國產缸孔數控珩磨機設計開發與應用
2018-07-27 09:09:56神龍汽車有限公司湖北襄陽441004葉宗茂
金屬加工(冷加工) 2018年7期
■ 神龍汽車有限公司 (湖北襄陽 441004) 葉宗茂
2017年5月8日首臺國產缸孔數控珩磨機在神龍汽車有限公司襄陽動力總成工廠缸體L1線順利通過驗收投入使用,如圖1所示,這標志著國產缸孔數控珩磨機開發調試成功,打破了30多年來國外珩磨機制造企業對國內汽車行業缸孔珩磨機及珩磨技術的壟斷地位。四軸數控珩磨機DHK037由神龍公司聯合大河數控機床公司采用廣州數控技術歷時三年開發完成,也是大河數控機床公司設計制造的第一臺轎車發動機多工位缸孔珩磨自動線,如圖2所示,價格僅為同類進口設備的60%。

圖1 DHK037數控珩磨機
DHK037珩磨機由珩前預檢防錯工位、兩個粗珩工位、兩個精珩工位、珩后測量工位、翻轉倒水和固定吹氣工位、自動進出料滾道以及液壓站組成,實現全自動化生產,如圖3所示。珩磨頭裝夾設計為快換結構實現快速換刀,機床系統可以保存多套加工程序,可以通過按鍵選擇所加工零件的類型和加工程序,實現快速換型,提升生產效率。
設備經過3個多月的調試,解決了缸孔圓度、圓柱度、支撐率、加工節拍等多項難題,按新設備驗收流程完成了N5、N30設備能力驗證,測量系統CMC驗證,節拍驗證,發動機臺架試驗等目標考核,珩磨質量、生產效率完全達到進口設備廠商(格林和納格爾)珩磨機水平,能滿足多品種發動機缸孔珩磨質量要求,生產節拍62.5s。
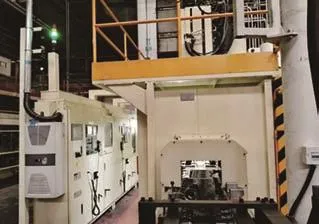
圖2 多工位缸孔珩磨自動線
缸孔珩磨機國產化項目是神龍公司在發動機關鍵加工機床國產化替代進口設備進行的一次大膽嘗試,開創了超精加工工序使用國產設備的先例,為大幅降低動力總成投資成本提供新思路。
1.國產珩磨機設計制造新技術
國產珩磨機DHK037的研制成功離不開高新技術的創新應用,其采用的伺服電動機驅動定量控制膨脹系統,全閉環高精度在線實時氣動測量,多系統互聯18軸數字控制,直觀便捷的珩磨控制軟件和先進的珩磨機專用機構,在珩磨效率和質量上,達到國際先進水平,填補國產數控缸體珩磨自動線空白。

圖3 DHK037珩磨機有4個軸、6個工位
(1)伺服電動機驅動數控定量膨脹系統的開發應用。伺服電動機驅動數控定量膨脹系統很好地保證了珩磨質量和效率;珩磨頭磨損到位預報警和報警功能,避免了對生產和質量的影響。
