采用金屬陶瓷涂層的自潤(rùn)滑關(guān)節(jié)軸承性能分析
2018-08-04 05:59:00黃雄榮
軸承 2018年7期
黃雄榮
(上海市軸承技術(shù)研究所,上海 201801)
1 概述
自潤(rùn)滑關(guān)節(jié)軸承由內(nèi)圈(內(nèi)圈表面涂層)、外圈和自潤(rùn)滑材料組成(圖1),具有結(jié)構(gòu)簡(jiǎn)單緊湊、承載能力大、可靠性高、免維護(hù)等優(yōu)點(diǎn),其自潤(rùn)滑的特點(diǎn)突破了傳統(tǒng)關(guān)節(jié)軸承使用條件,可用于不易維護(hù)、封閉的部件,因此在航空、風(fēng)電、船舶等領(lǐng)域獲得越來(lái)越廣泛的應(yīng)用[1]。
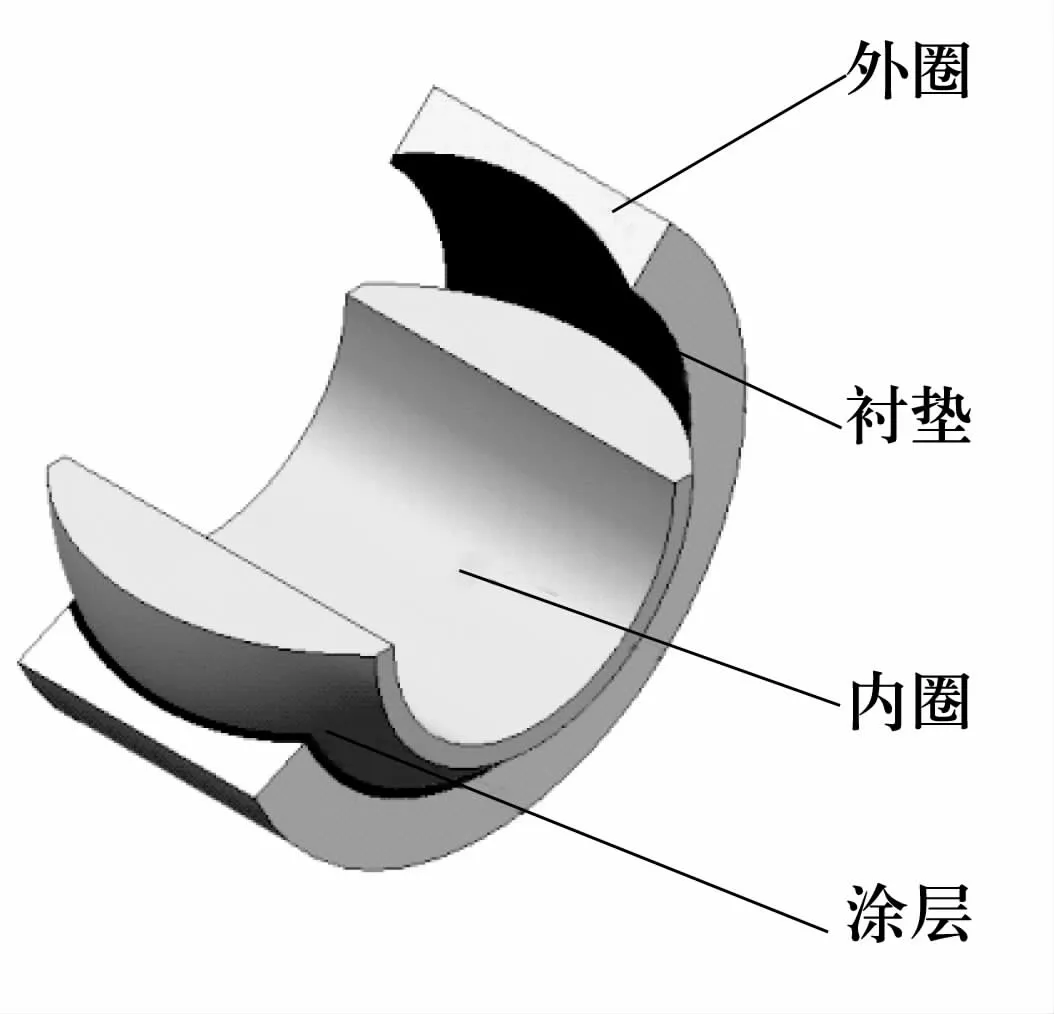
圖1 自潤(rùn)滑關(guān)節(jié)軸承Fig.1 Self-lubricating spherical plain bearing
國(guó)內(nèi)對(duì)自潤(rùn)滑關(guān)節(jié)軸承研制起步較晚,近年來(lái)逐步突破軸承的設(shè)計(jì)、材料、工藝、試驗(yàn)技術(shù),形成了一套自主的研發(fā)體系和技術(shù)力量。但與國(guó)外相比,國(guó)內(nèi)自潤(rùn)滑關(guān)節(jié)軸承的理論和標(biāo)準(zhǔn)體系尚未建立,材料的種類少,且與國(guó)外存在差異,表面技術(shù)在自潤(rùn)滑關(guān)節(jié)軸承上的應(yīng)用較少(主要為鍍鉻、鈍化),襯墊品種單一,不能滿足高溫、高頻、高載等工況的應(yīng)用需求。
