薄壁小孔零件加工工藝與工裝設(shè)計(jì)
2018-07-23 06:21:40魯淑葉
鍛壓裝備與制造技術(shù) 2018年3期
關(guān)鍵詞:變形設(shè)計(jì)
魯淑葉,方 毅
(四川信息職業(yè)技術(shù)學(xué)院,四川 廣元 628040)
1 零件結(jié)構(gòu)特點(diǎn)及技術(shù)要求
飛層零件是我院數(shù)控實(shí)訓(xùn)中心承接的一批零件,零件數(shù)量6個,屬于小批量生產(chǎn)。如圖1所示,零件毛坯為外徑?85、內(nèi)徑?65、長為45的空心圓柱,材料紫銅。該零件厚度只有2mm,屬于典型的薄壁類零件,需要加工直徑為?2的小孔,孔的分度誤差為±3′,零件尺寸公差要求較高,最小公差要求0.039mm。
2 加工技術(shù)難點(diǎn)分析
分析該零件結(jié)構(gòu)特點(diǎn),其加工具有以下難點(diǎn):
(1)該零件厚度較薄,只有2mm,裝夾容易變形;
(2)零件中孔比較小,且在曲面上鉆孔,不易保證;
(3)紫銅塑性高、強(qiáng)度和硬度低,切屑易粘刀,在工件表面易產(chǎn)生水紋狀波形,不僅影響已加工表面質(zhì)量,而且會導(dǎo)致刀具加劇磨損。
3 加工工藝設(shè)計(jì)
在查閱大量相關(guān)技術(shù)資料,分析零件的結(jié)構(gòu)特點(diǎn)和技術(shù)要求后,經(jīng)過多次論證及實(shí)踐探索,最終確定以下加工方案,具體如下:
3.1 數(shù)控車削
(1)平端面→粗、精車?82×40的外圓→粗、精車?69.2的內(nèi)凹球體。其工序簡圖如圖2所示。
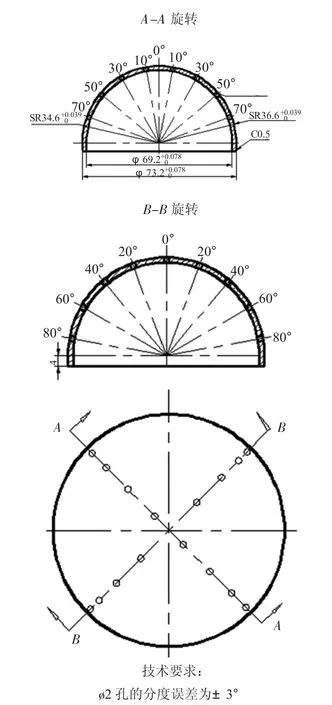
圖1 飛層零件
(2)調(diào)頭。平端面保證總長44.6→粗、精車SR36.6的凸球體。其工序簡圖如圖3所示。
3.2 高速五軸加工
(1)粗、精銑 16-?2孔
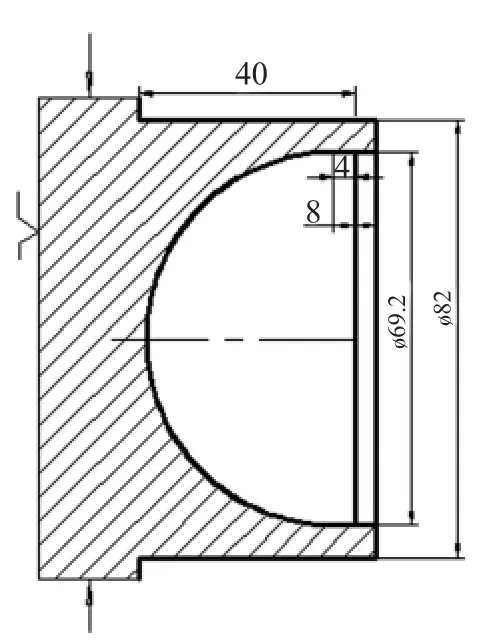
圖2 工序簡圖1
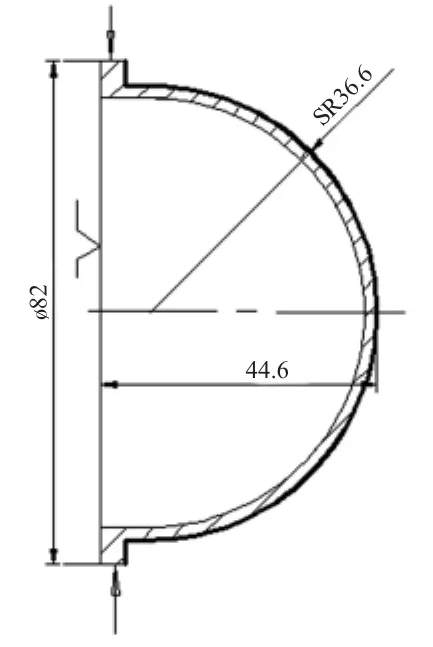
圖3 工序簡圖2
(2)線切割。利用線切割切掉多余的?82×4凸耳。
