YJ17 型卷煙機烙鐵調整工裝的設計和運用
2019-12-23 02:49:06謝志興徐永輝
設備管理與維修 2019年16期
謝志興,李 旻,徐永輝
(江西中煙廣豐卷煙廠,江西上饒 334600)
0 引言
烙鐵是YJ17 卷煙機卷制成形系統的重要機構,作用是把卷制成形后的煙條搭口上的膠水烘干,使其快速成形,保持煙條直徑穩定,避免粘貼不牢,出現質量缺陷。因此烙鐵相對煙條的位置應正確調整,但現行調整方式存在煩瑣、調整精度低的弊端,影響設備運行效率和產品質量的提升。為此,通過對烘干過程涉及的機構及調整過程進行分析,設計一種能夠既保障調整精度又能節約調整時間的工裝十分必要。
1 存在的問題
1.1 烙鐵調整方式的弊端
本機電烙鐵由圖1 和圖2 所示的2 套烙鐵裝置組成,結構基本相同,彼此獨立,每個烙鐵的調整方式是相同的。調整前,拆下煙槍前后壓板,用量棒模擬煙條插入煙槍,手動把烙鐵壓倒量棒上。如圖2 所示,然后擰松烙鐵座固定螺釘,前后移動烙鐵,調整烙鐵和量棒的相對位置;轉動角度定位螺絲,調整烙鐵相對量棒中心的角度;分別轉動調節螺釘,調整烙鐵入口端和出口端的高度。
為了保障卷制成形工作的順利進行,烙鐵位置應滿足以下要求。
(1)烙鐵相對煙條搭口的前后位置。烙鐵工作面應與煙條帶膠水面的搭口紙邊平行,里側棱邊應與搭口紙邊平齊,但不可超出紙邊,并且完整蓋住煙條搭口。即在長度方向,烙鐵工作面中心線與煙條中心線對正。
(2)烙鐵入口端和出口端的高度。烙鐵工作面必須在整個長度上輕壓在煙條上(高度=煙支直徑-0.1 mm)。
(3)在垂直于機器平面的方向,烙鐵相對煙條中心的角度。烙鐵工作面應與煙條中心成90°,才能保證烙鐵工作面在寬度上貼合煙條搭口。
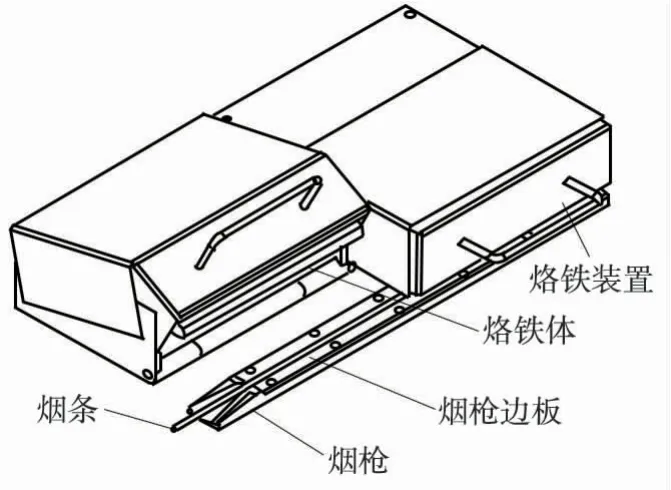
圖1 電烙鐵
