常見數(shù)控系統(tǒng)的螺距補償方法
2018-07-27 09:10:08陜西汽車控股集團有限公司西安710200張金權(quán)
金屬加工(冷加工) 2018年7期
關(guān)鍵詞:設(shè)置
■ 陜西汽車控股集團有限公司 (西安 710200) 張金權(quán)
螺距誤差補償是通過專業(yè)檢測裝置對機床實際移動的距離和指令移動的距離之差的補償,通過調(diào)整數(shù)控系統(tǒng)的參數(shù)增減指令的脈沖數(shù),實現(xiàn)機床實際移動距離與指令值相接近,以提高機床的定位精度。
螺距誤差補償只對機床補償段起作用,根據(jù)機床所測軸長度合理分段(分段越多,機床實際移動距離檢測越接近真實位移曲線,所得誤差數(shù)據(jù)分析經(jīng)過補償后機床精度越高),編制被測軸螺距補償程序,然后對螺距補償相關(guān)參數(shù)進行設(shè)定。
常見的三種數(shù)控系統(tǒng)螺距補償中,F(xiàn)ANUC系統(tǒng)采用手動補償方法,在很多文獻都有說明,在此不做贅述。下面主要針對其他兩種方法進行敘述。
1.MAZATROL系統(tǒng)螺距補償
螺距補償需要點擊“診斷”頁面,先按“版本”,翻頁后,輸入密碼1131,如圖1所示。進入補償畫面,進行螺距補償時,MAZATROL系統(tǒng)中,X軸定義為1,如圖2所示,Y軸定義為2,Z軸定義為3,4軸定義為4。
P1參數(shù)標準設(shè)置為80 000,表示80mm,旋轉(zhuǎn)軸時標準設(shè)置為10 000,表示10°。P2設(shè)置為127,P3設(shè)置為2,4軸也是一樣。P4、P5設(shè)置為對應(yīng)X軸、Y軸、Z軸,4軸為0、1、2、3(P4和P5設(shè)置必須一致)。
從第127位開始輸入對應(yīng)的螺補補償,間距對應(yīng)關(guān)系為127位,永遠為0值,四軸為0°;126位對應(yīng)間距40mm,四軸為5°;125對應(yīng)間距80mm,四軸為10°;124對應(yīng)間距120mm,四軸為15°;123對應(yīng)間距160mm,四軸為20°,以此類推。
螺距補償時首先將激光干涉儀取樣的結(jié)果進行分析,補償反向間隙誤差,然后采用相對補償方法進行計算,如附表所示。
因為機床采用絕對值補償,所以用測量的讀值直接進行補正,不需要進行計算,第二次補正在原基礎(chǔ)上加減即可;補償方向從127位開始,第一個是行程的30,第二個是60,以此類推。
補償注意事項:螺距及反向間隙補償時一定要對準需要補償?shù)臋谀浚乐拐`操作導(dǎo)致補償錯誤。
2.OKUMA系統(tǒng)螺距補償
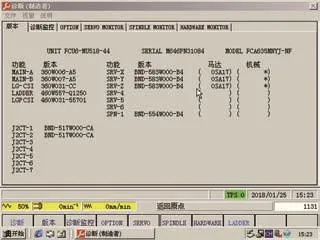
圖 1
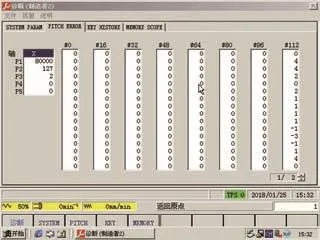
圖 2

相對補償方法計算表
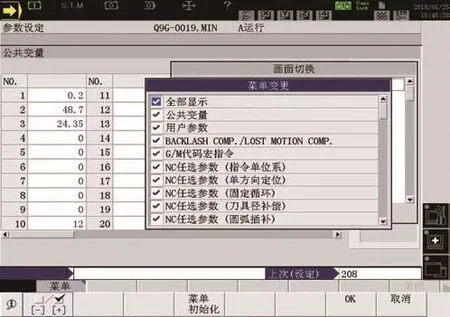
圖 3
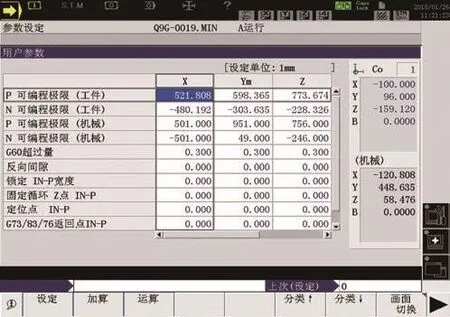
圖 4
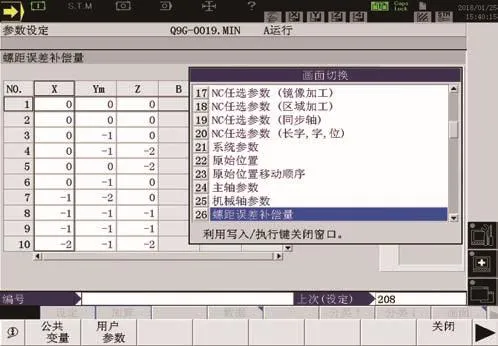
圖 5
螺距補償前需要進行參數(shù)設(shè)置,首先按下參數(shù)設(shè)置按鈕,因為出廠設(shè)置某些菜單是被屏蔽掉的,所以首次操作需要先進行菜單設(shè)置,按下右擴展鍵,如圖3所示,選擇菜單變更按鈕,全部顯示,菜單設(shè)置完成。接著需要設(shè)置螺距補償參數(shù),將參數(shù)畫面切換到系統(tǒng)參數(shù)設(shè)定畫面,根據(jù)軸長度及行程極限設(shè)定好對應(yīng)的螺距補償極限值,再找到螺距補償間隔參數(shù),根據(jù)絲杠螺距設(shè)定好參數(shù),然后設(shè)定螺距點數(shù)參數(shù),螺距補償會在出廠時進行一次,因而上述參數(shù)欄中會被設(shè)定好,只需做好檢查即可。
進入螺距補償界面,分析激光干涉儀測量得到的補償數(shù)據(jù),首先將反向間隙數(shù)據(jù)補償?shù)饺鐖D4反向間隙參數(shù)中,然后將螺距誤差值補償?shù)饺鐖D5所示的螺距誤差補償量表中,需要注意的是,OKUMA系統(tǒng)為絕對值補償,測量得到的結(jié)果直接和原值計算后將結(jié)果輸入即可。
螺距補償及反向間隙設(shè)置過程中注意事項,OKUMA系統(tǒng)參數(shù)設(shè)定有兩種方式,一種是直接設(shè)定,另一種是加算方式,直接設(shè)定時因為原值會被設(shè)定值覆蓋,所以要確保設(shè)置位置和輸入數(shù)值正確,防止誤設(shè)。加算設(shè)置,就是在原值基礎(chǔ)上加上設(shè)定欄的數(shù)值,也需要放置誤設(shè)。
螺距補償針對不同系統(tǒng)機床有不同的方法,但補償原理基本一致,補償過程中需要注意的細節(jié)問題也比較多,因而,在我們平時工作過程中,要注意積累經(jīng)驗,歸納總結(jié)各種補償方法,以便于調(diào)整恢復(fù)各類機床精度。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業(yè)后醫(yī)學(xué)教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫(yī)學(xué)院學(xué)報(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