國(guó)內(nèi)自潤(rùn)滑關(guān)節(jié)軸承內(nèi)圈采用馬氏體不銹鋼材料G95Cr18(或G102Gr18Mo),在內(nèi)圈外球面表面進(jìn)行電鍍鉻處理能滿足基本軸承的承載和耐磨要求,但其在鹽霧環(huán)境中易快速生銹,不能滿足耐鹽霧腐蝕的要求(GJB 150—2009《軍用裝備實(shí)驗(yàn)室環(huán)境試驗(yàn)方法》中耐鹽霧96 h不生銹),且在高速輕載、低速重載擺動(dòng)的工況下,尤其是在高速輕載工況下,軸承自潤(rùn)滑襯墊和內(nèi)圈球面磨損快,在軸承服役壽命內(nèi)快速失效,不能滿足產(chǎn)品壽命要求。
高速火焰噴涂(HVOF)可以克服等離子熱噴涂涂層孔隙多、結(jié)合強(qiáng)度不高的弱點(diǎn),使金屬陶瓷涂層具有高硬度、強(qiáng)度,優(yōu)良的耐磨性、斷裂性,同時(shí)具有化學(xué)性能穩(wěn)定、摩擦因數(shù)低及耐熱耐氧化性能良好等優(yōu)點(diǎn)[2-3]。鑒于此,現(xiàn)采用HVOF金屬陶瓷涂層的方法改性自潤(rùn)滑關(guān)節(jié)軸承內(nèi)圈的外球面,替代傳統(tǒng)硬鉻,研究軸承的耐鹽霧腐蝕、耐磨損性能。
2 金屬陶瓷涂層的性能指標(biāo)
2.1 孔隙率
熱噴涂金屬陶瓷主要通過(guò)熔融的涂層顆粒高速撞擊工件,在工件表面不斷堆疊形成改性涂層,因此涂層不可避免存在堆疊的孔隙。
孔隙率直接反映金屬陶瓷涂層的致密性,太致密的涂層會(huì)造成涂層的應(yīng)力集中,容易開(kāi)裂,不利于后期加工和抗沖擊;太疏松的涂層(孔隙率>8%)直接影響其結(jié)合性能和耐磨損性能。適當(dāng)?shù)目紫斗植加兄谖諊娡窟^(guò)程中產(chǎn)生的熱應(yīng)力和涂層工作中的沖擊性能[2]。
金屬陶瓷涂層的縱截面光學(xué)顯微鏡(OP)形貌如圖2所示。由圖可知,縱截面存在細(xì)小孔隙,最大孔徑約為1.5μm,涂層孔隙率約為1%。

