基于有限元方法對盤狀零件熱鍛成形分析
2018-08-23 09:29:26閻汐睿
時(shí)代農(nóng)機(jī) 2018年6期
閻汐睿
(山東科技大學(xué),山東 青島 266590)
塑形成形計(jì)算機(jī)輔助工程(CAE)的特點(diǎn)是以工程和科學(xué)問題為背景,建立計(jì)算模型并進(jìn)行計(jì)算機(jī)仿真分析。對盤狀零件熱鍛成形分析應(yīng)用DEFORM-3D軟件進(jìn)行仿真模擬,DEFORM是一套基于有限元的在集成環(huán)境內(nèi)綜合建模、成形、熱傳導(dǎo)和成型設(shè)備特性的工藝仿真系統(tǒng),通過劃分網(wǎng)格建立有限元分析模型,用于分析金屬成形及其相關(guān)工業(yè)的各種成形工藝和熱處理工藝。
1 分析問題
盤狀零件的熱鍛成形工藝,將要進(jìn)行熱鍛處理的坯料的簡化模型。
工藝參數(shù):
單位:國際單位制
配料材料:AISI-1045
模具材料:AISI-H-26
坯料溫度:1200 °C
模具溫度:800 °C
上模速度:1
模具行程:150mm
對于這個(gè)熱成形工藝進(jìn)行數(shù)值分析,要分3個(gè)工序進(jìn)行分析。
(1)模擬10s內(nèi)坯料從爐子到模具的熱傳遞。
(2)對坯料停留于下模的2s時(shí)間進(jìn)行模擬。
(3)進(jìn)行熱傳遞和鍛造工藝共同進(jìn)行的耦合分析過程。
2 熱傳導(dǎo)工序分析
由于坯料從爐子里拿出來進(jìn)行鍛造之間,坯料和空氣之間進(jìn)行熱交換,使坯料的溫度發(fā)生變換,因此對此過程進(jìn)行分析,分析坯料的溫度變化。
打開DEFORM軟件,創(chuàng)建一個(gè)新的問題,進(jìn)入前處理模塊。在前窗口控制窗口中,打開模擬控制對話框,修改標(biāo)題選中HeatTransfer復(fù)選框,操作數(shù)設(shè)為1,進(jìn)行熱傳遞模擬。將模擬仿真步數(shù)設(shè)置為50,每10步保存一次,每一步的時(shí)間為0.2s。由于坯料在熱鍛過程中產(chǎn)生變形,因此設(shè)置坯料的類型為塑性體,并設(shè)置坯料的初始溫度為1200°C,在材料庫中選AISI-1045[1800-2200F(1000-1200C)]作為坯料的材質(zhì)進(jìn)行分析。將STL格式模型導(dǎo)入到DEFROM中。分析熱鍛過程中,建立有限元分析模型,劃分網(wǎng)格是將問題的幾何模型轉(zhuǎn)化成離散化的有限元網(wǎng)格。在Mesh窗口中將劃分網(wǎng)格數(shù)設(shè)置為16000。點(diǎn)擊GenerateMesh按鈕生成網(wǎng)格。
因?yàn)榇斯ば蚍治鲅芯磕M10s內(nèi)坯料從爐子到模具的熱傳遞,因此需要設(shè)置環(huán)境溫度為20°C,使坯料的熱交換面與周圍環(huán)境進(jìn)行熱傳導(dǎo)。
有限元分析引擎把模擬計(jì)算的結(jié)果寫到數(shù)據(jù)庫文件,該文件需要在前處理環(huán)節(jié)產(chǎn)生,一些模擬信息會(huì)被寫入該文件,因此需要對數(shù)據(jù)庫文件進(jìn)行檢查生成。對所示信息進(jìn)行檢查。如若無誤,生成模擬所需DB文件,然后退出前處理。在DEFORM-3D的主窗口中點(diǎn)擊Run開始模擬。
當(dāng)模擬完成后,進(jìn)入后處理窗口。選擇溫度變量,觀察板料溫度。
3 坯料與下模熱傳導(dǎo)工序
坯料停留在下模的時(shí)間段中,由于坯料的溫度與下模的溫度不相同。因此,在坯料和下模的接觸面的也會(huì)進(jìn)行熱傳遞。針對這一過程進(jìn)行如下分析:
