基于圖像處理下的強化研磨料磨損失效評價
2018-07-27 03:26:26劉曉初覃哲蕭金瑞趙傳陳宥丞
軸承 2018年11期
劉曉初,覃哲,蕭金瑞,趙傳,陳宥丞
(廣州大學 機械與電氣工程學院,廣州 510006)
強化研磨是一種基于復合加工方法、用于提高工件表面疲勞抗力的表面處理工藝[1],其操作簡便,效果明顯,成本低,加工精度高,可使軸承外圈表層具有殘余壓應力。強化研磨料的磨損程度決定強化研磨工藝下軸承外圈的加工效果[2-3]。
隨著加工行業的發展,關于研磨料磨損失效的研究日益增多。文獻[4-5]通過磨料磨損試驗探討了不同重熔時間對材料耐磨性的影響,并應用掃描電鏡觀察分析了涂層磨損表面形貌和磨損機理;文獻[6]用掃描電鏡觀察分析鋼丸磨損失效的形式,用質量比表征磨損形式比例,并分析磨損失效過程;文獻[7]通過歐文壽命試驗機對低鉻合金鑄鋼丸(S330)進行歐文壽命試驗,利用金相顯微鏡、掃描電子顯微鏡分析低鉻合金鑄鋼丸磨損失效形式。然而由于各種原因,電鏡下的表面微觀形貌圖存在圖片不夠清晰,圖像的判讀性和識別效果不佳,無法凸顯所需信息等問題。
現基于MATLAB平臺,將數字圖像處理技術應用于強化研磨軸承外圈工藝中研磨料的微觀形貌圖片處理[8-9],利用減影技術、圖像分割中的邊緣檢測和遺傳算法編寫相應程序[10-12],從而擴大圖像中不同物體特征之間的差別并抑制影響分析的圖像特征,改善圖像質量并豐富信息量,加強圖像判讀和識別,以期為評價強化研磨料是否磨損失效提供更精確的依據。
1 試驗
1.1 強化研磨加工機理
試驗用外圈為6207深溝球軸承外圈,材料為GCr15軸承鋼,其力學性能見表1。外圈強化研磨加工原理如圖1所示。圖中:α為高壓噴頭角度;η為氮氣噴頭角度;θ為左右支承間夾角;e為外圈與電磁吸盤的偏心距;ω為外圈轉速。強化研磨料與高壓氣體混合,經高壓噴射系統作用形成氣、液、固三相混合噴射流,與固定在夾具上的外圈表面產生隨機等概率碰撞,使外圈表面形成有效的疲勞抗力。