圖2 縱截面OP形貌Fig.2 OPmorphology of longitudinal section
2.2 硬度
提高硬度能有效提高內(nèi)圈外球面耐磨損性能。軸承內(nèi)圈基體材料為G95Cr18,采用淬火、時(shí)效的熱處理工藝,熱處理后硬度為55~62 HRC(596~745 HV0.3)。內(nèi)圈通過(guò)熱噴涂金屬陶瓷后的設(shè)計(jì)涂層硬度不小于1 000 HV0.3。金屬陶瓷涂層表面硬度采用顯微維氏硬度法測(cè)量,通過(guò)多點(diǎn)測(cè)量,涂層表面硬度為1 123~1 333 HV0.3,平均值為1 199 HV0.3。
3 試驗(yàn)
3.1 耐腐蝕試驗(yàn)
對(duì)分別采用無(wú)表面處理、電鍍硬鉻和金屬陶瓷涂層的軸承內(nèi)圈(內(nèi)徑17 mm),按照GJB 150.11A—2009《軍用裝備實(shí)驗(yàn)室環(huán)境實(shí)驗(yàn)方法第11部分:鹽霧試驗(yàn)》方法,在HS-101C鹽霧試驗(yàn)機(jī)上進(jìn)行鹽霧試驗(yàn)。試驗(yàn)溫度為(35±2)℃;鹽溶液濃度為5%±1%;鹽液pH值為6.5~7.2;鹽霧沉降率為1~3 mL/(80 cm2·h);采用24 h噴鹽霧和24 h干燥2種狀態(tài)交替模式。
3.2 磨損壽命試驗(yàn)
對(duì)采用金屬陶瓷改性層的自潤(rùn)滑關(guān)節(jié)軸承,即PTFE自潤(rùn)滑復(fù)合材料襯墊與金屬陶瓷摩擦副,分別在高速輕載和低速重載工況下進(jìn)行磨損壽命考核,并與采用傳統(tǒng)硬鉻的軸承進(jìn)行壽命對(duì)比。
3.2.1 高速輕載擺動(dòng)磨損壽命試驗(yàn)
