是絕對不能出現的。
圖5 砂輪軸向進給磨削示意圖Fig.5 Diagram of axial feed grinding of grinding wheel
當砂輪修形溝R大于設計要求時,假設套圈磨削后溝底直徑不變,得到如圖6所示關系。由圖可知,內圈初始鎖口高不再為0.02 mm,而是隨著溝曲率半徑的增大而減小,且內圈斜坡角度越大,磨削后的實際鎖口高度越低,但是整體而言,溝曲率半徑變化量對鎖口高度的影響較小,在實際生產中可以忽略不計。
圖6 溝曲率變化與鎖口高度的關系Fig.6 Relationship between variable groove curvature and counterbore height
3 斜坡磨削工序影響
斜坡加工與鎖口高度關系如圖7所示,由圖可知,在初始狀態下,軸承內圈鎖口高度為t3,斜坡經過磨削工序后,其位置由AB移至DE,此時砂輪徑向進給量為h,鎖口高度為t4。在圖示直角坐標系中,溝道截面所在圓的方程為
圖7 斜坡加工與鎖口高度關系圖Fig.7 Diagram of relationship between slope grinding and counterbore height

斜坡DE所在直線方程為

聯立(5),(6)式即可求得 D點坐標 (XD,YD),此時軸承內圈鎖口高度t4為

同樣以上述軸承為例,在斜坡磨削工藝中,砂輪徑向進給量與鎖口高度的關系如圖8所示。由圖可知,當軸承斜坡角度大于零時,砂輪徑向進給量與鎖口高的減少量非1∶1的對應關系,且套圈斜坡角越小,砂輪徑向進給量對鎖口高度的影響越大。
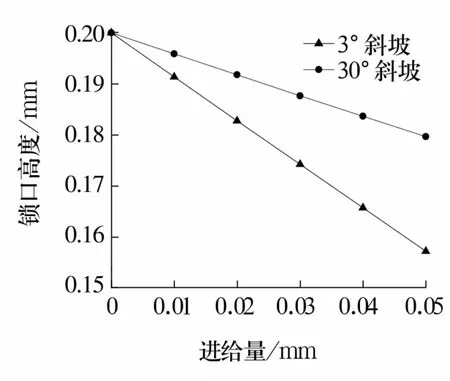
圖8 斜坡磨削量與鎖口高度的關系Fig.8 Relationship between slope grinding quantity and counterbore height
4 結論
1)角接觸球軸承中鎖口的形成是溝道磨削工序和斜坡磨削工序共同作用的結果,最終的鎖口高度與上述工序的磨削參數密切相關;
2)溝道磨削工序中,砂輪的徑向進給會引起鎖口高度增加,軸承內圈斜坡角越小,鎖口高度變化量越大;溝道的首次磨削工序中,砂輪的軸向偏移同樣會引起鎖口高度的變化,并且內圈斜坡角度越大,鎖口高度變化量越大;在套圈溝底直徑不變情況下,溝曲率半徑的變化與鎖口高度的變化趨勢相反,但是相比而言,其變化量對鎖口高度的影響較小;
3)斜坡磨削工序中,砂輪的徑向進給會引起鎖口高度減小,內圈斜坡角度越小,鎖口高度變化量越大。