選區(qū)激光熔化成型懸垂結(jié)構(gòu)特征模擬分析
2018-07-31 06:24:34林會(huì)杰沈理達(dá)姜金輝謝德巧梁繪昕范欽春
航空學(xué)報(bào) 2018年7期
關(guān)鍵詞:變形結(jié)構(gòu)
林會(huì)杰,沈理達(dá),*,姜金輝,謝德巧,梁繪昕,范欽春
1.南京航空航天大學(xué) 機(jī)電學(xué)院,南京 210016 2. 南京航空航天大學(xué) 航空宇航學(xué)院,南京 210016 3. 南京中科煜宸激光技術(shù)有限公司,南京 210046
自德國 Fraunhofer 激光研究所于1995年提出選區(qū)激光熔化(Selective Laser Melting, SLM)技術(shù)以來,該技術(shù)已發(fā)展成為增材制造技術(shù)的重要分支[1]。利用激光選擇性掃描特定區(qū)域金屬粉末使其快速熔化,之后在成型表面鋪薄層金屬粉,重復(fù)上述操作,層層堆積形成最終成型件。選區(qū)激光熔化技術(shù)成型精度高,加工周期短,成型件性能穩(wěn)定,可加工復(fù)雜結(jié)構(gòu)件,在航空、航天、醫(yī)療、汽車、設(shè)計(jì)開發(fā)等方向均有良好的應(yīng)用前景。國內(nèi)外學(xué)者對(duì)選區(qū)激光熔化材料屬性、加工環(huán)境、工藝匹配、后處理方式等也進(jìn)行了較為深入的研究。
選區(qū)激光熔化加工過程中高功率激光快速掃略粉床表面,局部快熱快冷導(dǎo)致成型件具有極不穩(wěn)定的溫度分布,較高的溫度梯度導(dǎo)致應(yīng)力增加,易出現(xiàn)變形甚至開裂等缺陷[2-3]。尤其在加工具有懸垂結(jié)構(gòu)的成型件時(shí),由于部分成型區(qū)域由粉末支撐,散熱條件差,幾何結(jié)構(gòu)的特性與較大的溫度梯度造成懸垂結(jié)構(gòu)加工過程中極易出現(xiàn)翹曲變形[4]。比利時(shí)魯汶大學(xué)Mercelis等[5]對(duì)其進(jìn)行了初步的研究,認(rèn)為金屬粉末導(dǎo)熱性差,無法有效將熱量傳出,熱量在熔池中積累導(dǎo)致熔池過大,最終導(dǎo)致出現(xiàn)大量懸垂物,提出通過在光路系統(tǒng)中增加監(jiān)測(cè)和反饋裝置,靈活改變激光掃描速度大小的方式改善懸垂面的成型質(zhì)量。華南理工大學(xué)王迪等[6]對(duì)SLM成型懸垂結(jié)構(gòu)的機(jī)理及工藝進(jìn)行初步探索,提出SLM技術(shù)成型懸垂結(jié)構(gòu)的質(zhì)量與能量輸入大小有密切聯(lián)系。意大利Calignano[7]研究不同材料對(duì)選區(qū)激光熔化成型懸垂結(jié)構(gòu)打印質(zhì)量的影響,并深入探討懸垂結(jié)構(gòu)支撐參數(shù)選擇等問題。南京理工大學(xué)劉婷婷等[8]針對(duì)懸垂結(jié)構(gòu)的傾斜角度與熔池行為之間的關(guān)系進(jìn)行研究,并通過熔池監(jiān)測(cè)系統(tǒng)分析掃描方式、傾斜角度與熔池尺寸之間的關(guān)系。南京航空航天大學(xué)顧冬冬等[9]針對(duì)SLM成型懸垂結(jié)構(gòu)表面質(zhì)量較差等問題進(jìn)行了仿真分析及實(shí)驗(yàn)驗(yàn)證,結(jié)果顯示由粉末支撐的懸垂區(qū)域熔池溫度較高,熔池面積較大。