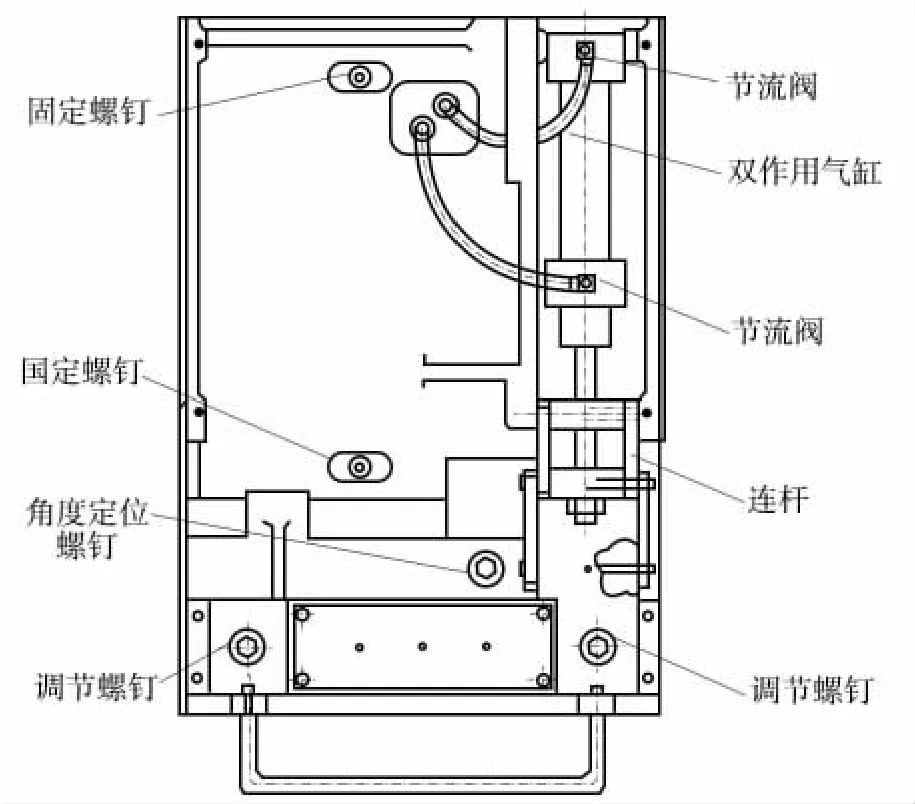
圖2 烙鐵裝置內部結構
量棒是剛性圓柱體,和烙鐵的接觸是線接觸,不能保證烙鐵工作面在整個長度和量棒母線平行并居中,也不能保證烙鐵工作面和量棒中心成90°,在整個寬度上和量棒中心線平行。僅在高度方向,可以通過塞尺檢查,避免高低頭現象。
由于沒有合適的工裝,維修工只能依靠目測判斷反復調整,調整精度較低,容易出現烙鐵傾斜、偏移、仰頭或耷拉頭現象。
1.2 烙鐵位置對煙支卷制質量和設備運行的影響
烙鐵是將煙條搭口膠水烘干,完成卷制成形的最后保障,因此烙鐵位置調整是否正確,直接影響卷制質量。如果烙鐵位置調整不當,煙條會搭接不良,煙條圓度和圓周不合格,嚴重時產生散口,引起跑條。烙鐵對煙條壓得過緊,還會使煙條變形,甚至將搭口燙黃或刮傷煙條搭口處卷煙紙。
2017 年6 月,對搶修中拆裝調整過烙鐵裝置的ZJ17-1#和2#機組的煙支進行了抽樣,采集的煙支圓周均值和標準偏差(SD)數據見表1。
從上表看,盡管圓周均值在標準范圍內,但SD 值較大,超限煙支較多,說明圓周控制不穩定,也從側面說明現行調整方式的局限性和弊端。
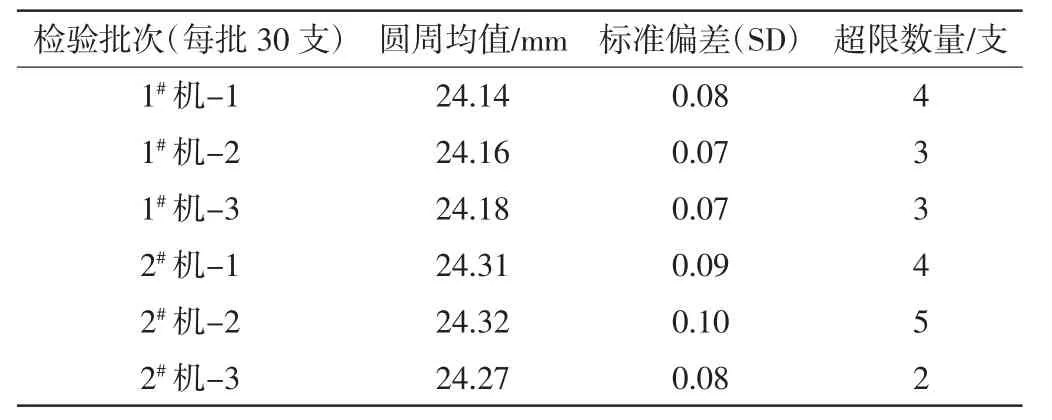
表1 卷接機組煙支圓周抽樣檢測數據
2 問題分析
2.1 烙鐵前后位置調整時存在的問題分析
調整烙鐵前后位置時,量棒由于和煙槍槽圓弧吻合,能夠保證自身在煙槍中居中。但松開螺釘,烙鐵在量棒上是可以前后移動和傾斜的,沒有其他裝置輔助定位。從正面和上方看,烙鐵外殼對視線阻擋,無法判斷烙鐵工作面是對中還是傾斜。從左右側面看,烙鐵體和量棒接觸面是一個點,沒有相對基準,僅憑目視是很難對中的。只能調整大致位置,再根據產品質量自檢進行反復調整。還有一個不確定因素是在緊固時稍不留神,烙鐵移位,會讓前面的工作前功盡棄。
