雙向推力圓錐滾子軸承整體保持架設計要點
2018-07-22 08:30:26趙麗王學輝張騰
軸承 2018年6期
趙麗,王學輝,張騰
(1.北方民族大學 機電學院,銀川 750021;2.寶塔實業股份有限公司,銀川 750021)
1 雙向推力圓錐滾子軸承結構及其保持架加工難點
雙向推力圓錐滾子軸承為可分離型軸承,其結構如圖1所示,由2個座圈、1個軸圈組成,可分別安裝軸圈、座圈和滾子保持架組件。該類型軸承適用于轉速較低,承受較大雙向軸向載荷的工況,但不能限制軸的徑向位移,廣泛用于粗軋機。
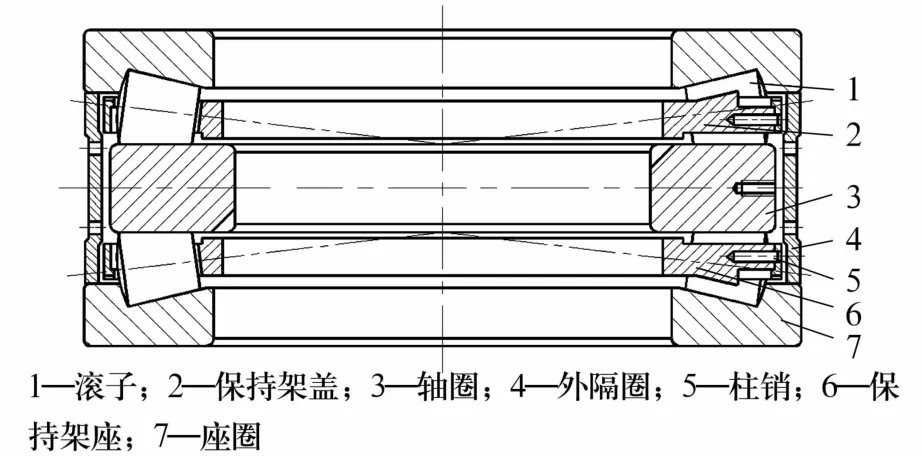
圖1 雙向推力圓錐滾子軸承結構Fig.1 Structure of double direction thrust tapered roller bearing
該結構軸承使用的傳統保持架由保持架座和蓋組成,保持架座沿徑向鉆、鏜兜孔,裝配時將保持架蓋箍緊在保持架座外徑面上,然后在保持架座和保持架蓋徑向鉆銷釘孔,用銷釘將兩者連接起來,如圖2所示。
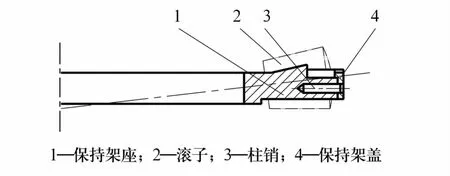
圖2 傳統組合式保持架結構Fig.2 Structure of traditional combined cage
傳統保持架在加工中存在一些缺陷,主要表現為:
1)保持架座需沿徑向鉆、鏜兜孔,由于保持架徑向剛度較差,鉆、鏜孔時保持架座變形大,加工精度較差;保持架座與保持架蓋沿外徑面鉆裝配用銷釘孔,孔的直徑較小,加工難度大。
2)保持架蓋外徑和內徑差較小,也就是保持架蓋壁薄,車削裝卡變形較大。
3)保持架由座、蓋和銷釘3部分構成,隨著零件個數增多,保持架整體可靠性降低。
2 整體保持架特點及設計要點
基于傳統組合式保持架存在的加工缺陷,改進設計成整體式保持架,在雙向圓錐滾子軸承主參數(滾子半錐角、滾子直徑、滾子長度、滾子個數)確定后,可進行整體式保持架的設計。
2.1 保持架結構
整體保持架結構如圖3所示,沿軸向鉆、鏜加工保持架兜孔,保持架(靠座圈)端面一側兜孔伸展出一臺階,限制滾子從座圈方向脫落;在另一側端面橫梁上銑削一擴脹槽,裝配合套時,先把滾子放入兜孔,通過專用工裝壓擴脹槽,迫使槽向滾子側延伸,從而鎖住滾子。通過對保持架結構的改進,裝配后使滾子與保持架形成組件,便于主機用戶安裝軸承。
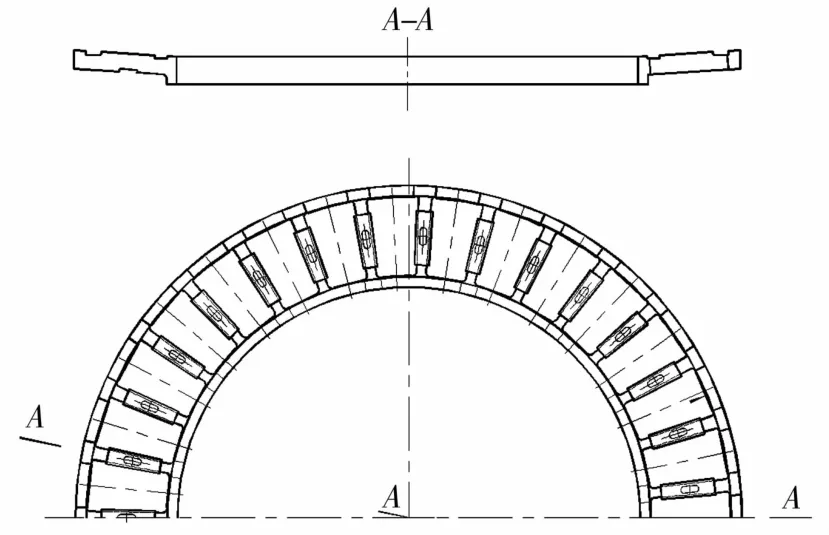
圖3 整體式保持架結構Fig.3 Structure of integral cage