然而,國內(nèi)外針對(duì)SLM成型懸垂結(jié)構(gòu)的研究還有待補(bǔ)充,選區(qū)激光熔化成型懸垂結(jié)構(gòu)翹曲變形需同時(shí)考慮幾何形狀與溫度分布的影響,懸垂結(jié)構(gòu)易產(chǎn)生翹曲變形的機(jī)理分析還需進(jìn)一步探討。本文擬通過選區(qū)激光熔化成型懸垂結(jié)構(gòu)過程的溫度場(chǎng)應(yīng)力場(chǎng)仿真對(duì)其翹曲變形機(jī)理進(jìn)行研究,探尋激光功率、掃描速度等工藝參數(shù)與選區(qū)激光熔化成型懸垂結(jié)構(gòu)發(fā)生翹曲變形之間的內(nèi)在聯(lián)系。
1 建立數(shù)學(xué)模型
采用ANSYS軟件對(duì)懸垂結(jié)構(gòu)成型過程進(jìn)行有限元仿真。分別針對(duì)其溫度場(chǎng)與應(yīng)力場(chǎng)分布進(jìn)行分析,討論懸垂結(jié)構(gòu)在選區(qū)激光熔化打印過程中的相關(guān)特點(diǎn)。
在選區(qū)激光熔化成型有限元模型中,共定義基板、打印件實(shí)體、打印件粉末3種材料類型,首先定義基板單元材料屬性為基板材料,成型區(qū)域單元材料屬性為粉末材料。利用生死單元技術(shù)[10]將基板材料以外的單元全部殺死,在打印每一層之前,首先激活當(dāng)前層的所有單元。激光束被視為不斷移動(dòng)位置的熱源,在每一步計(jì)算時(shí),在特定位置加載熱源,改變熱源位置材料屬性以反映材料在加熱過程中由粉末狀態(tài)變?yōu)閷?shí)體狀態(tài),并重新定義適合的邊界條件,計(jì)算完成后刪除熱源及邊界條件,進(jìn)行下一步的設(shè)置。在計(jì)算應(yīng)力分布時(shí),將每一步的溫度場(chǎng)結(jié)果作為溫度載荷施加到零件對(duì)應(yīng)位置,在基板底部施加位移約束,限制其變形。同樣利用生死單元對(duì)打印過程進(jìn)行仿真,整體循環(huán)計(jì)算過程與溫度場(chǎng)仿真相似,這里不再重復(fù)。
1.1 初始條件與邊界條件
結(jié)合選區(qū)激光熔化技術(shù)實(shí)際成型環(huán)境,設(shè)置環(huán)境溫度為20 ℃,基板預(yù)熱溫度為80 ℃。根據(jù)熱平衡理論,粉床表面與周圍環(huán)境能量傳遞方式為熱對(duì)流與熱輻射,屬于第3類邊界條件,其平衡公式[11]為
(1)
式中:k為導(dǎo)熱系數(shù);T為樣件溫度;n為樣件邊界表面外法線方向;Q為熱流率;Ta為環(huán)境溫度;Tb為樣件邊界溫度;h為對(duì)流換熱系數(shù);εe為熱輻射系數(shù);σ為 Stefan-Boltzman 常數(shù)(σ=5.67×10-8W2·m-2·K-4)。
在對(duì)選區(qū)激光熔化過程進(jìn)行溫度場(chǎng)與應(yīng)力場(chǎng)模擬時(shí),材料在不同溫度下的膨脹收縮過程會(huì)涉及到參考溫度的設(shè)置。材料由于溫度變化引起的變形計(jì)算公式為
