坐標鏜床ER32專用刀柄的制造
2018-07-27 09:10:06河南一工專用刀具有限公司新鄉453002葛建華
金屬加工(冷加工) 2018年7期
■ 河南一工專用刀具有限公司 (新鄉 453002) 葛建華
坐標鏜床是具有精密坐標定位裝置,用于加工高精度孔或孔系的一種鏜床。同時,它還可進行鉆孔、擴孔、鉸孔、銑削和精密刻線等工作,是一種用途廣泛的高精度機床。其坐標定位精度可達0.004~0.010mm,加工面的表面粗糙度值Ra=0.8μm。
我公司的T4263B雙柱坐標鏜床是中捷人民友誼廠生產的,從1979年出廠到現在已近40年了。由于設備定期保養做的好,其坐標定位精度在500mm長仍≤0.01mm,主要用來加工模具、夾具等精密工件的孔加工。
1.問題提出
一般來說,在鏜孔時需要考慮工藝性,即鏜削最小孔徑應≥φ12mm。因此操作人員常使用鉆夾頭來夾持刀具進行該定位銷孔的加工。其加工步驟:
(1)找正工件基準面,移動鏜床工作臺及橫梁,使定位銷孔的中心與鏜床主軸中心重合后,進行鎖緊定位。
(2)夾持中心鉆A2.5/6.3鉆出定位銷孔的中心孔。
(3)夾持直柄麻花鉆鉆孔至φ9mm。
(4)夾持改制的直柄立銑刀將孔擴至φ9.85mm。
(5)夾持直柄機用鉸刀將孔鉸削至尺寸φ10H7(+0.015+0)mm。
目前,在市場上買到的鉆夾頭夾持精度不高,經用百分表測量,夾持后的刀具刃部徑向圓跳動往往有0.02~0.05mm。特別是夾持鉆頭后進行鉆孔時偏擺量更大,有的達到了0.1mm以上,這樣就會造成鉆出的孔徑超大、鉆斜等情況,給后序的精加工帶來質量隱患。
因此,操作人員在使用鉆夾頭夾持刀具過程中,要反復轉動刀具,有時還要用百分表進行檢查,盡量將刀具偏擺量控制到0.01mm以內,以保證孔的加工精度。
為了方便理解,同時也方便查找,使用流程圖建立火電廠汽水循環圖,用于鏈接各個元件,表明各個元件之間的關系。流程圖里的主要設備都采用了思維導圖加圖片鏈接的方式進行系統的繪制。比如點擊圖中的汽包圖標,直接進入如下給水控制系統界面。
經分析,造成鉆夾頭夾持刀具偏擺量大的原因,主要是由于鉆夾頭的夾爪與刀具柄部外圓的夾持面過少引起的,有的夾爪與工件甚至是線接觸。這樣在切削加工過程中,隨著切削負荷的變化,會由于鉆夾頭的夾持力度不夠,造成刀具松動、偏擺,致使加工出的孔出現很多問題。
2.鏜床 ER32專用刀柄的設計及制造
ER彈簧夾頭是加工中心數控刀柄配套使用的夾頭,其性能穩定、夾緊力大,夾持范圍廣,精度高、裝卸簡單且價格便宜。因此,T4263B雙柱坐標鏜床完全可應用ER彈簧夾頭來解決刀具的夾持精度問題。ER彈簧夾頭有多種型號,考慮到實用性,選定型號為ER32,其夾持范圍為φ2~φ20mm,可以滿足使用要求。
T4263B雙柱坐標鏜床主軸的內錐孔錐度為3:20,這種錐度的ER刀柄在市場上難以購到,需要自行設計制造。刀柄的連接型式應參照鏜床原配的鏜銑頭錐柄型式,同時,還要考慮ER32彈性筒夾、鎖緊螺母的裝配情況,來設計ER32專用刀柄,經測繪后繪制出刀柄裝配圖(見圖1)。
圖2是ER32專用刀柄的零件圖,材料采用40Cr合金結構鋼制造,淬火硬度40~45HRC。
刀柄在制造過程中,需要注意以下工序:
(1)外圓磨工序:首先在磨削3:20外圓錐時,要求圓錐面的表面粗糙度值Ra<0.4μm,主要是該圓錐與鏜床主軸錐孔配合,如果圓錐表面質量太差的話,會造成鏜床主軸錐孔劃傷,影響配合精度。其次,錐度的測量應使用正弦規,正弦規L=200mm,H=29.832mm。另外,最好是先磨制一個錐度試棒,并與鏜床主軸錐孔配研接觸面,達到90%以上后,再精磨刀柄錐度至尺寸。
(2)內圓磨工序:磨削錐度為16°的內錐孔,要求與3:20外圓錐的同軸度不大于0.01mm。同時,16°的錐孔要用專用錐度塞規進行配研檢查,也可用ER32彈性筒夾配研接觸面,要求圓錐面表面粗糙度值Ra<0.4μm。
(3)螺紋磨工序:磨削與鎖緊螺母聯接用的螺紋M40×1.5-6h,要求與3:20外圓錐的同軸度≤0.01mm。
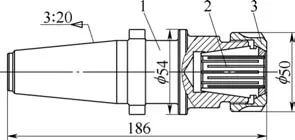
圖 1
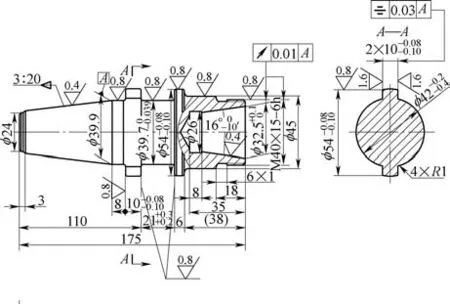
圖 2
ER32彈性筒夾與鎖緊螺母使用量較大,在市場上可以購到。其精度等級可選用AA級精度,跳動量≤0.01mm。
3. ER32彈簧夾頭的使用
安裝彈簧夾頭前,必須先把ER32彈性筒夾、鎖緊螺母的定位錐面清理干凈,并將彈性筒夾與鎖緊螺母傾斜一定的角度,輕輕的放入鎖緊卡槽內,然后把鎖緊螺母擰在ER32專用刀柄上。最后將ER32專用刀柄裝入T4263B雙柱坐標鏜床主軸內,用專用扳手固緊。此時可裝入銑刀或鉸刀等刀具,并用勾頭扳手固緊螺母以夾緊刀具。經用杠桿千分表檢測刀具刃部,跳動≤0.01mm,滿足了刀具夾持精度要求。在操作人員使用過程中,由于ER彈簧夾頭的夾緊力大,刀具切削性能穩定。同時,刀具的裝卸也很方便,大大提高了生產效率,很受操作人員歡迎。
雖然ER彈簧夾頭有很多優點,但在使用時也要注意以下兩點:
(1)彈簧夾頭必須用勾頭扳手緊固螺母以夾緊刀具,避免刀具在高速旋轉中飛出造成事故。
(2)嚴禁在彈簧夾頭未裝入刀具時鎖緊螺母,避免造成彈性筒夾變形或脆性碎裂。
