一種汽車零件的精沖復合工藝研究
2018-08-24 03:21:00王振華劉文亞煙臺安信精沖技術有限公司
鍛造與沖壓 2018年16期
文/王振華,劉文亞·煙臺安信精沖技術有限公司
隨著人類社會的進步與發展,環境、安全等法律法規要求的加嚴,以及人們對生活品質要求的不斷提升,汽車在安全、品質、節能、環保等方面的要求也是越來越高。這些因素促使汽車零部件的加工工藝水平也要不斷提升,以滿足汽車零部件在結構、規格、性能等方面要求的提高。精沖作為汽車零部件加工的一種主要生產工藝,也越來越需要通過與其他工藝(拉深、鍛造、擠壓、折彎、機加工、焊接等)的復合,來滿足汽車零部件的生產需求。本文介紹了一種典型的汽車零件的加工工藝,其開發過程是根據客戶對產品的要求,最后選擇了精沖工藝+其他工藝的復合,來實現產品的穩定批量生產。
汽車零件結構分析
該汽車零件原來是由兩個零件復合而成,但對零件的加工工藝的要求很高,很難通過單一的加工工藝實現產品的批量生產,后采用一體式零件,如圖1所示。通過綜合考慮該汽車零件的結構特點,以及每種加工工藝的優點,最后確認該汽車零件采用成形毛坯+精沖+機加工的復合工藝。
原材料分析

圖1 汽車零件結構示意圖
該汽車零件可選用A和B兩種材料,兩種不同材料需要不同的工藝進行毛坯成形。從表1的材料性能可得出A材料適合鍛造的工藝進行毛坯成形,B材料適合拉深工藝進行毛坯成形。

表1 兩種材料的性能對比
兩種工藝加工成形的毛坯,后續都有相應的熱處理,以改善成形毛坯的加工性能,保證最后完成品精度的穩定,如表2所示。

表2 兩種毛坯成形工藝的對比
零件加工工藝
毛坯成形
選擇A材料加工時,原材料選用棒材,采用鍛造工藝實現毛坯成形,如圖2所示。
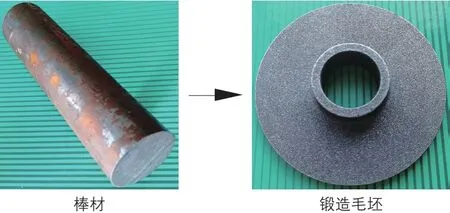
圖2 鍛造成形示意圖
選擇B材料加工時,原材料選用板材,采用拉深工藝實現毛坯成形,如圖3所示。

圖3 拉深成形示意圖
兩種毛坯成形工藝,鍛造件精度低,后續切削余量大,材料利用率低,成本偏高,且鍛造工藝消耗能源大;拉深件對材料性能要求較高,材料利用率高,拉深加工效率高,成本更低,且拉深為冷加工比鍛造更環保。
通過以上兩種毛坯成形工藝對比,拉深的工藝方案優勢更大。厚板經過拉深后,其凸起部R角比較大,無法滿足圖紙要求,通過后續校形、擠壓的方式,對零件進行整形,減小R角及改善端部形狀,如圖4所示。
通過拉深、校形、擠壓實現零件毛坯成形后,采用多工位傳遞模,利用機械手傳遞系統,實現產品的模內快速傳遞。設備選用適合厚板拉深、折彎及厚板沖鍛復合成形加工的雙肘節式精密沖床。