L=L0[1+α(T-T0)]
(2)
式中:L0為變形前長(zhǎng)度;L為變形后長(zhǎng)度;T0為參考溫度;α為線膨脹系數(shù)。基板取環(huán)境溫度作為參考溫度。成型件初始形態(tài)是粉末形態(tài),經(jīng)過升溫變?yōu)橐簯B(tài),后變?yōu)橹旅艿墓虘B(tài),由于粉末較為松散,彈性模量幾乎為零,在膨脹過程中沒有應(yīng)力積累,在粉末到液態(tài)過程中溫度帶來的膨脹影響忽略不計(jì),從液態(tài)到固態(tài)過程開始才有內(nèi)應(yīng)力的產(chǎn)生,因此文中將參考溫度設(shè)置為金屬固相線溫度。
在應(yīng)力計(jì)算方面,為了簡(jiǎn)化計(jì)算,假設(shè)材料變形滿足von Mises屈服準(zhǔn)則,并服從流動(dòng)準(zhǔn)則與雙線性強(qiáng)化準(zhǔn)則。
1.2 材料屬性
針對(duì)選區(qū)激光熔化技術(shù)常用的材料AlSi10Mg進(jìn)行有限元仿真。涉及到的材料屬性有AlSi10Mg固體狀態(tài)參數(shù)、液體狀態(tài)參數(shù)以及粉末狀態(tài)參數(shù),AlSi10Mg固體狀態(tài)部分性能參數(shù)設(shè)置[12]如表1所示。
粉末狀態(tài)與液體狀態(tài)的參數(shù)設(shè)置根據(jù)具體情況進(jìn)行相應(yīng)調(diào)整。固體狀態(tài)與液體狀態(tài)下的AiSi10Mg材料彈性模量、屈服強(qiáng)度等近似為零,在計(jì)算過程中,彈性模量等參數(shù)設(shè)置為零容易引起計(jì)算結(jié)果發(fā)散,無法得出計(jì)算結(jié)果。本文將此參數(shù)設(shè)置為固體材料的0.01倍,以保證計(jì)算結(jié)果收斂且計(jì)算結(jié)果偏差在可控范圍內(nèi)。
Rombouts等研究發(fā)現(xiàn),粉末有效導(dǎo)熱系數(shù)由粉末粒度、固體與氣體百分比等決定,粉末有效導(dǎo)熱系數(shù)kp的表達(dá)式為[13]
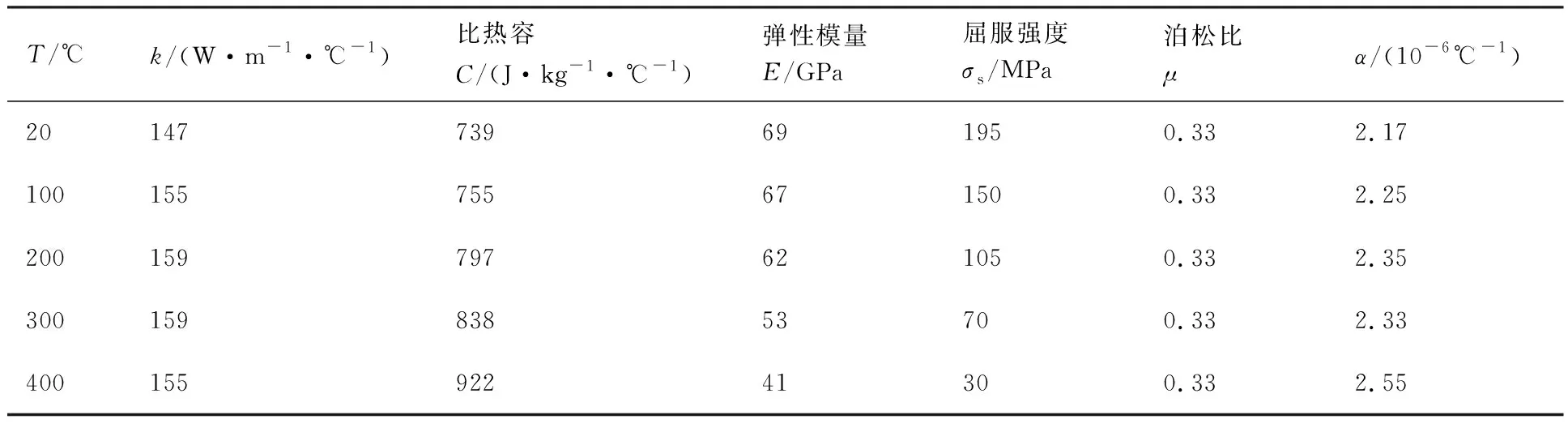
表1 AlSi10Mg部分性能參數(shù)[12]Table 1 Partial performance parameters of AlSi10Mg[12]
(3)
式中:kg和ks分別為保護(hù)氣體和實(shí)體金屬材料的導(dǎo)熱系數(shù);φ為粉末的孔隙率。粉床輻射導(dǎo)致的吸收系數(shù)kr的表達(dá)式為
kr=4FσTp3Dp
(4)
式中:Dp為粉末顆粒的平均粒徑;Tp為粉末顆粒的溫度;F為表觀系數(shù)。
(5)
式中:Ql為潛熱;Tl為液相線;Ts為固相線。
AlSi10Mg材料液相線溫度為595 ℃,固相線溫度為555 ℃,潛熱為3.9×105J/kg,在液相線溫度與固相線溫度之間材料本身比熱容與相變等效比熱容之和為10 672 J/(kg·℃)。
1.3 熱 源