強化研磨料包括:直徑為4 mm的鋼丸,粒度為178 μm的棕剛玉粉末以及富氮濃縮液。外圈初始表面硬度為61.0~62.5 HRC,表面粗糙度Ra為0.35~0.40 μm。強化工藝:噴射壓力為0.6 MPa,噴射角度為45°,噴射距離為50 mm,工件轉速為100 r/min。利用一批足量的研磨料對10個同樣的套圈分別進行25次循環(1次循環的時間為6 s)的強化研磨加工,整個試驗過程研磨料使用了250次循環。
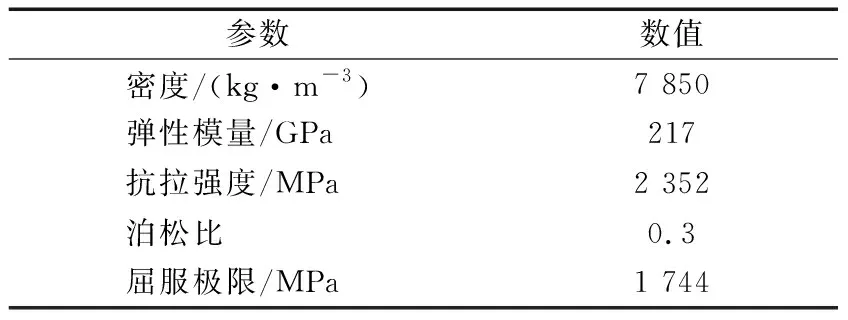
表1 GCr15軸承套圈材料力學性能Tab.1 Mechanical properties of bearing ring made of GCr15
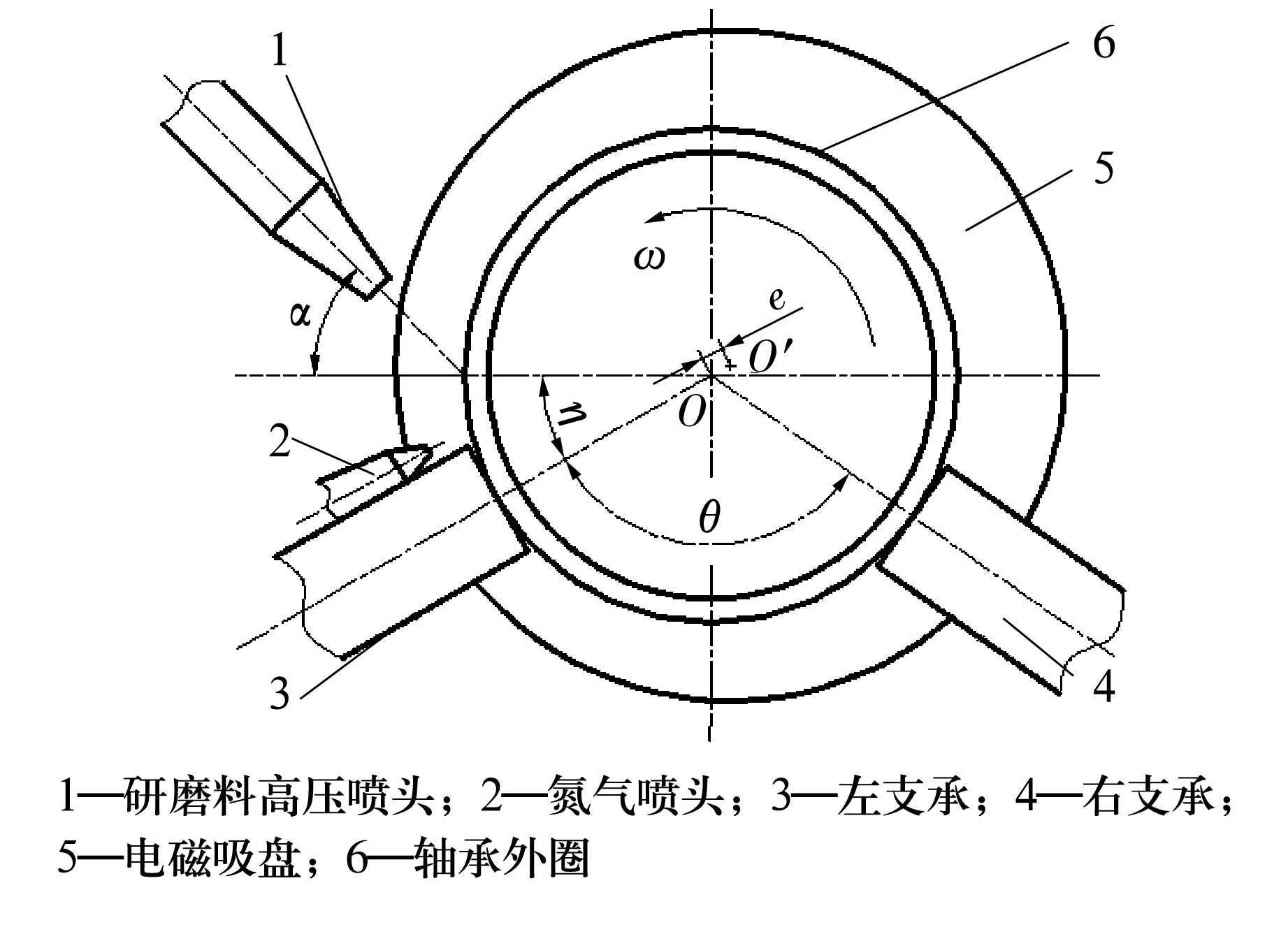
圖1 外圈強化研磨加工原理Fig.1 Principle of strengthening and polishing process for outer ring
1.2 試樣的制備及檢測
采用測量精度為0.5 μm的扭簧表和D913軸承直徑測量儀對加工前后10個軸承套圈的外徑進行測量,求出每個套圈平均直徑的去除量。分別取出經不同循環次數(125次、225次)的鋼丸和棕剛玉粉末,采用濃度為99.5%的丙酮溶液清洗劑浸泡6 h后烘干,目的是將樣品表面的污跡和雜質清洗干凈。最后用場發射掃描電子顯微鏡對處理過的鋼丸和棕剛玉粉末進行表面微觀形貌觀察。
2 結果與分析
2.1 套圈平均直徑去除量的變化分析
套圈平均直徑去除量d隨研磨料循環次數r的變化如圖2所示。由圖可知,研磨料經歷的循環次數越多,對套圈平均直徑的去除量越小。經歷0次、125次、225次循環的研磨料對套圈直徑去除量分別為5.73,2.25,0.15 μm,由此可見,與未經歷循環的研磨料相比,經歷125次循環的研磨料切削能力下降了60%,而經歷225次循環的研磨料切削能力下降了97%。
