大型艙體螺紋孔位置精度測量方法分析
2018-08-30 06:02:52倪愛晶于望竹蔡子慧
宇航計測技術 2018年4期
關鍵詞:測量
倪愛晶 郭 慶 趙 婕 于望竹 蔡子慧 楊 純
(北京衛星制造廠有限公司,北京 100094)
1 引 言
螺紋連接是機械結構中應用最為廣泛的一種連接方式,具有結構簡單、連接可靠、裝卸方便、成本低等優點[1]。螺紋孔在螺紋連接中同時起到定位和連接作用,對機械結構的精度和功能具有重要意義。普通螺紋孔[2,3]是在底孔的基礎上通過攻絲形成的孔。螺紋孔位置精度測量一直是個難題,目前螺紋孔位置精度的測量方法有兩種,即直接測量和間接測量。螺紋孔位置精度直接測量方法是利用三坐標測量機測針直接測量螺紋牙型獲得孔中心。螺紋孔間接測量方法又包含兩種,一種是測量螺紋孔底孔(光孔)的位置度,用螺紋孔底孔的位置度表示螺紋孔位置度[4],另一種是使用測量工裝,通過測量與螺紋孔配合的測量工裝,并以工裝軸線位置表示螺紋孔位置。
大型艙體是空間站核心結構,承擔長期載人和組合體管理任務。大型艙體是由柱段和錐段壁板焊接而成[5],艙體壁板分布有用于安裝精密儀器及重要機構的艙外支架及接口,螺紋孔精度直接影響精密設備或重要機構的安裝精度,螺紋孔位置精度要求通常較為嚴格,一般在0.1mm以內。因此,螺紋孔位置精度測量是艙體結構精度測量中的一項關鍵技術。
大型艙體尺寸大,直徑和高度都超過2m,螺紋孔位置度測量已經無法使用三坐標測量機,需要依靠激光跟蹤儀這類便攜式測量設備進行在線測量,而激光跟蹤儀無法直接測量螺紋孔軸線,只能使用測量工裝配合進行螺紋孔的間接測量。使用激光跟蹤儀和螺紋工裝間接測量螺紋孔時,螺紋孔位置測量精度、螺紋孔與光孔狀態的孔位偏差大小都是關鍵問題。本項目利用試驗件進行了螺紋孔測量試驗,對螺紋孔實際的位置精度測量結果進行了具體分析,獲得了三坐標測量機測量的光孔與螺紋孔狀態孔位偏差、激光跟蹤儀測量的螺紋孔和三坐標測量機測量的螺紋孔孔位偏差數據,得到了基于測量工裝和激光跟蹤儀方法測量螺紋孔的相關數據,為螺紋孔的位置精度測量和使用提供了數據支撐。
2 螺紋孔測量試驗
2.1 試驗件
試驗件為方形鋁板,如圖1所示。試驗件上分布有12行、20列孔,行間距和列間距均為30mm。由于大型艙體接口上的螺紋孔普遍為ST5~ST8尺寸規格,因此試驗以ST5~ST8四種規格螺紋孔為分析對象。圖1中ST4-1、ST5-1、ST6-1、ST8-1分別表示ST4孔、ST5孔、ST6孔、ST8孔的第一行。
按照被測孔狀態,整個試驗分為三個階段,前兩個階段的測量內容包括試驗件基準平面及所有規格孔。其中,第一個階段為試驗件機加底孔后,此時,試驗件上所有孔均為光孔。第二階段為試驗件攻絲后,此時,試驗件上每個孔徑系列的前兩行即ST4-1、ST4-2、ST5-1、ST5-2、ST6-1、ST6-2、ST8-1、ST8-2為螺紋孔,其它為光孔。最后一個階段測量內容為螺紋配合間隙。
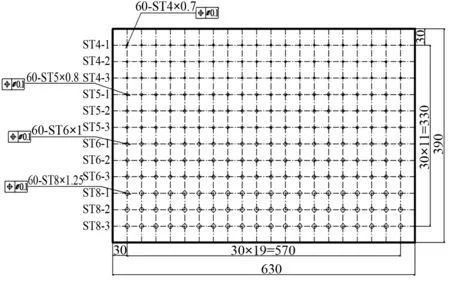
圖1 試驗件Fig.1 Specimen
