高壓變頻器在半自磨機上的應用
2019-12-23 02:49:16許維維李永芬李愛玲
設備管理與維修 2019年16期
關鍵詞:變頻器
許維維,李永芬,李愛玲
(1.云南華聯鋅銦股份有限公司,云南文山 663701;2.云錫文山鋅銦冶煉有限公司,云南文山 663000)
0 引言
云南都龍礦區是一個以鋅、錫、銦等金屬為主,伴隨多種金屬共存的多金屬礦區,某公司作為該地區礦石開采及研究的主要主體。面對設備老化、技術落后的大坪選礦車間C 系統,公司提出利用半自磨+球磨的工藝流程對其進行優化改造。由于原礦性質差異造成磨礦處理量波動較大,各工藝段產能協調配合性較差,難以實現穩產。通過驅動系統交流,結合大型磨機的驅動經驗,確定出半自磨機由工頻驅動變更為變頻驅動的方案。可實現磨機重載啟動、軟啟動、軟停車、調速運行等功能,符合大型磨機驅動系統發展的方向。
1 半自磨工頻控制現狀
目前大多數半自磨機一般采用:低速同步電機+氣動離合器+大、小齒輪嚙合的方式來驅動半自磨機。運行時電機空載啟動,待電機轉速達到額定轉速后通過離合器抱閘來帶動磨機負載工頻運行。這種方式具有以下特點。
(1)啟動。低速、重載及大電流沖擊是啟動時的特點。主電機空載啟動瞬間將對電網產生額定電流4~7 倍的電流沖擊,同時半自磨機氣動離合器抱閘啟動瞬間,需要克服傳動系統自身磨擦以及磨機本身及內部載荷的阻力矩,也將對電網產生巨大的電流沖擊,嚴重影響電網的穩定性和機械設備的使用壽命。
(2)運行。隨著露天開采深度增加原礦礦石硬度、粒度等物理屬性波動大,磨礦系統日處理量差異較大,呈現“喜軟怕硬”的生產情況,尤其在礦石硬度高、平均入料粒度大時,磨機處理量減低達30%;同時也存在因氣動離合器氣源壓力不足,導致半自磨跳閘停機事件發生,不能更好的滿足生產。
(3)停機。不能實現變頻可控停機。停機時磨機筒體會在重力的作用下繼續轉動。
(4)設備配置。設備及管路配置較復雜,外部需要配置空壓機為氣動離合器提供氣源,控制離合器的開或關,氣罐及管路涉及壓力容器儀表相關的檢驗,控制系統增加監控點及工作量,系統程序相對復雜,檢修維護工作量較大。
(5)發展趨勢。選廠數字化、智能化、高效化發展,需要磨機系統提供更多手段和數據信息的支撐,企業節能降耗措施提出更高的要求。
2 半自磨變頻控制系統配置
某公司大坪選礦車間C 系統半自磨機型號為Φ4.5×2.4 m,日處理量為1500 t,采用交流有刷勵磁同步電機,功率600 kW,10 kV。驅動系統由變頻器、勵磁裝置等組成,見電氣系統一次圖(圖1)。
(1)變頻器。采用Tmdrive-MVG2 -1200KVA -10kV/10kV系列完美無諧波的單元串聯多電平電壓源交直交變頻器,輸出電壓為10 kV。核心器件為三菱第七代IGBT,48 脈沖整流,采用強迫風冷散熱。變頻器控制主電機的啟、停并調速。它具有對電網諧波污染極小,輸入功率因數高,輸出波形質量好,不存在諧波引起的電機附加發熱、轉矩脈動、噪聲、不用加輸出濾波器就可以配合普通的同步電機使用。變頻器過載倍數大于電機額定電流1.5 倍以上。主回路結構簡單明了,沒有輸入/輸出濾波器;全數字控制,控制精度高,采用開環或閉環矢量控制,能在(0~50)Hz 內保持恒轉矩特性。
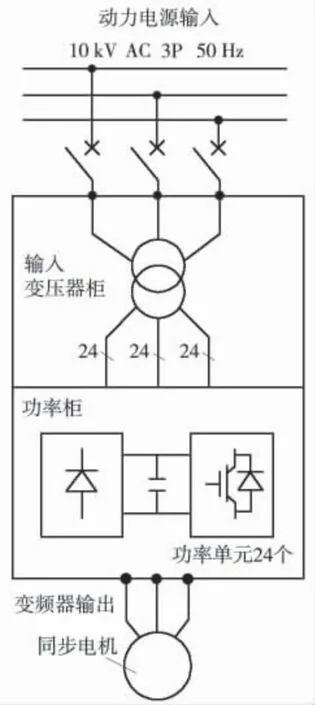
圖1 電氣系統一次圖
(2)勵磁裝置。采用WKLF-112B 型變頻器配套專用同步電機微機勵磁裝置為同步電機提供勵磁電壓和勵磁電流。由觸摸屏和微機勵磁控制器組成,主電路采用晶閘管風冷器件組成三相全控橋可控硅整流供電,采用數字控制技術。它具有啟動無脈振,投勵無沖擊;操作、調試和維護簡單方便;智能化的故障檢測、定位及顯示;失步保護及不減載自動再同步功能;各種保護準確、完善、可設置為自動和手動運行等。
(3)控制系統。采用S7-1500 PLC 控制系統為控制的核心,由PLC 和液晶觸摸屏控制組成,主要完成對磨機主軸承潤滑的控制和保護,并協調磨機電控系統各設備之間的聯鎖。對潤滑站控制、保護和聯鎖;采集和處理電機定子繞組溫度、轉子軸承溫度、磨機主軸承溫度及潤滑站油溫、主軸承潤滑油壓、主軸承潤滑油流、小齒輪和電機振動等。
觸摸屏可顯示多個監控畫面,包括主機系統、潤滑系統、各個測量點的實際測量值及趨勢圖、故障報警/跳閘信息、修改參數,如各個軸承溫度報警值及停機值、潤滑站供油壓力、油流等低報警值及停機值。對系統集中監控,實現磨機的啟動、停止、聯鎖、保護等多種功能,也可由中控室(DCS)或機旁操作箱完成控制。
3 半自磨機高壓變頻控制的必要性
(1)采用變頻器驅動的方式啟動磨機,啟動電流和啟動轉矩都可以得到精確的控制,對電網沖擊小,變頻器的精確控制功能可避免沖擊轉矩對大小齒輪的損傷,延長其使用壽命。
(2)采用變頻控制可根據礦石的可研磨性對電機轉速進行調整,不再依賴傳統的調整鋼球添加量來保證磨礦產量,變頻調速為生產提供了可靠保障。
(3)變頻調速可根據襯板提升條磨損后高度的變化,調整電機轉速來滿足提升條對磨礦介質的提升效果,在不改變介質球添加制度的前提下,保證半自磨機最佳的磨礦效果,提高生產效率,穩定生產流程。
(4)采用變頻調速控制可應用可控停機的方式停機,不會產生筒體擺動,避免大小齒輪打齒撞擊情況發生。
(5)變頻調速及PLC 控制系統可為選廠智能化建設提供可靠的工藝指標采集數據。符合國家選礦智能化發展的方向。經過對比:半自磨機采用變頻調速后能耗降低40%左右,因此磨機采用變頻控制是節能措施的最佳選擇。
4 結論
該項目半自磨機變頻改造于2018 年10 月調試完成并運行至今,實踐數據表明變頻調速不僅在節能降耗和保護筒體襯板上取得較大的效果,而且穩定生產工藝指標的波動,并提升選廠自動化水平和降低設備維修工作量,值得選礦行業借鑒。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