因?yàn)檠芯繜徨戇^程,上下模需要進(jìn)行預(yù)熱,同時(shí)也對傳熱有一定的影響,因此需要對上下模設(shè)置材料屬性。設(shè)置物體類型為剛性體;設(shè)置上下模的溫度為800°C;選AISI-H-26作為上下模的材質(zhì)進(jìn)行分析;對上下模進(jìn)行網(wǎng)格劃分,劃分網(wǎng)格數(shù)8000;設(shè)置邊界條件,選擇HeatExchangewithEnvironment選項(xiàng),選擇上下模面進(jìn)行添加。將下模與坯料進(jìn)行接觸,選擇自動(dòng)干涉的方法,需要定位的物體選擇坯料,參考物體選擇下模,定位方向選擇-Z,干涉值采用0.0001。由于下模的材質(zhì)與坯料的材質(zhì)不相同,因此需要設(shè)置有關(guān)接觸關(guān)系的參數(shù)。選中BottomDie-Workpiece,設(shè)置熱交換系數(shù)為1,生BottomDie-Workpiece成接觸關(guān)系。Mode選項(xiàng)區(qū)域選中HeatTransfer復(fù)選框,操作數(shù)設(shè)為2,進(jìn)行熱傳遞模擬。將模擬仿真步數(shù)設(shè)置為10,每5步保存一次,分析時(shí)間控制,每一步的時(shí)間為0.2 s。進(jìn)行信息檢查,完成模擬。
當(dāng)模擬完成后,進(jìn)入后處理窗口。選擇溫度變量,觀察坯料和下模溫度。
4 熱鍛成形工序
此工序?yàn)檫M(jìn)行熱傳遞和鍛造工藝共同進(jìn)行的耦合分析過程。此過程同時(shí)涉及熱傳導(dǎo)和變形,針對這一過程進(jìn)行如下分析:
由于熱鍛過程工序同時(shí)進(jìn)行著熱傳導(dǎo)和變形過程,選中Deformation和Heat Transfer。模擬仿真步數(shù)設(shè)置為30,每2步保存一次,通過模具的位移控制,每一步的時(shí)間為5mm。在計(jì)算過程中和重新劃分網(wǎng)格的時(shí)候都要考慮網(wǎng)格的目標(biāo)體積,選擇Active in FEM+meshing,并且將目標(biāo)體積填到體積輸入當(dāng)中。在熱鍛的過程中,上模需要向下運(yùn)動(dòng)到指定位置,要保證熱鍛過程的完整性。設(shè)置上模在Z軸上的運(yùn)動(dòng)速度為1,選擇自動(dòng)干涉的方法,需要定位的物體選擇上模,參考物體選擇坯料,定位方向選擇-Z,干涉值采用0.0001。由于上模與坯料存在摩擦,選中TopDie-Workpiece,設(shè)置摩擦因數(shù)為0.3。同時(shí),在鍛壓的過程中也存在熱傳導(dǎo)設(shè)置熱傳導(dǎo)系數(shù)為11。生成所需的接觸關(guān)系。檢查信息完成模擬。當(dāng)模擬完成后,點(diǎn)擊DEFROM-3DPost進(jìn)入后處理窗口。在此過程上下模的受力及溫度顯示分別為圖1和圖2。
5 結(jié)語
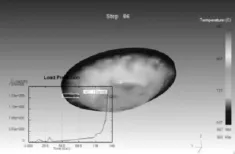
圖1 鍛壓過程上模的溫度分布和受載情況
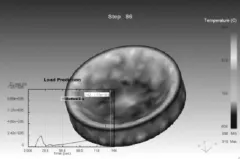
圖2 鍛壓過程下模的溫度分布和受載情況
在熱鍛工序過程中,坯料與模具產(chǎn)生了熱傳遞,由圖1可以看出,上模與下模與坯料接觸面的溫度與模具的其他部分不相同,溫度明顯升高。坯料在此過程中,由于熱傳遞原因,溫度下降。同時(shí)通過圖1和圖2的載荷—行程曲線所示,在鍛壓的開始,上下模所受載荷升高,坯料產(chǎn)生塑形變形后,受載下降達(dá)一定值后平穩(wěn)、緩慢上升直至鍛壓基本完成。
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
民用飛機(jī)設(shè)計(jì)與研究(2020年4期)2021-01-21 09:15:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
沈陽醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
中國艦船研究(2014年5期)2014-05-14 06:43:09
終身教育研究(2014年5期)2014-02-28 01:23:06