2.2 測量設備和測量工裝
試驗使用三坐標測量機和激光跟蹤儀兩種測量設備,由于三坐標測量機的穩定性和精度較好,因此以三坐標測量結果評價螺紋孔與光孔的孔位偏差,并將三坐標測量數據作為激光跟蹤儀測量數據分析的基準數據,獲得激光跟蹤儀螺紋孔測量數據與基準數據的偏差。測量設備參數如表1所示,從表中數據可以看出,針對試驗件的測量,兩種設備的測量精度都在微米級,不會影響整個實驗的數據分析。
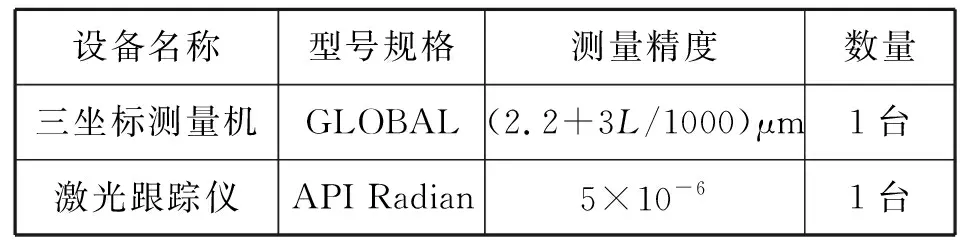
表1 測量設備參數
由于需要使用測量工裝間接測量螺紋孔,所以根據試驗件螺紋孔規格設計了相應的測量工裝,圖2所示某種規格的螺紋孔測量工裝。測量工裝由螺紋部分和測量部分組成。其中,螺紋部分與螺紋孔配合,螺紋公差為6h。測量部分為包含內錐孔的柱體,內錐孔為激光跟蹤儀測量靶球放置位置,外圓柱為三坐標測量機采樣區域。為了保證三坐標測量機和激光跟蹤儀的測量條件等同,加工過程中嚴格保證Ф18圓柱和90°錐角的圓錐之間的同軸度。
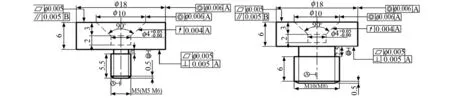
圖2 螺紋孔測量工裝Fig.2 Measuring screw of threaded hole
2.3 測試方法
試驗第一階段即試驗件機加底孔后,使用三坐標測量機測量基準面和所有底孔,獲得底孔在工件坐標系下的坐標。此后進入試驗的第二階段,試驗件部分底孔攻絲后,使用激光跟蹤儀和三坐標測量機測量基準面和測量工裝的測量部分,獲得工件坐標系下螺紋孔的坐標。為了減小螺紋孔軸線與端面不垂直帶來的影響,以螺紋孔測量工裝軸線與端面的交點表示螺紋孔的位置,即圖3中的螺紋孔中心。在此基礎上,比較攻絲前后的三坐標測量的孔位數據,計算光孔攻絲前后的偏差,并計算圖3中的螺紋孔中心點與底孔中心點位置偏差。比較激光跟蹤儀和三坐標測量機螺紋孔測量數據,以證明大型艙體螺紋孔精度測量方法的可靠性。
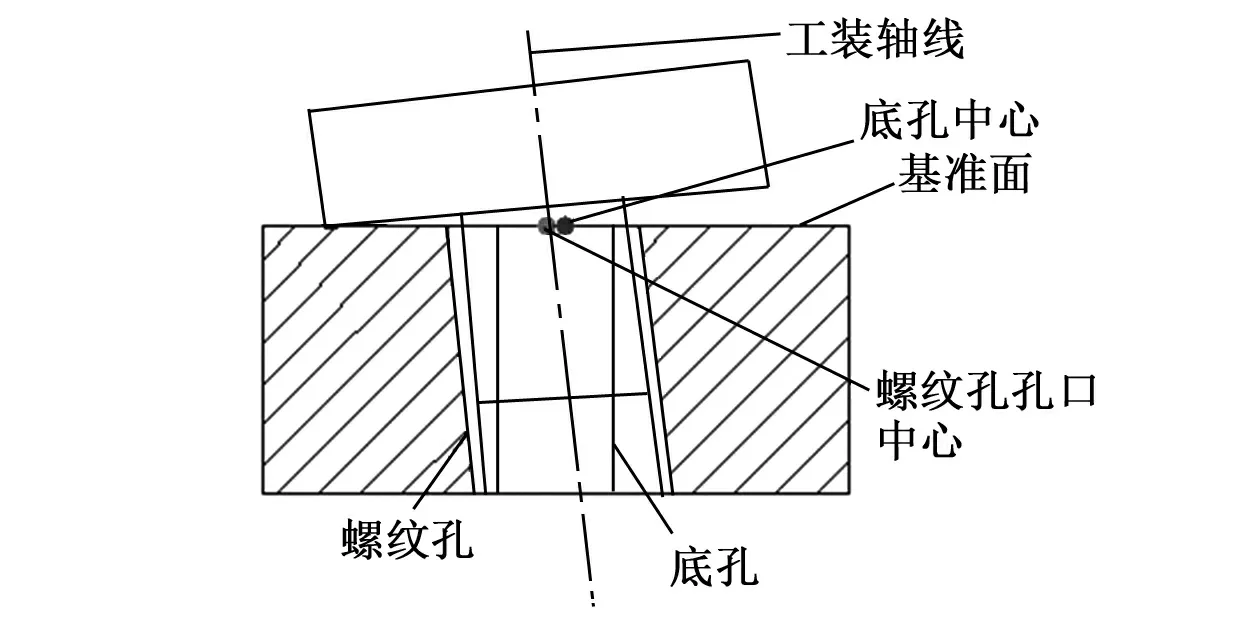
圖3 螺紋孔軸線與端面不垂直時的位置表達Fig.3 Nonperpendicularity of threaded hole relative to end face
由于螺紋配合存在間隙,單純地根據螺紋孔偏差數據來判斷其是否具備使用狀態是不科學的。所以在螺紋孔和光孔的孔位偏差數據的基礎上,還需要分析螺紋配合間隙情況,從而來判斷螺紋孔是否具備使用條件。為了驗證螺紋配合間隙的存在,并獲得不同規格螺紋孔的間隙量,設計了一組實驗,試驗裝置如圖4所示。將特定公差等級塞規和螺釘旋入試驗件螺紋孔中,百分表測頭接觸塞規外面,測點距零件表面4mm。通過施加外力的方式,使得塞規或螺釘位置發生變化,通過百分表讀數的變化判斷螺紋間隙。
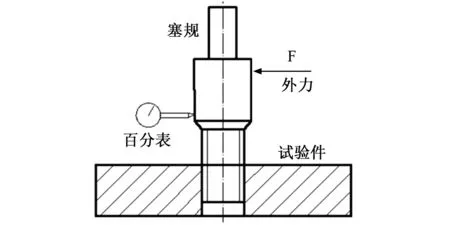
圖4 螺紋間隙測量Fig.4 Measurement of thread clearance
3 結果與分析
3.1 攻絲前后光孔數據分析