激光熱源的功率密度分布為高斯模型函數(shù)[15],SLM加工過程中激光平均面能量密度可達(dá)2×106W/cm2,如此高的能量密度導(dǎo)致熔池內(nèi)部呈現(xiàn)不穩(wěn)定狀態(tài),出現(xiàn)熔池波動(dòng),熔滴飛濺等現(xiàn)象[16-17]。部分激光能量透過粉末顆粒與熔池內(nèi)孔隙沿垂直方向進(jìn)行傳遞。假設(shè)單位深度內(nèi)激光透過材料所造成損耗率保持一致,則激光熱源沿垂直方向功率密度分布呈現(xiàn)指數(shù)衰減,這種指數(shù)衰減熱源模型在同樣為高能量密度的激光深熔焊領(lǐng)域也得到應(yīng)用并得到了良好的仿真效果[18]。指數(shù)衰減熱源模型為
Il=I0exp(-εl)
(6)

(7)
式中:Il為垂直方向深度為l的平面內(nèi)體熱流密度的面積分;I0為鋪粉表面體熱流密度的面積分;ε為衰減系數(shù);P為激光功率;A為材料對(duì)激光的吸收率。假設(shè)在0.05 mm處面激光功率為鋪粉上表面激光功率的5%,則可計(jì)算其衰減系數(shù)ε=60 mm-1。每個(gè)平面內(nèi)體熱流密度均符合高斯分布:
(8)
(9)
式中:I(r,l)為深度為l、光斑軸心距離為r處的體熱流密度;r為粉床上任一點(diǎn)距光斑軸心距離的距離;Rl為深度為l處的熱源半徑;R0為光斑半徑。
對(duì)式(6)~式(9)進(jìn)行整理,最終熱源模型表達(dá)式如式(10)所示,熱源模型能量分布如圖1所示。
Alemi,Sarab和Lari嘗試讓學(xué)生借助手機(jī)SMS功能實(shí)施學(xué)術(shù)英語詞匯的學(xué)習(xí)。實(shí)驗(yàn)組中的28個(gè)學(xué)生使用手機(jī)SMS功能每周學(xué)習(xí)兩次,每次學(xué)習(xí)十個(gè)單詞和例句,而對(duì)照組的17個(gè)學(xué)生則使用字典學(xué)習(xí)了相同詞匯。16周的研究結(jié)束后,學(xué)生參加了第一次詞匯測(cè)試,結(jié)果兩組學(xué)生成績(jī)旗鼓相當(dāng)。在間隔一段時(shí)間后對(duì)學(xué)生進(jìn)行的第二次詞匯測(cè)試中,實(shí)驗(yàn)組的成績(jī)明顯好于對(duì)照組。該結(jié)果對(duì)教師具有一定指導(dǎo)意義,說明教師完全可以借用手機(jī)SMS功能將學(xué)生對(duì)詞匯的短期記憶轉(zhuǎn)變?yōu)殚L(zhǎng)期記憶[3]。
(10)
2 仿真結(jié)果
在網(wǎng)格劃分方面,綜合考慮模擬精度要求與計(jì)算效率,基材部分選用網(wǎng)格尺寸為0.4 mm×0.4 mm×0.4 mm,成型件網(wǎng)格尺寸為0.015 mm×0.015 mm×0.006 mm。溫度場(chǎng)仿真采用SOLID70熱單元,應(yīng)力場(chǎng)采用SOLID45單元。參考實(shí)際選區(qū)激光熔化設(shè)備打印參數(shù),以表2參數(shù)作為其初始條件。
以常見的蛇形掃描策略進(jìn)行4層4道有限元仿真,建立如圖2所示三維有限元模型。觀測(cè)點(diǎn)A、B、C分別位于打印件頂部同一掃描道內(nèi)非懸垂邊緣位置、打印件中心位置及懸垂結(jié)構(gòu)位置,觀測(cè)點(diǎn)D、E、F分別位于打印件底部非懸垂邊緣點(diǎn)、打印件中心、懸垂邊緣點(diǎn)處。
