基于西門子828D的里巴斯繩槽參數(shù)程序開發(fā)
2018-07-27 09:10:08大連機床集團遼寧116022
金屬加工(冷加工) 2018年7期
■ 大連機床集團 (遼寧 116022) 楊 晗
在石油鉆采行業(yè)中里巴斯繩槽卷筒的應用,有效地解決了石油鉆機絞車中鋼絲繩的亂繩、磨損等技術(shù)難題,能夠延長鋼絲繩的壽命500%以上。里巴斯繩槽卷筒傳統(tǒng)的加工方法,加工效率低,精度保證性差,本文以大連機床集團生產(chǎn)的CKA6180平床身數(shù)控車加工為例,介紹了基于西門子828D數(shù)控系統(tǒng),里巴斯繩槽加工工藝以及宏程序的開發(fā)流程,實現(xiàn)一次性加工成型,徹底顛覆了傳統(tǒng)加工方法,大大地提高了加工表面質(zhì)量、加工精度以及加工效率,打破了國外對此項加工技術(shù)的壟斷,填補了國內(nèi)空白。
1.加工工藝分析
里巴斯繩槽又叫雙折線卷繞繩槽,簡單地說,就是在一個螺距的圓周上由兩條斜線和兩條直線連接。JC18型里巴斯繩槽成品加工簡圖(繩槽旋向為左旋)如圖1所示,繩槽展開圖如圖2所示,繩槽橫截面局部剖面圖如圖3所示。
JC18型里巴斯繩槽卷筒的材質(zhì)是Q345B,屬于低碳鋼(C<0.2%),具有良好的韌性、低溫性能、冷沖壓性能、焊接性能;且JC18型里巴斯繩槽的橫截面為深度7.5mm的半圓弧,綜上所述,選用圓弧半徑為2mm,最大切深為10mm且具有鋒利槽型的外圓仿形切槽刀最為合適。
確定JC18型里巴斯繩槽加工工藝。加工時,采取一夾一頂?shù)难b夾方法,此加工件回轉(zhuǎn)直徑以及自重大,為了增加切削剛性,尾座端一定要采用傘形且與卷筒內(nèi)腔配合緊密的活頂尖,進行頂緊。
圓形仿形刀片切削時,圓弧形刀刃與工件接觸,所受切削抗力較大,所以在實際加工中一定要在X、Z方向分層切削。
2.宏程序開發(fā)難點分析
西門子828D數(shù)控系統(tǒng)提供了“帶有恒定螺距的螺紋鏈連續(xù)切削功能G33”,它通過西門子828D數(shù)控系統(tǒng)優(yōu)秀的高速處理技術(shù)以及平滑插補技術(shù),連續(xù)加工帶有拐點的螺紋鏈,其插補簡圖如圖4所示。
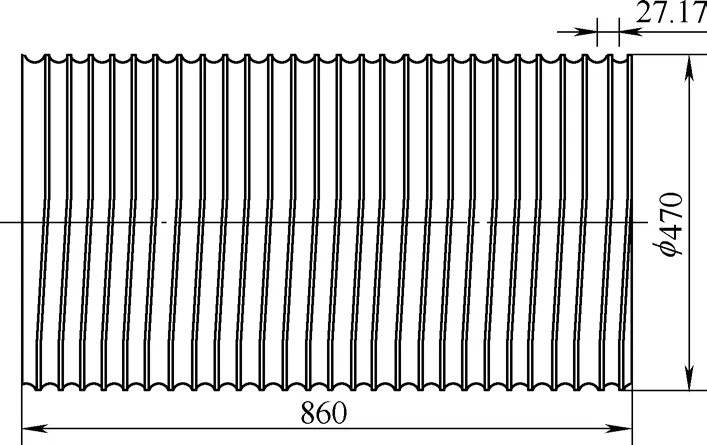
圖1 JC18型里巴斯繩槽成品加工簡圖

圖2 JC18型里巴斯繩槽展開圖
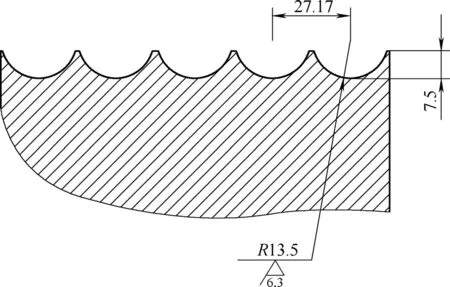
圖3 JC18型里巴斯繩槽橫截面局部剖面圖
在數(shù)控編程中,經(jīng)常會遇到相同的控制動作或相同的加工任務。如果將這些相同的“任務”轉(zhuǎn)化成具有重復性的語句,將會大大縮短程序的長度,減少編程的工作量。如粗車時,每一層都是相同的重復輪廓軌跡。我們可以利用循環(huán)結(jié)構(gòu)指令語句,把重復輪廓軌跡變成一個反復循環(huán)的過程,程序?qū)兊煤啙崱⒁锥⒖刹僮餍詮姟?/p>
3.宏程序算法