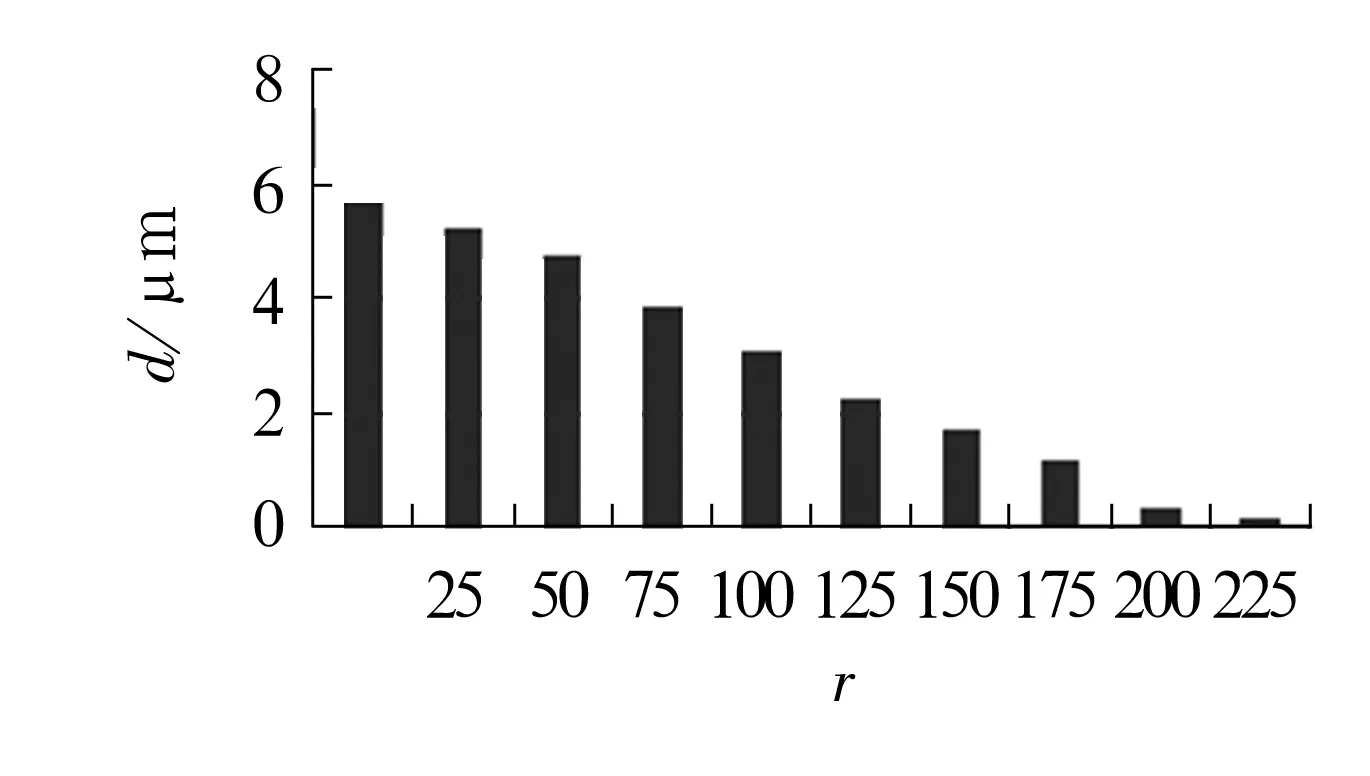
圖2 套圈平均直徑去除量隨研磨料循環次數的變化Fig.2 Variation of removal amount for average diameter of ring with cycle times of abrasive
下文將基于圖像處理技術,詳細分析經歷125次、225次循環后研磨料的微觀形貌,從而更準確地分析研磨料切削能力下降的原因以及評估研磨料的磨損。
2.2 鋼丸表面微觀形貌分析
圖像處理前強化研磨加工循環125,225次后鋼丸表面的SEM圖如圖3所示。
未加工的鋼丸表面在200倍掃描電鏡下呈灰色,而強化研磨加工后,掃描電鏡下鋼丸表面的放大圖在灰色背景下增添許多暗黑或黑色的區域,其隨著強化研磨加工循環次數的增加而不斷擴大。為更精確地分析強化研磨加工過程中鋼丸表面的磨損情況以及磨損分布,不僅要排除未磨損時鋼丸的灰色背景,更重要的是檢測出所增添黑色區域的邊緣,從而鑒定鋼丸的磨損程度。結合數字圖像處理中的減影技術將圖3中的背景顏色(灰色)消除。假設未加工的鋼丸表面微觀圖像為函數A(x,y),加工循環n次的鋼丸表面微觀形貌圖為A(x+Δx,y+Δy),設差圖像為C(x,y),則
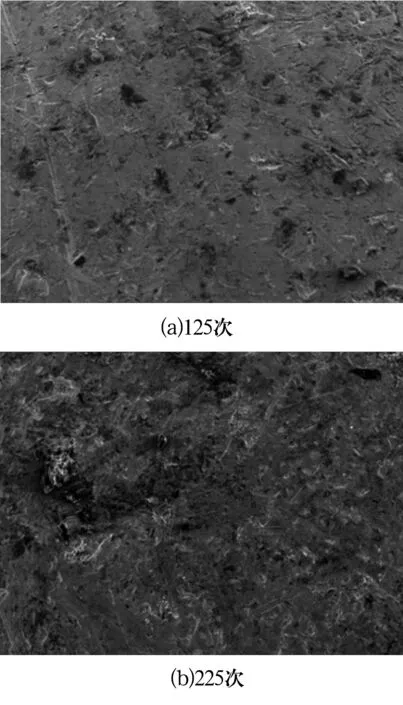
圖3 不同循環次數的鋼丸處理前SEM圖(×200)Fig.3 SEM images of steel shots with different cycle times before processing(×200)
C(x,y)=A(x+Δx,y+Δy)-A(x,y)。
(1)
編寫MATLAB程序可去除圖3的背景得到差圖像,如圖4所示。
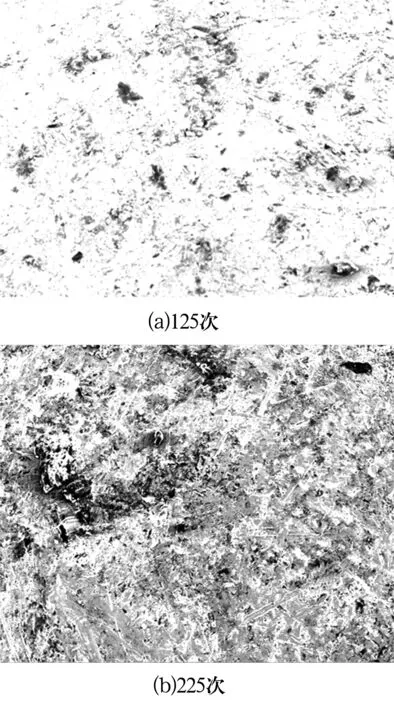