2.2 烙鐵角度調整時存在的問題分析
量棒是剛性的,調整時烙鐵工作面不可能在整個寬度壓在量棒上,在寬度上只能是點接觸,不易判斷烙鐵工作面是否豎直。
3 實施措施
3.1 改進思路
通過上述原因分析,可以得出導致烙鐵反復調整、精確度低的主要因素有2 個。
(1)沒有對中定位限制烙鐵的前后移動和左右傾斜,不能很好地控制烙鐵的位移,反復調整,不能保證精確度。
(2)使用量棒調整烙鐵時,不能判斷烙鐵在整個寬度上工作面是否貼合煙條,用線接觸去判斷面接觸的方法欠妥當,容易誤判。
3.2 設計依據
為實現調整方便,精確度高的目的,需要設計對中定位、平面貼合以及高度滿足要求的工裝,通過使用工裝直接獲得較為理想的位置度,減少依賴經驗判斷產生的誤差。
對中要求是烙鐵工作面長度方向中心線、工裝調整面中心線、煙槍半圓槽軸向中心線在軸向(即長度方向)上的平行和對正。定位要求是工裝能夠將烙鐵工作面限制在對中位置,工裝自身除可以沿軸向滑動外,不能前后移動或晃動。平面貼合要求是烙鐵工作面和工裝調整面完全貼合。高度要求是工裝調整面高度應等于煙支直徑減去合理壓縮量。同時工裝應方便嵌入煙槍半圓槽間。
3.3 材料選用
工裝材料的選擇要考慮到長期使用不至于很快磨損而失去其精度,保持工裝尺寸的精確和恒定,同時也要考慮經濟性,所以選用耐磨性、強度較高的碳素工具鋼T10A。
3.4 主要結構
依據設計思路和目的、技術要求,首先構思出工裝的結構,然后根據現場測繪數據,進一步將設計結果確定化和精確化,繪制零件圖3。工裝長220 mm,寬40 mm,和煙槍、烙鐵有較大的接觸面積,定位穩固。工裝橫截面底部是R4 的半圓形,和煙槍Φ8 mm 的半圓槽吻合。工裝頂面成階梯形,第一階梯平面和兩階梯平面交接的豎直面是高度和對中的定位面,第一階梯平面高度7.7 mm,豎直面偏移軸向中線2 mm。
