輪轂軸承自動化設備的應用
2018-07-27 09:10:08云科智造制造沈陽有限公司遼寧110142王家興
金屬加工(冷加工) 2018年7期
關鍵詞:設備
■ 云科智造制造(沈陽)有限公司 (遼寧 110142) 王家興 李 陽
1.輪轂軸承的發展
汽車輪轂軸承單元主要承受通過懸架系統傳遞而來的汽車重量(徑向載荷)、汽車轉向產生的軸向載荷,傳遞變速箱和驅動軸傳過來的扭矩。
輪轂軸承根據與汽車傳動系統其它元件集成方式的不同,可以分為第一代、第二代、第三代和第四代輪轂軸承。目前,應用較為廣泛的是第三代輪轂軸承,它采用了軸承單元和防抱剎系統ABS相配合,軸承單元的內外圈均有法蘭,內圈通過內法蘭用螺栓固定在驅動軸上,外法蘭將整個軸承安裝在一起。
2.制造加工工藝流程
目前軸承配套廠商主要加工工藝流程分為兩種:第一種加工工藝的車削工序加工主要集中在工件熱處理前,如圖1所示。
優點是高頻淬火前的加工工序可統一采用自動生產線加工,縮短了加工時間,提高了加工效率,大大降低了成本。
缺點是高頻淬火導致磨削滾道工序的尺寸定位面、輪轂軸承單元與剎車盤和鋼圈安裝時的定位面,發生微小變形,從而影響溝道磨削的精度及螺栓孔位置度,不利于軸承單元運行的穩定性、可靠性及使用壽命。
第二種加工工藝的車削工序加工主要分布在工件熱處理前粗車工序和熱處理后精車工序,如圖2所示。
優點是有效消除了高頻淬火對之前提到的三個定位面的影響,保證了溝道磨削的精度,同時提高了螺栓孔位置度,大大提高了軸承單元的穩定性和可靠性,延長了軸承單元壽命。
缺點是加工工序較多,加工設備分散,投資成本高。
3.熱處理前集中加工的自動化設備
熱處理前的加工多為粗車工序,其設備為桁架式自動線(如圖3所示),由桁架機械手和兩臺數控車床(OP10和OP20)、上下料庫、翻轉機構和抽檢單元組成,可以完成熱處理前的粗精車工序。桁架為1v2形式,即一個機械手為兩臺車床換料。機械手為主機換料的時間為16s。

圖1 工序加工流程
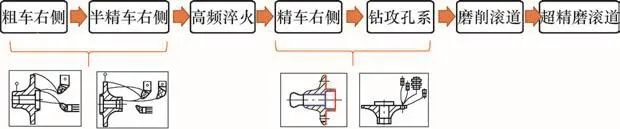
圖2 工序加工流程
輪轂軸承的鉆攻工序由上下料機器人組成的工作站完成,由一臺關節機器人配3臺立式加工中心組合,上料庫帶角向定位功能,輔助機器人給立式加工中心上料。三臺立式加工中心加工相同工序,可減少自動線的生產節拍。機器人為主機換料的時間為16s。
4.熱處理后精車工序加工的自動化設備
熱處理后的輪轂軸承法蘭面精車加工,由于切削量小,進給速度快,單個工件的加工時間短。一般的自動化設備不能滿足輪轂軸承的快節拍要求,大多數的配套廠商還在使用人工單機加工,極少數的輪轂軸承品牌廠商使用進口設備加工,在這種情況下,我公司開發出一款適用于輪轂軸承精車的專機自動生產線。
(1)整體結構布局
目前車床主流自動化設備有兩種,一種是桁架式機械手自動上下料,另一種是車床外部配關節機器人換料形式。這兩種形式都在機床外,在換料時有開關門和多余的移動時間導致換料時間在18s左右。與加工時間相同,效率低,導致生產線節拍不合理。
新型的精車工序自動化設備采用機內機器人形式,6軸關節機器人側掛在數控車床內部,省去了機床換料時的開關門時間,大大的提高了換料節拍。獨立的框架設計解決了機床的振動,保證了機床加工的穩定性。輪轂軸承熱處理后,通過傳輸料道傳送到精車自動線,通過翻轉機構將工件翻轉,到達輪轂軸承加工時的上料狀態,然后送入機床內部,機器人機械手抓取輪轂軸承工件,進入等待區域等候,零件加工完,機械手對主機進行工件換料,將加工完的輪轂軸承換下,然后機器人第6軸旋轉,將輪轂軸承毛坯料裝進主機夾具。機床進入加工程序,在主機切削工件的同時,機器人在機床內部換取新的毛坯料,等待機床加工完成,以上過程循環啟動,始終保持生產線22s的節拍,如圖4所示。
(2)加工夾具及防塵處理
設備加工為干切削,機器人選用IP67等級防護能有效的防護切削時產生的粉塵,可以延長關節機器人的使用壽命。工件通過特定的后拉卡盤夾持滾道面,定位輪轂軸承靠面,保證加工精度,如圖6所示。輪轂軸承中心加一路中心出氣,保證在加工工件時,中心孔位置產生氣體負壓,使外部粉塵及鐵屑不能進入夾,以防裝卡下一個工件時,產生偏移影響加工精度。
(3)與傳統單機設備優勢
生產線的節拍快,輪轂軸承右端面精車時間約為15s,關節機器人給主機的換料時間為7s,整線的生產節拍為22s。7s的換料時間解決了傳統人工換料時,人工的疲勞強度和換料速度,因為人工很難在22s的生產線節拍內,始終保持高強度工作。
高穩定性,通過高品質的外購件與高嚴格的裝配質量,能保證設備24h不間斷運行。

圖3 桁架式車床自動線
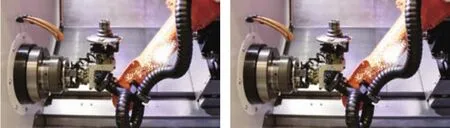
圖4 自動化設備
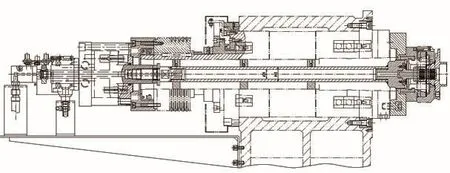
圖5 自動化設備夾具結構圖
高精度,輪轂軸承的右端面精車之后,作為后序磨削工序的基準定位面,因此嚴控達到右端面到滾道端面的高度差、端面的外徑及其圓度。
高品質,機床應用有限元法設計,關鍵部件床身、床鞍及主軸的扭轉剛性相較傳統機器大幅提高,熱變形小、主軸溫升低、振動小。
5.結語
本文介紹了一種輪轂軸承熱處理后的精車工工序的自動線,它彌補了國內設備現有的不足,解決了輪轂軸承自動化加工節拍慢的問題,加快了自動化生產線的效率,使國內現有設備向國際化市場又邁進了一步,隨著輪轂軸承的不斷發展,其加工設備也不斷的升級,在未來會有更多的自動化設備推向市場。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