2.1 溫度分析
圖3為選區(qū)激光熔化技術(shù)打印懸垂結(jié)構(gòu)激光在不同位置的熔池形貌與溫度分布。可以看出,熔池形狀呈橢球型,如圖3(d)所示,懸垂結(jié)構(gòu)區(qū)域熔池尺寸最大,非懸垂邊緣區(qū)域熔池尺寸次之,打印件中心熔池尺寸最小。與熔池尺寸變化規(guī)律類似,在掃描懸垂區(qū)域時(shí)熔池溫度與溫度梯度最大,掃描非懸垂邊緣區(qū)域時(shí)次之,掃描打印件內(nèi)部區(qū)域時(shí)最小。在掃描打印件懸垂區(qū)域位置時(shí)熔池最高溫度達(dá)到1 570 ℃,Z向溫度梯度最大值達(dá)到3 420 ℃/mm;掃描非懸垂邊緣區(qū)域時(shí)熔池最高溫度為1 303 ℃,Z向溫度梯度最大值為3 328 ℃/mm;在掃描中心區(qū)域時(shí)最高溫度僅為1 233 ℃,Z向溫度梯度最大值僅為3 280 ℃/mm。由于使用蛇形掃描策略,在掃描過程中光源在打印件邊界附近停留時(shí)間較長(zhǎng),且在邊緣位置靠近粉末材料,粉末材料散熱較慢,熱量無法及時(shí)散失,導(dǎo)致邊緣處熔池溫度與溫度梯度較高,熔池面積較大。而由于懸垂位置與粉末接觸的面積比其他邊界與粉末接觸的面積大,粉末的導(dǎo)熱率較低,熱量在懸垂位置不斷累積最終導(dǎo)致熔池溫度及溫度梯度最高,熔池尺寸最大。

表2 有限元仿真參數(shù)設(shè)置Fig.2 Parameters setting of finite element simulation
2.2 應(yīng)力分析
圖4為懸垂結(jié)構(gòu)D、E、F這3個(gè)觀測(cè)點(diǎn)的時(shí)間-等效應(yīng)力曲線。從圖4(a)中可以看出,打印件邊緣點(diǎn)等效應(yīng)力隨打印層數(shù)的增加而升高,但其增長(zhǎng)速度逐漸放緩,打印件內(nèi)部等效應(yīng)力隨打印層數(shù)的增加而降低,但降低幅度并不顯著。打印件邊緣及懸垂位置應(yīng)力值略大于打印件中心位置應(yīng)力值,較易出現(xiàn)裂紋。主要原因有以下兩點(diǎn):打印件懸垂位置及其他邊緣位置由于處于打印件邊角位置,極易產(chǎn)生應(yīng)力集中現(xiàn)象;同時(shí)邊緣熱量無法有效散失,熔池面積大,溫度梯度高,冷卻后產(chǎn)生的殘余應(yīng)力大,兩個(gè)原因綜合造成其在懸垂位置與邊緣位置具有較大的應(yīng)力。
如圖4(b)所示,等效應(yīng)力在打印過程中出現(xiàn)明顯波動(dòng),這是由于在打印過程中光源在成型件表面掃略,在光源靠近觀察點(diǎn),溫度升高時(shí),打印件內(nèi)部應(yīng)力得到釋放,等效應(yīng)力值變小。在光源遠(yuǎn)離觀察點(diǎn),溫度降低時(shí),打印件內(nèi)部熱應(yīng)力再次出現(xiàn),等效應(yīng)力值變大。光源不斷靠近遠(yuǎn)離觀察點(diǎn)導(dǎo)致等效應(yīng)力出現(xiàn)明顯波動(dòng)。工件中心位置部分殘余應(yīng)力在不斷升溫降溫的過程中得到消除,而邊緣位置卻因?yàn)榇蛴∠乱粚訒r(shí)應(yīng)力傳遞導(dǎo)致其殘余應(yīng)力不斷上升。