圖4 拉深、校形、擠壓過程示意圖
精沖
圖5所示該汽車零件厚度為4.0mm,小孔直徑為3.50mm,小孔與外圓的間距為1.25mm。間距小,精沖時,局部塌陷量大,需要設計特殊的模具結構來降低薄壁處的塌陷量,以滿足該零件后續的加工要求。
該零件精沖外形及孔后,因其精度要求高,精沖件無法滿足圖紙要求,需要通過后續的切削加工來保證零件精度。后續機加工時,汽車零件裝夾位置如圖6所示,裝夾面為精沖的剪切面,所以該部位剪切面的質量會影響到機加工時的裝夾精度。
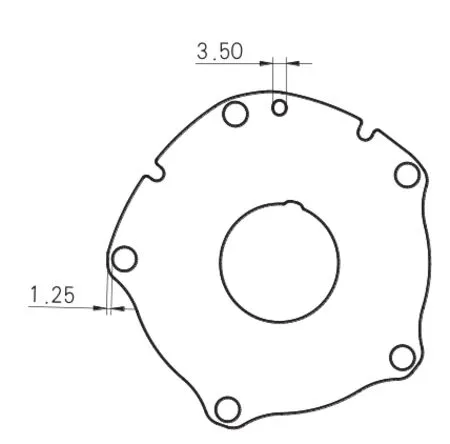
圖5 汽車零件簡圖
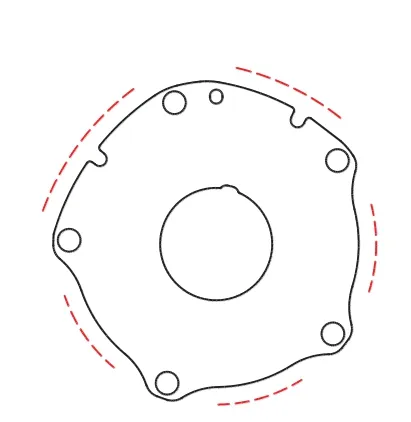
圖6 機加工裝夾示意圖
影響剪切面垂直度的因素有:零件結構、材料厚度(圖7)及其機械性能、模具結構、凹模圓角、齒圈及沖壓時的壓邊力和反頂力。因零件的結構及材料由客戶指定,精沖工藝設計時,需要通過調整模具結構以及精沖力的大小,來改善剪切面的質量(主要是垂直度)。
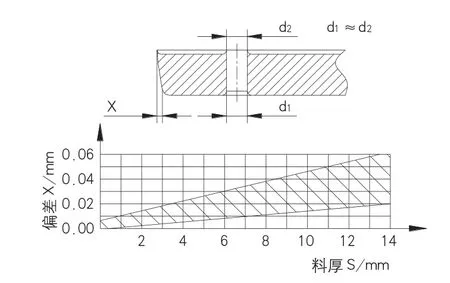
圖7 料厚與偏差X值的關系
綜合考慮零件的結構特點、對塌角及剪切面質量的要求,通過對精沖模具結構、模具材料等進行優化改善,大大減小了塌陷量,改善前后塌陷量對比如圖8所示,滿足了后續工序的穩定生產。
考慮到該零件精沖生產時,是單件上下料,可通過自動上下料系統進行自動化生產。圖9所示的系統能夠實現自動上料、自動涂油、沖壓后自動下料、零件與廢料自動分離等動作,實現了自動沖壓,節省了人力成本,保證了生產的穩定性。
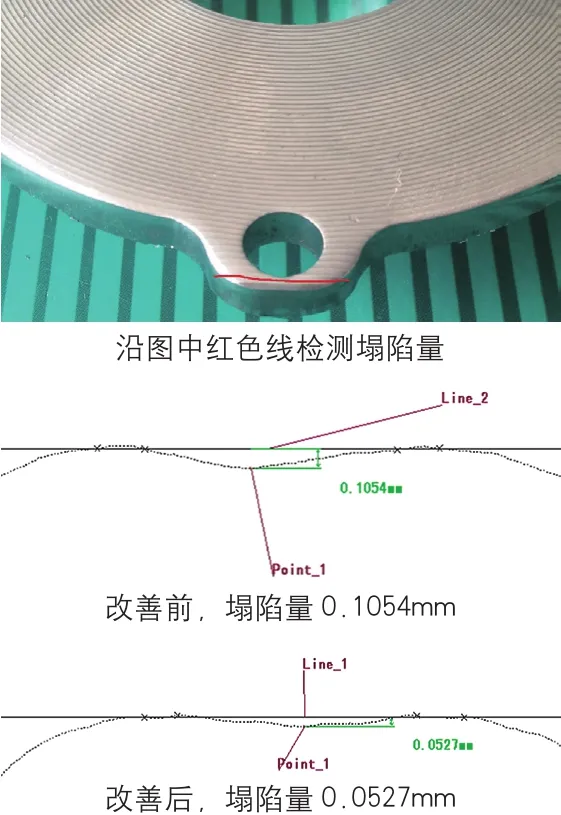
圖8 改善前后塌陷量對比示意圖
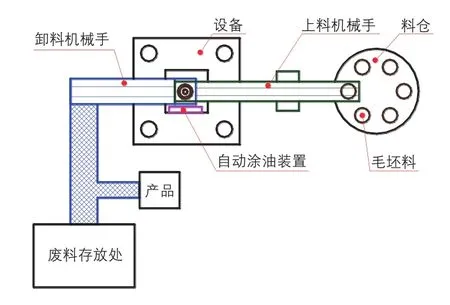
圖9 精沖生產自動潤滑及上下料示意圖
機加工
圖10所示該汽車零件精度要求比較高,精沖件無法滿足圖面要求,需要后續切削加工工序,以滿足其平面度、垂直度、圓柱度、圓度、同軸度等要求。
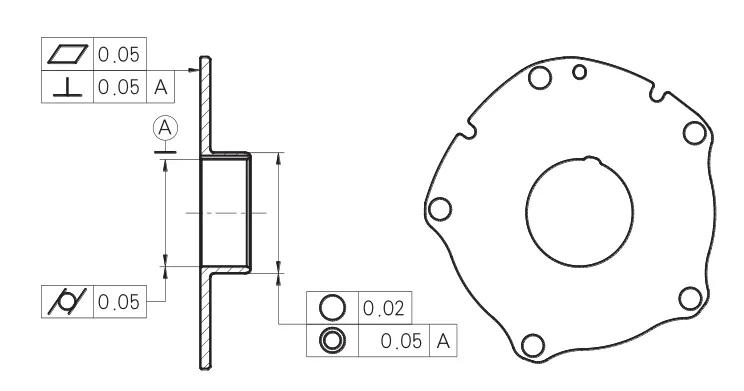
圖10 汽車零件機加工簡圖

圖11 精沖復合工藝生產的汽車零件
結束語
通過精沖工藝與其他工藝的復合加工完成的汽車零件,如圖11所示。不僅輪廓形狀精度高、成本低、效率高,而且結合了拉深工藝/鍛造工藝三維形狀成形與高精度機加工工藝的優勢。既實現了結構特殊的汽車零部件的加工,又滿足了其高精度的要求,實現了批量穩定生產。相信隨著汽車行業的發展,會有越來越多的汽車零部件需要復合工藝來滿足其高性能、高品質的要求。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
山東冶金(2019年6期)2020-01-06 07:45:54
當代貴州(2019年41期)2019-12-13 09:28:56
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
中國共青團(2015年7期)2015-12-17 01:24:38
現代企業(2015年9期)2015-02-28 18:56:50