圓柱滾子軸承銅保持架兜孔銑削加工夾具的改進
2018-07-22 08:30:24劉國倉謝維兵龔繼來
軸承 2018年6期
劉國倉,謝維兵,龔繼來
(浙江天馬軸承集團有限公司,杭州 310015)
圓柱滾子軸承用黃銅保持架一般為組合式結(jié)構(gòu),由保持架座和保持架蓋組成,保持架座兜孔多采用銑削加工方法,加工效率較高,但目前銑削兜孔存在的問題是:傳統(tǒng)夾具精度低,很難滿足高精度軸承保持架的加工要求。
使用傳統(tǒng)夾具[1]銑削圓柱滾子軸承銅保持架兜孔時,保持架依靠銑床上一個小圓柱體定位,為了方便裝卸,保持架內(nèi)徑與小圓柱體外徑之間有比較大的間隙,很難保證保持架與銑床主軸的同軸度。因此,銑削出的兜孔實際旋轉(zhuǎn)中心徑與理論中心徑偏差較大(即兜孔同軸度誤差較大),保持架兜孔等分散差較大,導(dǎo)致軸承在運轉(zhuǎn)過程中噪聲比較大,必須對夾具進行優(yōu)化改進。
1 夾具的改進
改進后的圓柱滾子軸承銅保持架兜孔銑削夾具如圖1所示,包括過渡盤(圖2)、彈簧夾頭(圖3)、中拉桿(圖4)、防保持架臺肩扭曲裝置(圖5)、壓蓋和前拉桿。

圖1 改進后夾具總裝圖Fig.1 Assembly diagram of improved fixture
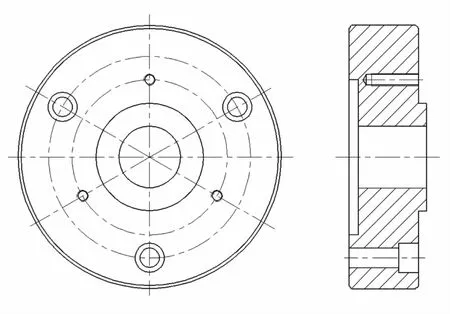
圖2 過渡盤Fig.2 Transitional disk
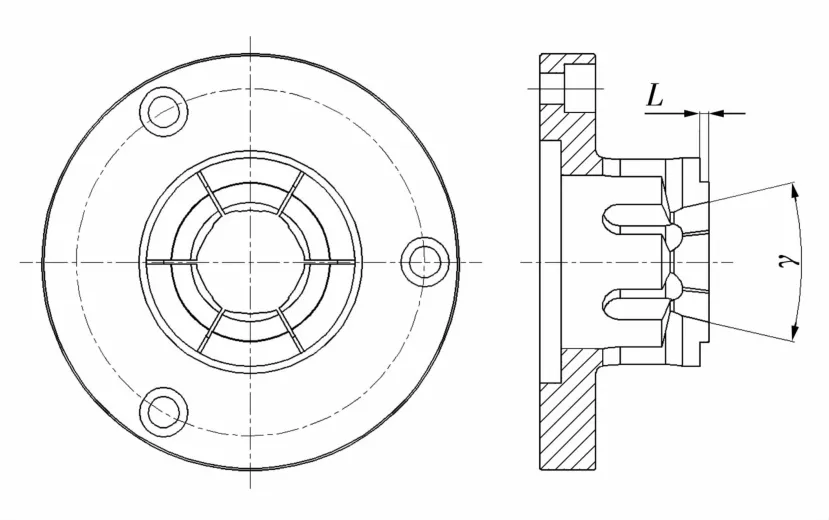
圖3 彈簧夾頭Fig.3 Collet chuck

圖4 中拉桿Fig.4 Middle lever

圖5 防保持架臺肩扭曲裝置Fig.5 Device for preventing distortion of cage shoulders
改進后的夾具工作原理為:中拉桿連接到機床活塞桿上,中拉桿左右移動,其錐面使彈簧夾頭脹大、縮小,實現(xiàn)銅保持架的夾緊、松開;同時中拉桿帶動前拉桿、壓蓋和防保持架臺肩扭曲裝置左右移動,實現(xiàn)保持架臺肩的緊固和松開。
具體安裝及使用方法為:先將過渡盤上的凹槽與銑床主軸端的凸臺相配合,通過3個沉孔用螺栓將過渡盤固定到銑床主軸上;再將彈簧夾頭大端上的凹臺與過渡盤上的凸臺相配合,通過彈簧夾頭大端面上的3個沉孔用螺栓將其固定到過渡盤上;連接中拉桿與銑床活塞桿;然后放置保持架,將防保持架臺肩扭曲裝置安裝到保持架的臺肩上,安裝壓蓋;最后將前拉桿連接到中拉桿上,夾具安裝完成,調(diào)試無誤后,銑削保持架兜孔。加工時,踩下活塞汽缸踏板,使活塞桿帶動中拉桿,中拉桿的錐面使彈簧夾頭六瓣的夾持面脹大,中拉桿驅(qū)動前拉桿向機床內(nèi)部移動;使壓蓋壓緊防保持架臺肩扭曲裝置的端面,保持架被夾緊后開始銑削兜孔。
2 注意事項
1)彈簧夾頭(圖3)中夾具夾持面的寬度L要比保持架座底厚度(保持架座總高度-鉚頭高度-兜孔深度)小0.2 mm左右,如果L值等于或大于保持架座底厚度,銑刀銑削兜孔時與夾具干涉;L值取太小,夾具的夾持面變小,銑削兜孔時保持架容易打滑。
2)彈簧夾頭(圖3)和中拉桿(圖4)錐面夾角γ的一般取值范圍為10°~20°,綜合考慮機床的拉伸長度、拉桿拉力、裝夾效率等,本夾具γ取為12°。加工彈簧夾頭和中拉桿錐面時,兩錐度面最好配磨,要求配合面積達到80%以上,以保證夾具受力均勻,延長使用壽命。
3)本夾具為保持架兜孔銑削專用夾具,是具有一定調(diào)整范圍的外脹式彈簧夾具,適用于保持架的批量生產(chǎn),該夾具對保持架的夾緊力取決于液壓缸通過拉桿的拉力。加工不同型號的保持架應(yīng)進行夾緊力的計算[2],否則,夾緊力太大,會造成保持架變形,使保持架中心徑、兜孔尺寸發(fā)生變化,影響軸承裝配后的運轉(zhuǎn)質(zhì)量;夾緊力太小,銑削兜孔時保持架容易打滑,會造成兜孔的尺寸不穩(wěn)定,兜孔內(nèi)有振紋,嚴重時會造成銑刀崩刃或保持架損壞[3]。對于保持架銑削加工來說,銑削力的計算主要考慮主銑削力[4]。
3 改進效果
對新設(shè)計的圓柱滾子軸承銅保持架兜孔銑削夾具進行實踐驗證,夾具改進前、后保持架兜孔銑削后的參數(shù)對比見表1。使用改進后夾具加工的保持架兜孔實際旋轉(zhuǎn)中心徑與理論中心徑偏差小、保持架梁寬變動量小、兜孔等分精度更高等;而且夾具結(jié)構(gòu)簡單、調(diào)試方便、加工簡單、裝夾時間短,具有較好的推廣應(yīng)用價值。

表1 夾具改進前、后銑削保持架的參數(shù)對比Tab.1 Comparison of parameters for milling of cage by fixtures before and after improvement mm