由圖2可知,在一個螺距內(nèi),0°到120°、180°到300°是兩條直線段;120°到180°、300°到360°是兩條斜線段,共有4段,我們分別加工。這里,我們使用西門子828D數(shù)控系統(tǒng)的“帶有恒定螺距的螺紋鏈連續(xù)切削功能”G33指令。對于直線段的螺紋切削,利用Z方向微小位移方法加工(移動0.001mm),這樣做既不影響加工精度,又能滿足加工條件;對于斜線段的螺紋切削,按照正常的螺紋加工即可;一個螺距內(nèi),螺紋鏈的加工程序,如下所示:
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585) K81.51
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585)K81.51
西門子828D數(shù)控系統(tǒng)提供了系統(tǒng)變量、預定義用戶變量和用戶定義變量。通過變量的使用,可以使零件程序和循環(huán)的編寫更加靈活。
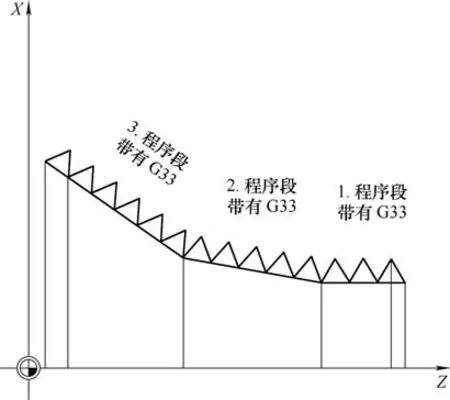
圖4 G33螺紋鏈插補簡圖
由圖3可知,里巴斯繩槽的槽型為半圓弧形,加工時,需要在X、Z方向分層,為了方便排屑,我們采取先加工Z層,再加工X層的策略。自定義的變量有,R1為切削時Z軸的起始點坐標;R2為仿形槽刀刀片半徑;R3為繩槽橫截面圓弧半徑;R4為仿形刀刀片圓心切削半徑;R5為繩槽螺距總數(shù);R6為Z方向每層切深;R7為X方向每層切深;R8為圓弧上與Z坐標值,對應的X點坐標;R9為分層切削時,在同一X坐標層內(nèi),Z最大值;R10為分層切削時,在同一X坐標層內(nèi),Z最小值;R11為繩槽螺距計數(shù)器(≤R5);R12為提取R9數(shù)值;R13為提取R10數(shù)值。
通過計算,我們對上述變量賦值并得出計算關系式,最終開發(fā)的宏程序,如下所示:
R1=-40.71
R2=2
R3=13.5
R4= R3-R2=11.5
R5=32
R11=0
G00X490.
Z=R1
R6=0.6
R7=0.2
R8=482-SQRT(4*(R4*#R4-(R1+30)*(R1+30)))
R9=ABS(SQRT(R4*R4-(R8-482)*(R8-482)/4))-30
R10=-ABS(SQRT(R4*R4-(R8-482)*(R8-482)/4))-30
R12=R9
R13=R10
WHILE( R1<=R12 )
G00X490.
Z=R1
X=R8
WHILE( R11<= R5 )
G33 Z=IC(-0.001)K0.006
G33 Z=IC(13.585) K81.51
G33 Z=IC(-0.001) K0.006
G33 Z=IC(13.585) K81.51
R11=R11+1
ENDWHILE
R11=0
R1=R1+R6
ENDWHILE
…
4.結(jié)語
此參數(shù)程序開發(fā)完畢后,在大連機床集團生產(chǎn)的帶有西門子828D數(shù)控系統(tǒng)的CKA6180平床身數(shù)控車床上進行加工驗證,其結(jié)果證明,此程序應用安全、可靠、方便、一次性加工成型、減少人工成本、提高了加工效率以及加工表面質(zhì)量,深受客戶好評。JC18型里巴斯繩槽加工成品照片,如圖5所示。

圖5 JC18型里巴斯繩槽加工成品照片