圖4 不同循環次數的鋼丸處理后SEM圖(×200)Fig.4 SEM images of steel shots with different cycle times after processing(×200)
由圖4可知,鋼丸表面的磨損情況清晰可見。對比圖4a和圖4b可知,隨著循環研磨次數增加,表面形貌從平整到出現缺陷,從光滑致密到散布細小的凹坑再到大凹坑。循環125次時,鋼丸表面僅散布微小刮痕,較小的淺黑斑也表明磨損區域凹坑較淺(圖4a);循環225次后,鋼丸表面出現了大凹坑松散表層和密集交錯的刮痕以及微細孔,整個表面形貌已完全發生改變,原始的平整光滑表層已被磨損(圖4b)。隨著強化研磨循環次數的增加,鋼丸表面出現許多凹坑與刮痕的原因是:高壓系統作用下的鋼丸反復與軸承溝道發生激烈碰撞,同時研磨料中存在棱角鋒銳的研磨粉,其在研磨過程中也會對鋼丸形成高速切削。
2.3 棕剛玉研磨粉表面微觀形貌分析
研磨前的研磨粉微觀形貌如圖5所示。由圖可知,初始狀態的棕剛玉研磨粉顆粒較大,棱角鋒銳,切削能力較強,其表面無松散的層狀結構和細微粉末。

圖5 研磨前研磨粉SEM圖(×200)Fig.5 SEM image of abrasive powder before grinding(×200)
圖像處理前經過125,225次循環后棕剛玉研磨粉的SEM圖如圖6所示。由圖可知,研磨粉已發生輾碎式磨損,但圖片較暗,所呈現的棕剛玉研磨粉顆粒較模糊。

圖6 不同循環次數的研磨粉處理前SEM圖(×200)Fig.6 SEM images of abrasive powder with different cycle times before processing(×200)
采用Laplace算子法處理循環不同次數后的棕剛玉研磨粉的微觀形貌圖像。
Laplace算子法是常用的邊緣增強處理算子,其為各向同性的二階導數。一個連續的二元函數f(x,y)在位置(x,y)處的Laplace運算定義為[10,12]