按照SAE AS 81819—2010《高速擺動(dòng)自潤(rùn)滑關(guān)節(jié)軸承技術(shù)規(guī)范》,在高速壽命試驗(yàn)機(jī)SDZ-50上進(jìn)行試驗(yàn)。試驗(yàn)溫度為15~35℃;相對(duì)濕度為20%~80%;擺動(dòng)頻率為3.6 Hz;最大擺角為12°;平均壓強(qiáng)為40 MPa。
3.2.2 低速重載擺動(dòng)磨損壽命試驗(yàn)
按照SAE AS 81820—2014《低速擺動(dòng)自潤(rùn)滑關(guān)節(jié)軸承技術(shù)規(guī)范》在低速壽命試驗(yàn)機(jī)SDZ300上進(jìn)行試驗(yàn)。試驗(yàn)溫度為15~35℃;相對(duì)濕度為20% ~80%;擺動(dòng)頻率為0.2 Hz;最大擺角為±25°;平均壓強(qiáng)為250 MPa。
4 結(jié)果與分析
4.1 耐腐蝕性能
在相同表面粗糙度(Ra=0.8μm)水平下,不同表面改性試樣的耐鹽霧腐蝕性能見(jiàn)表1。由表可知,無(wú)表面處理的內(nèi)圈一般在48 h內(nèi)生銹;采用電鍍硬鉻的內(nèi)圈表面在96 h內(nèi)生銹;采用金屬陶瓷涂層的內(nèi)圈表面在288 h后尚未生銹。文獻(xiàn)[4]通過(guò)HVOF加工的金屬陶瓷涂層,其耐鹽霧腐蝕能力強(qiáng)于電鍍硬鉻;文獻(xiàn)[5]開(kāi)展的航空起落架上采用類似成分的金屬陶瓷涂層750 h不生銹。由此可知,試驗(yàn)結(jié)果與國(guó)外的研究結(jié)論一致。
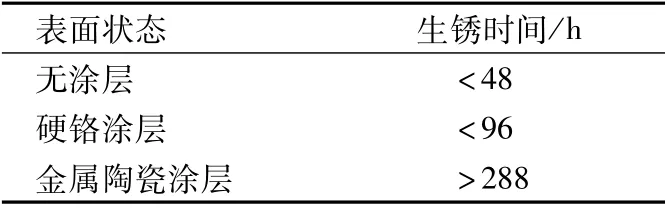
表1 不同表面狀態(tài)試樣的耐鹽霧腐蝕性能Tab.1 Corrosion resistance to salt spray of samples with different surface states