2.2 保持架設計要點
2.2.1 材料選擇
雙向推力圓錐滾子軸承整體式保持架要求材料既有良好的機械切削性能,又具有好的延展性,可選用錳黃銅ZCuZn38Mn2Pb2或鋁青銅ZCuAl10Fe3。另外,需要選擇合適的鑄造表面硬度,根據實踐,ZCuAl10Fe3鑄造硬度為80~120 HB,效果較好,ZCuAl10Fe3可作為保持架材料。
2.2.2 兜孔錐角
兜孔錐角與滾子錐角一致,伸展出的臺階也與滾子錐角一致,確保圓錐滾子大小頭與兜孔間隙一致,減小軸承工作中滾子的差動滑動。
2.2.3 兜孔臺階
保持架兜孔(靠座圈)一側有一擋住滾子沿軸向向座圈側脫落的臺階(圖3),臺階設計為銑削加工工藝性能好的梯形;臺階位于兜孔正中央,長度約為0.7Lw(滾子長度),高度為2~3 mm;伸出的臺階擋住滾子的鎖量為0.6~1 mm較為合適。
2.2.4 鎖緊擴脹槽
保持架(靠軸圈)一側過梁端面上銑一鎖滾子擴脹槽,該槽有5°~10°擴脹導向槽,軸承合套時,用專用擴脹工裝,迫使擴脹槽向滾子側延伸,鎖住滾子;槽長度為(0.15~0.20)Lw,寬度約為橫梁寬度的0.55倍,擴脹槽的深度為2~3 mm。
2.2.5 引導臺階
保持架靠內徑側有一引導臺階,臺階端面與橫梁相對部位加工圓弧槽,以減小與軸圈接觸面積,并存儲少量潤滑油,減小摩擦;另一端面靠外徑側,也有一臺階與橫梁相對部位加工圓弧槽;根據軸承安裝位置的不同內徑臺階與軸圈接觸引導保持架;或者外徑臺階與座圈擋邊端面接觸引導保持架回轉,應注意保持架引導間隙應小于兜孔與滾子的間隙,避免干涉。
2.2.6 保持架厚度
保持架兜孔兩端面相互平行,并與滾子半錐角相近,滾子半錐角與兜孔端面傾斜角差異應在1°以內,保持架厚度約為(0.55~0.70)Dw(滾子直徑)時,可以保證保持架的剛度及兜孔對滾子的包容量較好。
3 改進效果
雙向推力圓錐滾子軸承改為整體式保持架,采用銅合金毛坯鑄造一次成形,強度好;兜孔軸向加工,兜孔表面粗糙度Ra可達到1.6μm,保持架軸向剛度好,變形小,尺寸精度容易保證;保持架端面與套圈接觸處加工圓弧槽可儲存少量油脂,減少了摩擦發熱;成套軸承噪聲小。
通過對產品927/351 Q/HCYA保持架(整體結構)進行尺寸檢測,兜孔寬度尺寸滿足技術要求,相互差不大于0.08 mm;厚度變動量不大于0.05 mm,內徑圓度不大于0.10 mm,保持架尺寸一致性較好。但整體式保持架結構復雜,對加工設備要求較高,兜孔加工須在數控加工中心上鉆、銑,加工效率較低,成本較高。