2.3 變形分析
圖5為打印完成后懸垂結(jié)構(gòu)變形示意圖。可以看出,在懸垂結(jié)構(gòu)位置出現(xiàn)最大變形,由2.2節(jié)可知在邊緣位置由于其特殊的結(jié)構(gòu),激光掃描懸垂位置時(shí)熔池溫度較高,溫度梯度較大,易出現(xiàn)較大的熱應(yīng)力,同時(shí)懸垂位置由于自身的形狀導(dǎo)致剛度較差,在受到較高熱應(yīng)力時(shí)極易發(fā)生翹曲變形。
為研究懸垂結(jié)構(gòu)翹曲變形大小與激光功率、掃描速度的關(guān)系,選取相同線能量輸入密度,不同掃描速度與激光功率的參數(shù)進(jìn)行單道多層有限元仿真[19]。由于實(shí)際打印過程中鋪粉層厚為24 μm、光斑直徑在0.1 mm左右,網(wǎng)格過多將造成計(jì)算效率過低,因此采用單道5層進(jìn)行仿真,打印件尺寸為0.12 mm×0.12 mm×0.36 mm。激光功率與掃描速度參數(shù)設(shè)置如表3所示。其仿真結(jié)果如圖6所示。圖6中X軸為基板平面所處位置,X軸零點(diǎn)位置為懸垂邊與基板交點(diǎn)位置,層數(shù)為5,層厚0.024 mm,在Z=0.12 mm處為模型變形前頂層平面。可以看出,在線能量輸入密度相同時(shí),激光功率越高,打印件懸垂位置變形越大。
Table3Simulationparameterssettingofsinglechannelmultilayer
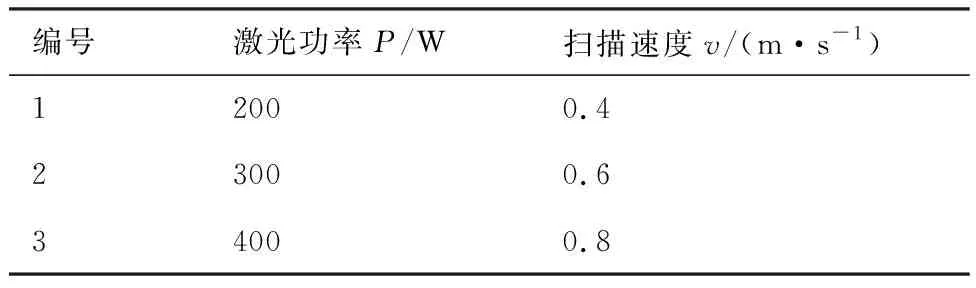
編號(hào)激光功率P/W掃描速度v/(m·s-1)12000.423000.634000.8
3 試驗(yàn)驗(yàn)證與理論分析
為驗(yàn)證仿真結(jié)果的準(zhǔn)確性,本文設(shè)計(jì)試驗(yàn)與前期仿真實(shí)驗(yàn)進(jìn)行對(duì)比。采用英國雷尼紹公司AM250設(shè)備進(jìn)行懸垂結(jié)構(gòu)件成型,粉末材料為AlSi10Mg,粒度為15~53 μm。試驗(yàn)件尺寸是仿真模型所用幾何模型尺寸的10倍,激光功率與掃描速度按照表3進(jìn)行設(shè)置,其余工藝參數(shù)與仿真所用工藝參數(shù)保持一致。將懸垂結(jié)構(gòu)試驗(yàn)件沿X-Z平面剖開,表面使用金相砂紙打磨至5000目,使用絨布配合W2研磨膏粗拋,精拋布配合W0.5研磨膏精拋,0.4%氫氟酸水溶液腐蝕后在蔡司顯微鏡下觀察其微觀組織。從顯微鏡中可清晰觀察到熔池邊界在每一層中的位置,可間接反映在打印每一層過程中懸垂位置的翹曲變形尺寸。利用繪圖軟件將3個(gè)樣件的第50層熔池邊界突出標(biāo)示,如圖7所示。
圖7中X軸為基板平面所處位置,X軸零點(diǎn)位置為懸垂邊與基板交點(diǎn)位置,層數(shù)為50,層厚為0.024 mm,Z=1.2 mm處為試驗(yàn)件變形前頂層平面。從試驗(yàn)結(jié)果可以看出,在打印懸垂結(jié)構(gòu)過程中,懸垂位置易出現(xiàn)翹曲變形。在相同線能量輸入密度情況下,激光功率越高,懸垂位置翹曲變形越嚴(yán)重,與仿真結(jié)果相符。同時(shí)從圖中可以看出,在懸垂位置變形量隨著打印層數(shù)的增加而不斷升高。在相同線能量輸入密度下,激光功率越高,掃描速度越快,溫度梯度增大,熱應(yīng)力增大,最終懸垂位置出現(xiàn)較大的變形。