用3D顯微鏡和掃描電鏡觀察電鍍硬鉻涂層形貌,結(jié)果如圖3所示。由圖可知,硬鉻鍍層內(nèi)部存在微裂紋(圖3a),不可避免會(huì)產(chǎn)生穿透性裂紋;涂層貫穿裂紋(圖3b)將導(dǎo)致腐蝕介質(zhì)從表面滲透至界面而腐蝕基體,特別是腐蝕液體中的氯離子,易造成不銹鋼的晶界腐蝕,引起基體層生銹。
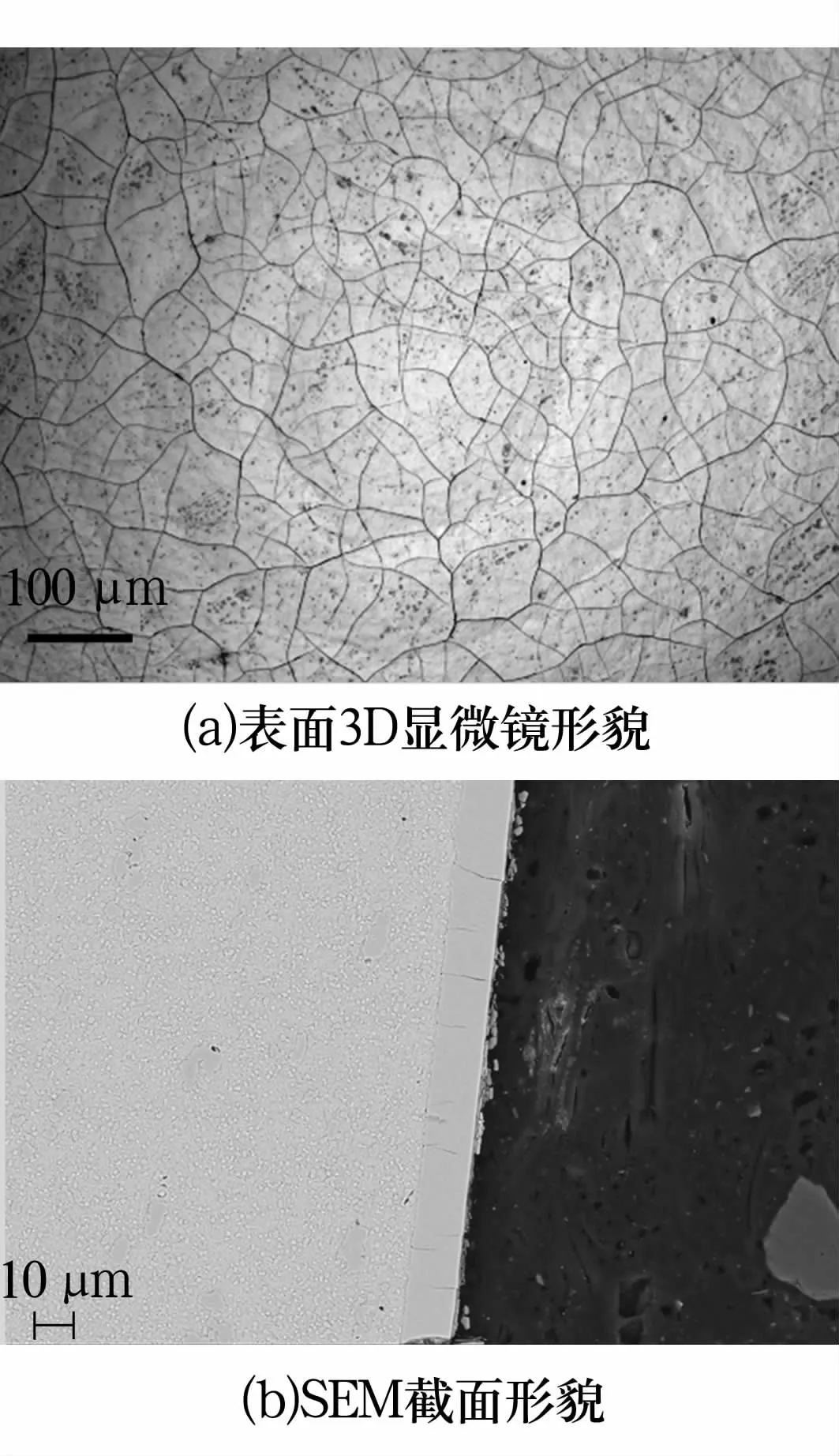
圖3 電鍍硬鉻涂層形貌Fig.3 Morphologies of hard chromium electroplating coating
金屬陶瓷涂層主要材料成分為WC+Cr+Co,其抗化學(xué)腐蝕能力強(qiáng),這是由于引入的Cr形成了Cr2O3陶瓷鈍化相,提高了粘結(jié)相的電化學(xué)腐蝕電位,延緩了腐蝕介質(zhì)向基體擴(kuò)散[6]。金屬陶瓷涂層形貌如圖4所示。由圖可知,其孔隙率小且多為獨(dú)立封閉小孔,產(chǎn)生貫穿的腐蝕通道的概率比電鍍硬鉻低,因此腐蝕介質(zhì)不容易從涂層表面到達(dá)基體產(chǎn)生腐蝕,同時(shí)涂層材料本身具備良好的耐腐蝕性能,因此采用金屬陶瓷涂層的內(nèi)圈具有良好的耐腐蝕性能。
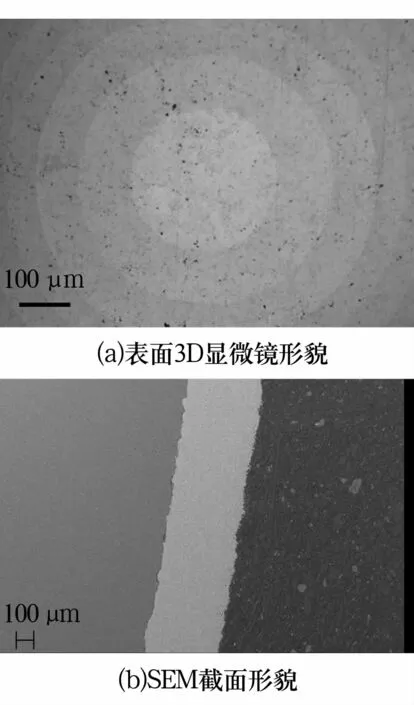
圖4 金屬陶瓷涂層形貌Fig.4 Morphologies of cermet coating
4.2 擺動(dòng)磨損壽命試驗(yàn)
4.2.1 高速輕載擺動(dòng)磨損壽命試驗(yàn)
高速擺動(dòng)磨損壽命試驗(yàn)中,每100 h測(cè)試一次軸向游隙值,設(shè)計(jì)要求不超過(guò)0.250 mm。