通過科學的參數計算,確定各珩磨階段的起始點,實現定量控制珩磨膨脹運動。珩磨膨脹速度和珩磨膨脹力是影響支承率的關鍵工藝參數,珩磨機膨脹系統為細長桿機構,膨脹運動(伺服電動機驅動頂桿)會產生系統變形,系統變形和膨脹力接近于線性關系,通過膨脹位置和速度的精確控制,能很精確地控制珩磨膨脹速度和珩磨膨脹力參數。膨脹運動各起始點的確定,以上次珩磨到位停止點為基準,數控系統根據設定的參數和計算公式確定各起始點,依據各起始點的確定方法、計算公式、參數設置,編寫控制程序和軟件界面,實現數控膨脹運動定量控制。因加工參數都為數控,精度高且穩定,故加工質量和節拍穩定。
采用勻速珩磨使珩磨表面質量更為穩定,保證珩磨表面支承率等精度;通過數控系統高速性和高精度位置控制,實現珩磨條磨損自動補償,對珩磨條損耗情況進行監控;實現膨脹速度快慢速合理變化,有效降低珩磨加工時間和輔助時間,保證效率高、節拍穩定。
(2)珩磨機國產數控軟件及控制方式的開發應用。開發了國內首套珩磨機數控軟件,實現了數控珩磨機有效控制。把珩磨運動的位置、速度、時間、判斷條件、目標及方式選擇等都作為參數編程,通過在軟件參數設定界面設定參數,實現珩磨過程的控制。開發數控程序,采用M代碼,M代碼分為五類,第五類由NC直接執行,用于珩磨過程程序的調用,每個M代碼就是每段加工程序的名字,在執行某個“珩磨過程”時,只要鍵入相應的M代碼,數控系統就會自動執行它所命名的對應程序。實現即時設備運行信息、零件加工信息顯示。在顯示屏上顯示設備的運行信息,實時狀態參數如:當前轉速、往返速度、膨脹速度及各坐標軸位置等;零件加工信息如:零件品種、即時測量結果、余量、目標值及校準信息等的顯示。
實現多種工作模式選用和各種珩磨特定功能。為了更好適應各種使用狀況,保證質量,便于操作,設計多種工作模式供選用,如:最終測量自動反饋和不自動反饋模式;圓柱度修整自動和定量修整模式;珩磨結束判定方式選擇;全工位及部分工位切除運行模式等等,實現了珩磨機各種特定功能,如:珩磨條磨損到位預警及報警功能、錐度自動修整功能、各珩磨階段自動轉換功能、珩磨頭更換自動貼靠定位功能,珩磨頭磨損自動補償功能。設備具有零件狀態記憶監控功能、不合格零件報警及下線報警功能、自動復位功能、故障自診斷功能及換刀自動貼靠定位功能。
采用廣州數控設備有限公司的GSK980HC-H專用雙通道珩磨系統(6軸),3套系統通過CAN總線聯接,實現珩磨自動線采用國產數控系統18軸控制。