(2)
(3)
對數字圖像,參照(3)式可寫出圖像f(i,j)的一階偏導為
(4)
二階偏導為
(5)
根據(2)式可得輸出圖像g(i,j)為
(6)
(6)式可用Laplace算子模板表示為
(7)
H1等效于用Laplace算子增強圖像的邊緣和線條。利用Laplace算子法處理之后,循環125,225次后棕剛玉研磨粉的微觀形貌如圖7所示。
由圖7a可知,棕剛玉研磨粉經125次加工循環后,由許多新的細小輪廓可見,研磨粉已發生明顯的輾碎式磨損,僅有少量較大的研磨粉顆粒。
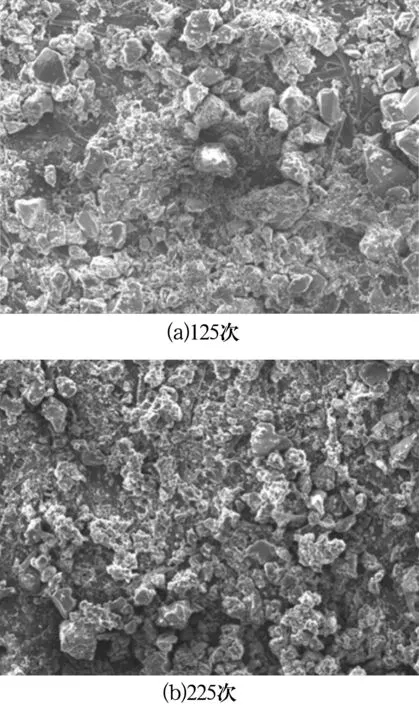
圖7 經Laplace算子處理后不同循環次數的研磨粉SEM圖(×200)Fig.7 SEM images of abrasive powder with different cycle times after Laplace operator treatment(×200)
這表明該狀態下的研磨粉已喪失原始的鋒銳棱角,對外圈表面的切削能力也將大大減弱,僅滿足在外圈表面進行的細微切削要求。由圖7b可知,經225次循環后,研磨粉被進一步磨損細化,圖7a中少量的較大顆粒已消失,出現更細小且輪廓不清晰的微小顆粒。此時,研磨粉對軸承表面的切削作用極其微弱。從輪廓形貌上看,此時的研磨粉形貌粉碎而松散,故可推斷循環225次的研磨粉發生了磨損失效。
3 結束語
將減影技術應用于強化研磨工藝中鋼丸表面的微觀形貌分析,清晰地呈現了經不同次數循環加工后鋼丸表面產生的磨損情況;利用邊緣增強處理技術處理棕剛玉研磨粉的表面微觀形貌,提高了強化研磨過程中研磨粉顆粒輪廓的判讀和識別。經過225次的循環加工后,研磨料發生了極大磨損且無法繼續在外圈的強化研磨工藝中使用。文中圖像處理技術對強化研磨工藝中研磨料的合理使用具有重要的參考意義。