不同涂層對(duì)自潤(rùn)滑關(guān)節(jié)軸承軸向游隙的影響如圖5所示,由圖可知,鍍硬鉻軸承的軸向游隙值增加迅速,說(shuō)明軸承的磨損速度快,600 h已經(jīng)達(dá)0.255 mm,超過(guò)了設(shè)計(jì)值,即壽命小于600 h;金屬陶瓷軸承的初始游隙值小、游隙曲線平緩,說(shuō)明軸承在高速工況下的初始磨損小、試驗(yàn)過(guò)程中磨損穩(wěn)定,達(dá)到設(shè)計(jì)壽命1 000 h時(shí),軸承的軸向游隙值僅為0.160 mm。由此可知,相比鍍硬鉻,金屬陶瓷在高速工況下耐磨損性能更好。
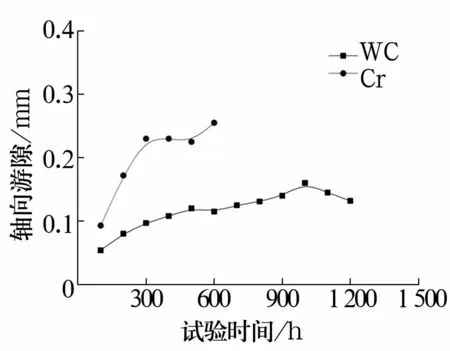
圖5 不同涂層對(duì)自潤(rùn)滑關(guān)節(jié)軸承軸向游隙的影響Fig.5 Effect of different coatings on axial clearance of selflubricating spherical plain bearing
4.2.2 低速重載擺動(dòng)磨損壽命試驗(yàn)
低速擺動(dòng)時(shí),2種涂層軸承的磨損壽命試驗(yàn)結(jié)果見(jiàn)表2。由表可知,在不同擺動(dòng)周期下,金屬陶瓷涂層的初始磨損量略大,但長(zhǎng)期耐磨損性能更佳。全周期磨損量和有載力矩隨擺動(dòng)次數(shù)的變化曲線如圖6所示。由圖可知,當(dāng)擺動(dòng)周期小于1×105次時(shí),2種涂層軸承的初始有載力矩均隨擺動(dòng)次數(shù)的增加快速下降,之后隨著擺動(dòng)周期的增加其有載力矩緩慢增加。相比鍍硬鉻軸承,金屬陶瓷軸承的有載力矩及磨損量穩(wěn)定時(shí)段更長(zhǎng),表現(xiàn)出初期快速磨損、中期穩(wěn)定磨損、后期加速磨損的規(guī)律,磨損量曲線與有載力矩曲線的變化趨勢(shì)一致;金屬陶瓷軸承的磨損量也較小。
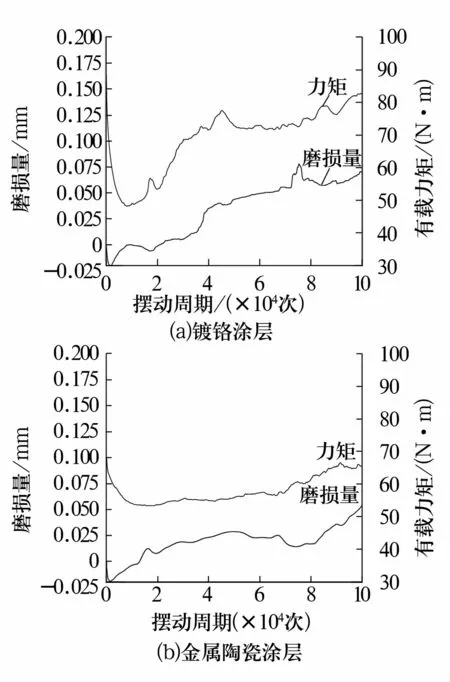
