低合金鋼焊接接頭在CO2-O2-H2S-SO2濕氣環境中 的腐蝕行為
2018-08-20 04:48:28,,,,
腐蝕與防護 2018年8期
, , , ,
(1. 北京機科國創輕量化科學研究院有限公司,北京 100083; 2. 機械科學研究總院 先進成形技術與裝備國家重點實驗室,北京 100083)
原油船腐蝕失效帶來的經濟和生命財產損失問題[1-3],催促了國際海事組織(IMO)推出用耐蝕鋼代替涂層對貨油艙進行防腐蝕的標準《油船貨油艙(COT)耐蝕鋼性能標準和試驗程序》[4-5],由此耐蝕鋼及其焊接接頭腐蝕行為的研究和評價受到多方關注。貨油艙為鋼結構大型罐體,焊接是其主體結構框架拼接的主要手段。焊接接頭是結構體的重要部分,在貨油艙嚴苛復雜的腐蝕環境中[6-10],其耐蝕性是評價貨油艙整體耐蝕能力的主要依據。
目前,關于母材及焊接接頭下底板在酸性Cl-環境中的腐蝕行為研究已經廣泛開展[11-14],但受限于腐蝕環境及標準裝置的復雜性,專門針對焊接接頭在上甲板CO2-O2-H2S-SO2濕氣環境中腐蝕行為的研究還鮮見報道。雖然國際海事組織對焊接接頭的腐蝕性能提出了標準,說明了焊接接頭腐蝕的評價方法,但目前該標準只能定性評價材料的腐蝕行為,對于更為細致具體的定量化腐蝕行為評價并沒有做出規定。
本工作采用不同牌號的焊絲和焊接工藝獲得低合金鋼的焊接接頭,對不同焊接接頭進行標準腐蝕試驗,同時根據國際和國內標準,引入一種評價指標,為評價貨油艙上甲板CO2-O2-H2S-SO2濕氣環境中焊接接頭的腐蝕行為提供參考。
1 試驗
焊接基材為E36低合金鋼,焊絲材料為H08MnA和H08Mn2MoA,其化學成分如表1所示。其中,H08MnA比H08Mn2MoA增加0.5%~0.7% Mo元素。采用YS-AGW-IA型自動埋弧橫焊機對基材和焊絲進行焊接,焊接工藝如表2所示。從焊接接頭上切取腐蝕試樣,尺寸為60 mm×25mm×5 mm,并保證焊縫在試樣中間,焊縫寬15 mm左右。

表1 基材及焊絲的化學成分(質量分數)Tab. 1 Chemical composition of base metal and welding wire (mass) %
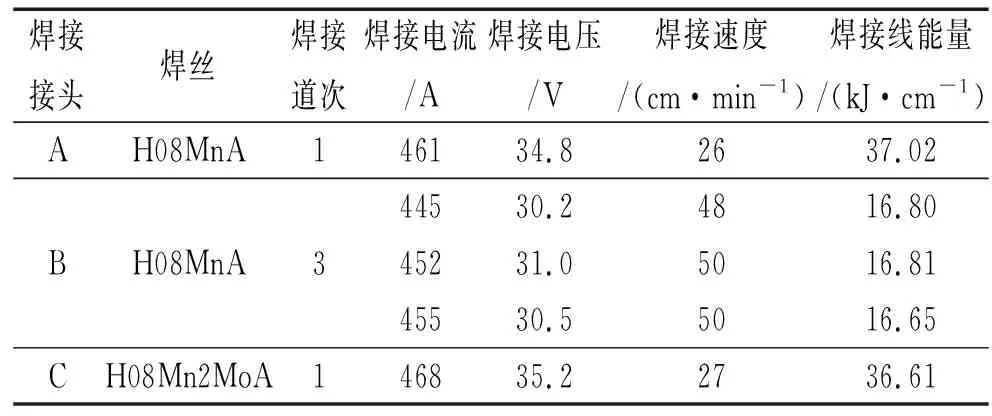
表2 焊接工藝參數Tab. 2 Welding parameters
將腐蝕試樣安裝在試驗箱內,腐蝕試驗裝置如圖1所示。試驗前,向試驗箱內通入N2,通氣時間為10 h左右。試驗過程中,溫度呈周期性交替(1個周期為24 h),試驗持續98個周期即98 d。在1個周期內,首先在(50±1) ℃保溫(19±2) h,然后在(25±1) ℃保溫(3±2) h,中間過渡1 h。在首個周期內,腐蝕氣體以100 mL/min流量通入,之后幾個周期,以20 mL/min流量通氣。腐蝕氣體是混合氣體,其成分(體積分數)為13% CO2,5% O2,0.05% H2S,0.01% SO2,余量為N2。
全周期試驗結束后,用酸洗液配合緩蝕劑清洗腐蝕后試樣,采用失重法獲得腐蝕速率,用電子顯微鏡觀察宏觀形貌和微觀形貌。
在電化學工作站上對帶有腐蝕產物膜的試樣進行極化曲線測試。測試采用三電極體系,工作電極為帶有腐蝕產物膜的試樣(工作面積1 cm2),參比電極為飽和甘汞電極(SCE),輔助電極為鉑電極。極化曲線掃描速率為0.5 mV/s。測試溶液為模擬試樣表面酸性冷凝液滴的0.1 mol/L Na2SO4,其pH為3.0。