(3)16-?2孔的工裝夾具設(shè)計(jì)。如圖3所示,在數(shù)控車削加工中,為了在五軸機(jī)床上加工時方便裝夾,所以多車了?82×4的一個裝夾位。但在裝夾過程中由于零件壁比較薄,使用三爪卡盤裝夾時容易變形,為此設(shè)計(jì)專用的輔助工裝才能較好的完成此零件的第二工序加工。根據(jù)零件在車削后完成的工序情況設(shè)計(jì)輔助工裝如圖4所示,其中R34.6的凸半球與車削零件中的凹半球進(jìn)行無間隙配合,與零件的裝配如圖5所示,加工完畢取工裝時,利用高壓氣槍對準(zhǔn)?12吹高壓氣可將工裝取下。
這樣設(shè)計(jì)輔助工裝保證了零件不易變形、工件裝夾方便、使用壽命長等特點(diǎn)。
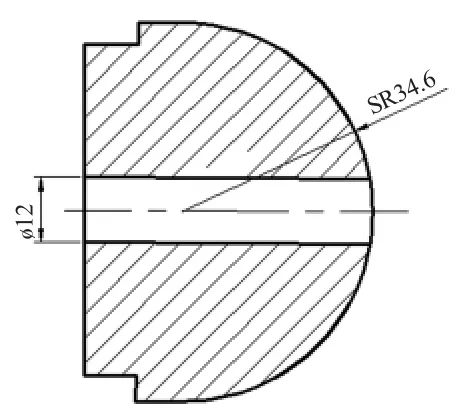
圖4 輔助工裝
4 加工參數(shù)的合理選擇
(1)切削用量的選擇。減少切削加工中的切削力是防止和減少薄壁零件變形的有效工藝措施。切削用量三要素的合理選擇能減少切削力,從而減少變形,能有效保證零件的尺寸精度和表面粗糙度,因此如何優(yōu)化切削用量三要素成為切削加工的關(guān)鍵。
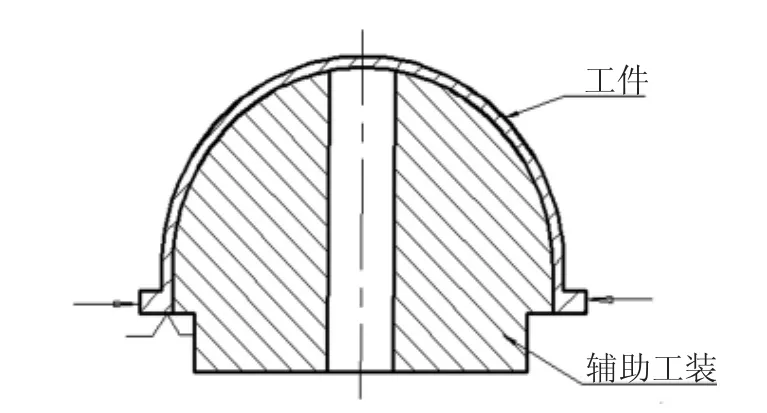
圖5 輔助工裝的裝配
零件車削:粗加工時,背吃刀量和進(jìn)給量,可以取大些;精加工時,背吃刀量控制在0.2~0.3mm,進(jìn)給量取 0.1~0.2mm/r甚至更小,切削速度 VC取3~5m/min。
零件在五軸機(jī)床上高速銑削:軸向切深取10%~20%刀具直徑,進(jìn)給量選擇0.05mm/z~0.15mm/z。
(2)刀具參數(shù)的選擇。選用較大的前角和后角能使切削刃鋒利,同時前角大,切削變形小,降低了切削流出時摩擦阻力,不易粘刀,排屑順利。該零件車削時可選用硬質(zhì)合金刀具,大圓弧斷屑槽,粗車時取前角 γ。=20~25°,精車時取 γ。=25~30°,這樣切削刃鋒利,切削輕快,且能順利卷屑和排屑。
5 結(jié)束語
通過對薄壁類零件常用加工方法的調(diào)研,結(jié)合所學(xué)數(shù)控加工的工件裝夾方法、合理的裝夾方式及合理的切削選用,通過上述工藝安排及輔助工裝設(shè)計(jì),能有效控制該類零件變形,保證了零件質(zhì)量。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