圖8為激光功率為300 W,掃描速度為0.6 m/s時(shí),樣件X-Z方向斷面光學(xué)顯微組織,從圖中可以看出懸垂位置出現(xiàn)較多氣孔,尺寸在10 μm左右。在打印懸垂結(jié)構(gòu)過程中,懸垂結(jié)構(gòu)位置單位時(shí)間熱累積較大,熱量無法及時(shí)散失,熔池內(nèi)部能量較大導(dǎo)致熔池邊界不穩(wěn)定,不穩(wěn)定的掃描軌跡影響打印件熔道的搭接質(zhì)量,最終在懸垂位置出現(xiàn)大量氣孔[20],同時(shí)較高的熱能量輸入產(chǎn)生的金屬氣化與溶解氣體析出也造成部分氣孔殘留[21]。這也從側(cè)面證明了激光經(jīng)過懸垂位置時(shí)熔池具有較高的溫度,與前期仿真結(jié)果相一致。
從以上仿真及實(shí)驗(yàn)結(jié)果可以看出,在使用選區(qū)激光熔化技術(shù)成型含有懸垂結(jié)構(gòu)打印件時(shí),懸垂結(jié)構(gòu)位置熱量無法及時(shí)散失導(dǎo)致溫度急劇升高,熔池尺寸變大。較高的溫度導(dǎo)致懸垂位置出現(xiàn)較多孔隙,成型質(zhì)量較差。高溫度梯度引起較大的熱應(yīng)力,懸垂結(jié)構(gòu)剛度較差,在熱應(yīng)力的作用下出現(xiàn)較為嚴(yán)重的變形,出現(xiàn)向上翹曲的現(xiàn)象[22]。同時(shí)由于熱累積使沉積溫度提高、沉積量增加最終造成懸垂位置向上翹曲。本文對(duì)選區(qū)激光熔化成型懸垂結(jié)構(gòu)的過程進(jìn)行有限元仿真,分析打印懸垂結(jié)構(gòu)過程中溫度場(chǎng)分布與結(jié)構(gòu)變形規(guī)律。通過實(shí)驗(yàn)與仿真兩種方式分析在相同線能量輸入密度下激光功率對(duì)懸垂結(jié)構(gòu)翹曲的影響,并得出一致結(jié)論:在相同線能量輸入密度下激光功率越大翹曲變形越嚴(yán)重。可以看出,有限元仿真結(jié)果能夠較好地預(yù)測(cè)試驗(yàn)結(jié)果。
4 結(jié) 論
1) 在成型懸垂結(jié)構(gòu)過程中,熔池狀態(tài)隨掃描位置的不同而產(chǎn)生相應(yīng)變化。在掃描懸垂區(qū)域時(shí)熔池尺寸、熔池溫度與溫度梯度最大,掃描非懸垂邊緣區(qū)域時(shí)次之,掃描打印件內(nèi)部區(qū)域時(shí)最小。懸垂結(jié)構(gòu)附近與打印件內(nèi)部相比具有更多孔隙。
2) 仿真結(jié)果顯示,邊緣位置與懸垂位置具有較大應(yīng)力值,隨著打印層數(shù)的增多應(yīng)力值不斷增大,但增長(zhǎng)速度逐漸降低;而中心位置等效應(yīng)力值隨著打印層數(shù)的增加而減小。
3) 在打印懸垂區(qū)域時(shí)易出現(xiàn)翹曲變形,在其他參數(shù)不變,激光功率與掃描速度比值為定值時(shí),激光功率越大,打印件懸垂結(jié)構(gòu)位置翹曲變形越嚴(yán)重。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