(a) 主視圖

(b) 俯視圖圖1 腐蝕試驗裝置示意圖Fig. 1 Schematic diagram of corrosion test apparatus:(a) front view; (b) top view
2 結果與討論
2.1 顯微組織及腐蝕速率
圖2為母材和三種焊接接頭焊縫區的顯微組織。由圖2可見:焊接接頭A是用H08MnA焊絲獲得的,其焊縫區組織為多邊形鐵素體+針狀鐵素體+貝氏體組成,組織均勻性比較差,條帶狀組織明顯;由于焊接接頭B的焊接線能量輸入小,相比焊接接頭A,其焊縫區的條帶狀組織相對細化;焊接接頭C是應用H08Mn2MoA焊絲獲得的,其焊縫區組織以多邊形鐵素體+少量針狀鐵素體為主,由于焊絲成分中添加的鉬元素能夠起到細化晶粒的作用,所以焊接接頭C焊縫區的晶粒尺寸更為細小,組織更為細致。

(a) 焊接接頭A (b) 焊接接頭B (c) 焊接接頭C (d) 母材 圖2 母材及三種焊接接頭焊縫區的顯微組織Fig. 2 Microstructure of the weld zones of three welded joints (a, b, c) and base metal (d)
腐蝕試驗后,三種焊接接頭的腐蝕速率和腐蝕減薄量等腐蝕結果如表3所示。由表3可見:母材與焊接接頭的腐蝕速率和腐蝕減薄量差別較小。

表3 三種焊接接頭的腐蝕試驗結果Tab. 3 Corrosion test results of three welded joints
2.2 腐蝕形貌及電化學性能
三種焊接接頭去除腐蝕產物前后的宏觀形貌如圖3所示。由圖3可見:去除腐蝕產物前,焊接接頭表面有尺寸不同的腐蝕鼓泡。腐蝕產物中的小型鼓泡是由溫度和濕度變化形成的冷凝液滴造成的。在試驗的低溫階段,水蒸氣在試樣表面凝結成液滴,酸性氣體溶于冷凝液滴中形成酸性溶液;在試驗的高溫階段,試樣表面濕度降低,隨著熱脹冷縮效應和冷凝液滴的揮發,腐蝕鼓泡逐漸形成。隨著腐蝕的進行,溫度和濕度呈周期性變化,冷凝液滴的酸性也逐漸增加,腐蝕鼓泡的尺寸逐漸變大,腐蝕深度逐漸加深,最終部分腐蝕鼓泡破裂并出現腐蝕產物脫落的現象。去除腐蝕產物后,焊接接頭基本呈均勻腐蝕形式,接頭表面的凹凸是由酸性液滴腐蝕形成的腐蝕凹坑。其中,用H08Mn2MoA焊絲焊接獲得的焊接接頭C,其腐蝕形貌最均勻一致。
三種焊接接頭去除腐蝕產物后的微觀形貌如圖4所示。由圖4可見:用H08Mn2MoA焊絲焊接獲得的焊接接頭C,其焊縫區由酸性液滴腐蝕導致的腐蝕凹坑尺寸最小;用H08MnA焊絲獲得的焊接接頭A和焊接接頭B,其腐蝕凹坑尺寸較大,焊縫區呈現大尺寸腐蝕凹坑聯結的形貌特征。在焊絲成分一致的前提下,焊接接頭B焊縫區的微觀組織比焊接接頭A焊縫區的更為細小均勻,在腐蝕過程中不易形成較大型的電化學原電池腐蝕模型,腐蝕凹坑的尺寸也較焊接接頭A的小。H08Mn2MoA焊絲中含有一定量的鉬元素,鉬在細化組織的同時,能夠有效提高其焊縫區的電極電位,使接頭具有較好的耐蝕性。
焊接接頭和母材在0.3 mol/L Na2SO4溶液中的電化學極化曲線如圖5所示。由圖5可見:焊接接頭C的自腐蝕電位最高,為-796 mV;焊接接頭B的自腐蝕電位為-820 mV,焊接接頭A的自腐蝕電位最低,為-844 mV,與母材的自腐蝕電位(-854 mV)接近。電化學極化曲線的分析結果與腐蝕試驗結果保持一致。因此,用焊接接頭的腐蝕速率并不能準確地評價焊接接頭的腐蝕行為,也不能直接評判焊接接頭的耐腐蝕性能,可以根據焊接接頭腐蝕臺階的定性分析和定量評測來判定其耐腐蝕性能。
2.3 焊接接頭腐蝕評價依據
在國際海事組織提出的《油船貨油艙(COT)耐蝕鋼性能標準和試驗程序》中,對于試驗方案和測量要求都規定得較為寬泛,雖然該標準也提出了“焊接接頭處無腐蝕臺階出現”的要求,但對于臺階的深度、角度等量化評價指標未給出明確數字和評價依據。為能更好地定量評價焊接接頭的腐蝕行為,作者提出了一個新的概念即減薄協同度(R值)。
腐蝕速率和焊縫區的微觀形貌能夠在一定程度上反應焊接接頭耐蝕性。腐蝕臺階是在焊接接頭腐蝕過程中形成的一種特有的腐蝕現象,因此用腐蝕臺階評價焊接接頭焊縫區和母材的耐蝕性更具有實際意義。由圖6可見,焊接接頭A的腐蝕臺階深度為46.146 μm,當腐蝕臺階深度在30~50 μm時,腐蝕臺階傾角為14.1°(<15°)。焊接接頭B和C的腐蝕臺階深度均大于50 μm。根據IMO及中國船級社標準要求,能夠準確計算出腐蝕臺階的深度,即焊縫的腐蝕深度和母材的腐蝕減薄量之差,但無法確定焊縫和母材的相對減薄量和協同減薄的相對趨勢。當總體減薄絕對值在一定范圍內,焊縫和母材間的腐蝕減薄趨勢協同度越高,焊接接頭的耐蝕性越好。