圖6 磨損量和有載力矩隨擺動(dòng)周期的變化曲線Fig.6 Variation curves of wear extent and load torque with cycle periods
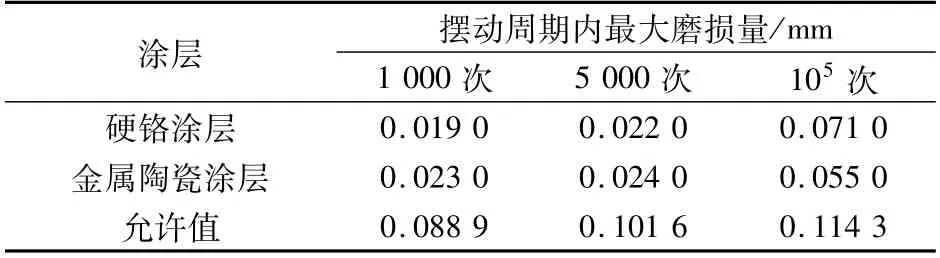
表2 軸承105次擺動(dòng)磨損壽命試驗(yàn)結(jié)果Tab.2 Wear life test results after 105 cycles of bearing
鍍鉻層硬度約為800~900 HV0.3,相對(duì)基體G95Cr18的硬度55~62 HRC(596~745 HV0.3),耐磨損性能提高有限;金屬陶瓷的硬度達(dá)到1 000 HV0.3以上,耐磨損性能表現(xiàn)更優(yōu)異。
4.2.3 小結(jié)
一對(duì)摩擦副的耐磨損性能并非材料的固有屬性,在不同摩擦速度和壓力下,其磨損率均有明顯變化,普遍表現(xiàn)為隨著滑動(dòng)速度和壓力的增加而增加。滑動(dòng)速度增加,在摩擦剪切和氧化作用下自潤(rùn)滑復(fù)合材料與對(duì)磨材料接觸點(diǎn)之間的斷裂速度增加,同時(shí)由于摩擦熱引起復(fù)合材料的接觸面溫度升高,使基體材料出現(xiàn)軟化,二者的實(shí)際接觸面積增加,從而導(dǎo)致磨損率增加[7]。因此高速工況更為苛刻,軸承的磨損速率更快,對(duì)其耐磨損性能要求更高。
由試驗(yàn)結(jié)果可知,金屬陶瓷涂層在高速輕載和低速重載工況下都表現(xiàn)出了更好的耐磨損性能,尤其在高速輕載工況下,穩(wěn)定磨損期更長(zhǎng),耐磨損性能更卓越。
4.3 摩擦磨損特性分析
對(duì)磨損的金屬陶瓷涂層軸承和襯墊進(jìn)行SEM形貌觀察,結(jié)果如圖7所示。對(duì)磨損軸承和襯墊進(jìn)行EDS成分分析,結(jié)果分別見(jiàn)表3和表4。