(3)先進氣動測量技術在國產珩磨機上的開發應用。通過與德國業納測量技術公司合作,將廣州數控系統與業納公司ETAMIC測量系統的通信、數據采集、數據處理及應用進行適配,把ETAMIC的TPE200氣動測量傳感器很好地應用到國產數控珩磨機上,并通過多次試驗,實現了珩磨頭測量噴嘴國產化,保證國產珩磨機珩磨孔徑及錐度控制精度達到國際先進水平。
ETAMIC氣動測量系統比其他珩磨機常用的日本東精和德國Stotz更優,其綜合性能比較如表1所示。ETAMIC的TPE200氣動測量傳感器傳遞的是數據結果,不同于Stotz系統傳遞是模擬信號,東精系統傳遞的是開關信號,ETAMIC傳感器在測量精度、反應速度、測量范圍、數據通信等方面都比東精和Stotz系統優秀,可以自動進行錐度修正,保證缸孔圓柱度。
(4)精珩彈性珩磨頭的創新設計。珩磨頭采用平頂珩彈性浮動機構,如圖4所示,用彈性珩磨條支座取代固定式珩磨條支座,使平頂珩珩磨條整體貼合在加工的缸孔表面上,避免了因錐度問題造成平頂珩珩磨條局部接觸缸壁,造成缸孔表面質量不均和珩磨退刀亮痕。

表1 DHK037國產珩磨機與國外珩磨機主動測量系統綜合性能比較
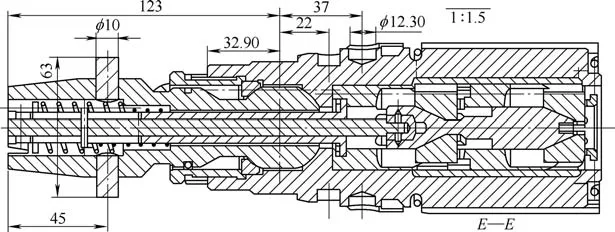
圖4 DHK037上使用的國產雙進給珩磨頭結構簡圖
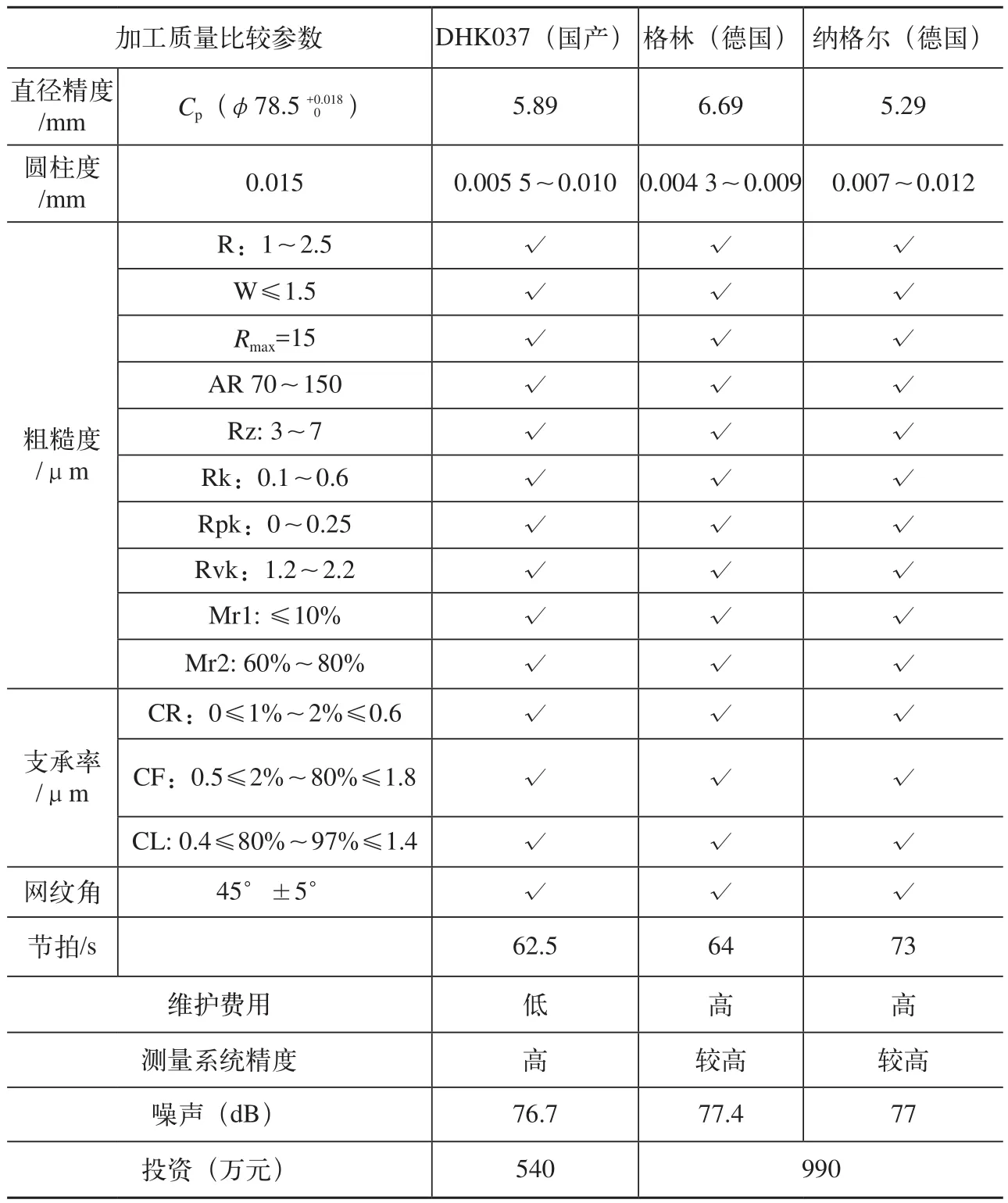
表2 DHK037國產珩磨機與國外珩磨機加工質量、效率、使用等綜合性能比較
2.國產珩磨機與國外珩磨機綜合性能比較
國產珩磨機DHK037與德國格林和納格爾珩磨機從珩磨加工缸孔直徑的能力、圓柱度、粗糙度、支承率、網紋角、節拍、維護費用、測量系統精度、噪聲及價格等綜合性能比較如表2所示。
由表2可以看出,國產珩磨機在加工質量、加工效率和使用性能上不低于國際先進珩磨機的技術水平,尤其單機價格比國外珩磨機低40%,具有較強的市場競爭力。
3.結語
國產缸孔珩磨機的開發成功,必將帶動國產珩磨頭、珩磨條、珩磨專用機構、國產氣動測量頭、國產珩磨控制技術及數控軟件的廣泛應用,對中國珩磨技術的提高有很大的促進作用,同時,也為其他高精度國產加工機床制造技術的提高起到了很好的借鑒作用。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
中國科技論壇(2017年7期)2017-07-25 08:49:53
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