(a) 焊接接頭A,去除前 (b) 焊接接頭A,去除后 (c) 焊接接頭B,去除前

(d) 焊接接頭B,去除后 (e) 焊接接頭C,去除前 (f) 焊接接頭C,去除后圖3 三種焊接接頭去除腐蝕產物前后的宏觀形貌Fig. 3 Macrographs of three welded joints before (a, c, e) and after (b, d, f) removal of corrosion products

(a) 焊接接頭A (b) 焊接接頭B (c) 焊接接頭C圖4 去除腐蝕產物后三種焊接接頭焊縫區的微觀形貌Fig. 4 Micro morphology of the weld zones of three welded joints after removal of corrosion products

圖5 母材及三種焊接接頭在0.3 mol/L Na2SO4溶液中的 電化學極化曲線Fig. 5Electrochemical polarization curves of three welded joints and base metal in 0.3 mol/L Na2SO4 solution

(a) 焊接接頭A,低倍 (b) 焊接接頭B,低倍 (c) 焊接接頭C,低倍

(d) 焊接接頭A,高倍 (e) 焊接接頭B,高倍 (f) 焊接接頭C,高倍圖6 腐蝕環境中三種焊接接頭腐蝕臺階表征Fig. 6 Corrosion step characterization of three welded joints in corrosion environment
焊接接頭減薄協同度(R值)是基于IMO和中國船級社的標準提出的,見式(1)。當R值控制在50%~200%時,焊接接頭的焊縫與母材具有較為一致的協同減薄趨勢,形成大深度大角度的明顯腐蝕臺階的趨勢較小。
R=Ch/Cm×100%
(1)
式中:Ch為焊縫減薄量/cm;Cm為母材減薄量/cm。
由于本試驗中的腐蝕減薄是根據失重法計算得出的,但失重法得到的減薄量是焊縫和母材的平均減薄量,該方法無法區分焊縫和母材的實際減薄量,故目前還無法計算得到準確的R值,此處僅做定性分析。焊接接頭的R值越接近100%,其耐蝕性越好。與焊縫接頭B和C相比,焊接接頭A的R值更接近100%,其具有更好的減薄協同度和耐蝕性。
3 結論
(1) 用H08MnA焊絲焊接獲得的低合金鋼焊接接頭,其焊縫區的微觀組織以大塊多邊形鐵素體+針狀鐵素體+貝氏體為主;用H08Mn2MoA焊絲焊接獲得的低合金鋼焊接接頭,其焊縫區的微觀組織更為細小,為多邊形鐵素體+針狀鐵素體。
(2) 用H08MnA焊絲焊接獲得的焊接接頭A在CO2-O2-H2S-SO2濕氣腐蝕環境中的腐蝕速率為0.478 0 mm/a,腐蝕減薄量為0.128 3 mm,腐蝕臺階深度為46.146 μm,臺階傾角為14.1°,滿足IMO標準和中國船級社指南對耐腐蝕性能的要求,電化學試驗結果與腐蝕試驗結果一致。
(3) 提出焊接接頭的減薄協同度(R值)概念,提升了評價低合金鋼在CO2-O2-H2S-SO2濕氣腐蝕環境中腐蝕行為的科學性。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
世界科學技術-中醫藥現代化(2021年10期)2021-03-02 05:52:06
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
中國工程咨詢(2015年2期)2015-02-14 02:59:26