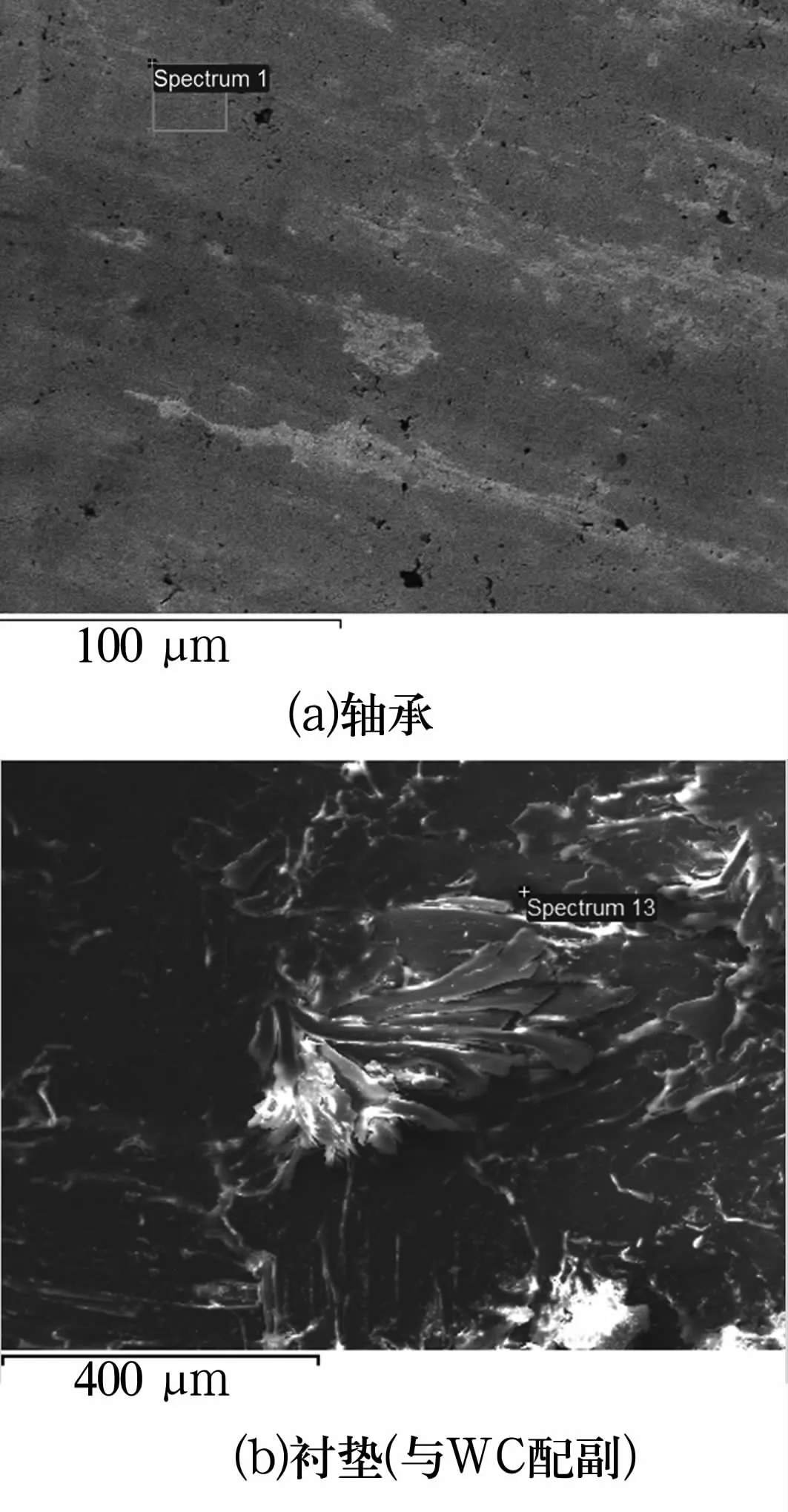
圖7 磨損軸承和襯墊的表面形貌Fig.7 Surfacemorphologies ofwear bearing and liner

表3 軸承磨損表面成分Tab.3 Components ofwear surface of bearing w,%

表4 襯墊磨損表面成分Tab.4 Components ofwear surface of liner w,%
由圖7可知,金屬陶瓷涂層表面有規(guī)則流向、與軸承滑動(dòng)方向一致的明顯磨損痕跡和細(xì)微劃痕,有表面硬質(zhì)相碳化物的疲勞剝落,存在幾微米到幾十微米的麻坑(圖7a),其中部分為噴涂造成的結(jié)構(gòu)孔隙[8]。由此可知,軸承主要表現(xiàn)為磨料磨損和疲勞磨損的綜合磨損形式。此外,襯墊經(jīng)金屬陶瓷層摩擦磨損后,纖維及表面樹(shù)脂存在磨損痕跡,部分纖維斷裂(圖7b)。
由表3、表4可知,金屬陶瓷涂層表面存在F元素,襯墊表面存在W 元素,說(shuō)明在磨損過(guò)程中,襯墊材料磨屑和金屬磨屑互相轉(zhuǎn)移。在摩擦過(guò)程中轉(zhuǎn)移物在涂層和襯墊間形成了一層轉(zhuǎn)移膜,起持續(xù)自潤(rùn)滑的效果。轉(zhuǎn)移膜中除了PTFE還有部分WC磨損物,WC是PTFE的一種改性材料,對(duì)PTFE起改性作用,增強(qiáng)了襯墊的耐磨性能,降低了磨損率。
5 結(jié)論
1)與傳統(tǒng)電鍍硬鉻比,金屬陶瓷涂層更耐磨、耐腐蝕,更環(huán)保。
2)金屬陶瓷涂層與襯墊的匹配性能較佳,在低速重載和高速輕載的工況條件下均能顯著提高軸承的耐磨損性能,尤其是在高速輕載工況下耐磨損性能更優(yōu)。
3)金屬陶瓷涂層與襯墊摩擦副的摩擦磨損形式主要為磨料磨損和疲勞磨損的綜合磨損形式。