3.5 使用方法
取下布帶,從煙槍底板上拆下前后邊板,將工裝如圖4所示嵌入煙槍半圓槽中,推到烙鐵處。手動壓下烙鐵。松開鎖緊螺母,轉動角度定位螺絲和高度調節螺絲,直至烙鐵工作面和工裝上平面完全貼合,擰緊鎖緊螺母。松開烙鐵座2個固定螺釘,向里輕推烙鐵,使烙鐵體里側面靠緊工裝定位平面,擰緊固定螺釘。
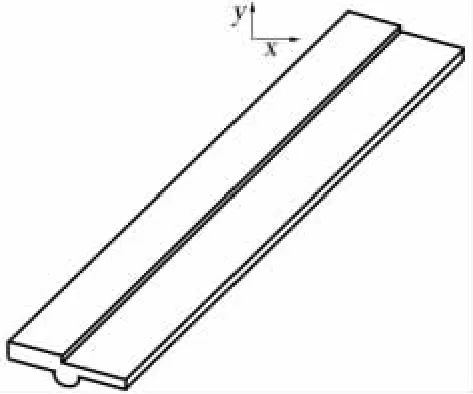
圖3 烙鐵調整工裝零件
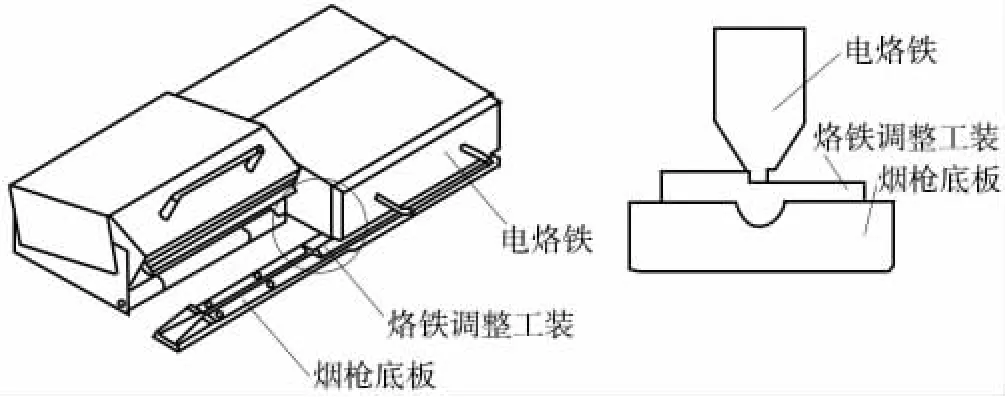
圖4 烙鐵調整工裝安裝示意
4 實施效果
使用烙鐵調整工裝后,減少了調整的盲目性,減少了調整的次數,調整效率和調整精度得到提高。由于不再反復調整,調整時間可以降低50%以上。
反映到卷制質量,煙支的圓周指標比原來更好。2017 年9月,采用新工裝對ZJ17-1#和2#機組的烙鐵進行調整,對調整后的煙支進行了抽樣,采集的煙支圓周均值和標準偏差等數據見表2,改進前后的數據對比情況見表3 和圖5。
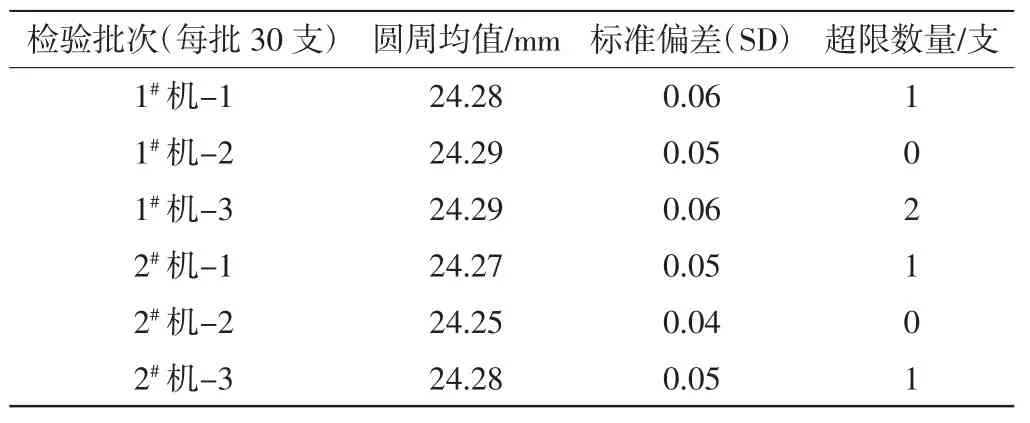
表2 改進后卷接機組煙支圓周抽樣檢測數據
從表3 和圖5來看,使用新工裝重新調整過烙鐵的1#和2#兩個機組圓周標準偏差(SD)和超限數量均大幅下降,說明圓周控制比改進前更穩定,煙支質量得到提升。
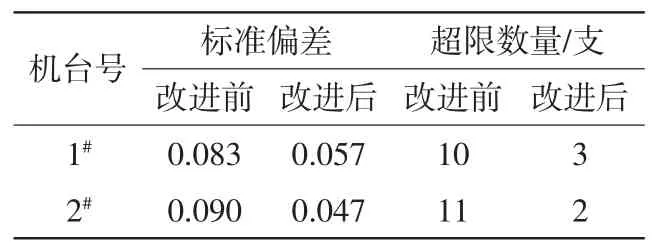
表3 改進前后樣本煙支圓周數據對比
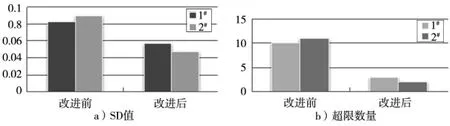
圖5 改進前后樣本煙支圓周數據對比
無論是調整效率還是調整效果,使用新的方法都比傳統方法更符合實際使用場景,更能快速、準確進行檢查、調整,減少返工造成的原輔材料浪費和運行效率損失,降低了煙支缺陷率,使產品質量得到保障。