為了說明試驗件整體狀態的變化情況,試驗件的每種規格孔的第三行始終保持底孔(光孔)狀態,螺紋孔攻絲前后,三坐標測量機均測量了這些光孔。利用攻絲前后的三坐標測量的光孔數據偏差值繪制折線圖,如圖5所示。圖5中橫坐標為孔編號,縱坐標為偏差值,最大偏差約為0.02mm,以ST6孔發生的頻率最高,20個孔中有5個孔偏差達到0.02mm。另外,ST8孔中也有1個孔的偏差值達到0.02mm。從圖5可以看出,針對數據分析的四種規格共80個孔,偏差在0.01mm內的孔的數量超過90%。可以看出,攻絲前后試驗件狀態基本一致,沒有發生明顯變形。因此,試驗件狀態對螺紋孔攻絲前后的測量數據比對不會產生影響。

圖5 攻絲前后光孔數據偏差Fig.5 Deviation of unthreaded hole
3.2 螺紋孔測量數據分析
以攻絲前三坐標測量機的螺紋孔底孔測量數據為基準數據,將攻絲后的三坐測量機與基準數據進行比對,獲得偏差數據,利用偏差數據繪制如圖6所示的折線圖。從圖6可以看出,攻絲前后螺紋孔最大偏差接近0.2mm,最小偏差0.03mm,偏差大小和方向都呈隨機性。四種規格的160個孔中,偏差0.1mm內的孔的數量約占75%,偏差在(0.1~0.2)mm之間的孔約占25%。在測量工裝的精度有保證的情況下,此偏差反映了攻絲前后螺紋孔位置精度測量結果的差異。
為了驗證大型艙體螺紋孔精度測量方法的可靠性,以三坐測量機測量的螺紋孔數據為基準數據,將激光跟蹤儀測量的螺紋孔數據與基準數據進行比對,比對結果如圖7所示,最大偏差0.07mm只出現了一次,偏差在0.03mm以內的數據比例大于90%,說明在使用測量工裝的情況下,激光跟蹤儀測量螺紋孔數據與三坐標測量機測量螺紋孔數據一致性較好,基于激光跟蹤儀和測量工裝的大型艙體螺紋孔精度測量方法可靠性較高。
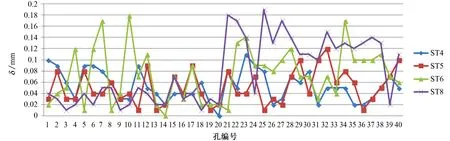
圖6 三坐標測量的螺紋孔數據與光孔數據偏差δ(mm)Fig.6 Deviation between unthreaded hole and threaded hole
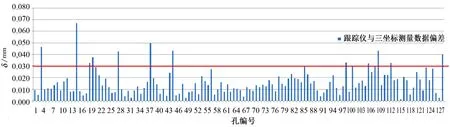
圖7 激光跟蹤儀螺紋孔測量數據與三坐標測量數據偏差δ(mm)Fig.7 Threaded hole position deviation between laser tracker measurement and CMM measurement
3.3 孔位偏差與螺紋孔垂直度數據分析
在螺紋孔位置精度測量過程中,對螺紋孔軸線與端面的垂直度也進行了評價。為了分析螺紋孔位置度與垂直度數據的相關性,將四種規格的160個螺紋孔與光孔的位置偏差與垂直度按照垂直度數值的排序繪制折線圖,如圖8所示。從圖8可以看出,當螺紋孔垂直度較好時,其位置度較攻絲前的底孔數據仍然有偏差,偏差規律呈現隨機性,最大值接近0.2mm。隨著螺紋孔垂直度數值明顯增大,其位置偏差也呈現增大趨勢,體現在孔位偏差數據的均值和極值都有增大趨勢。可以看出,螺紋孔軸線與端面垂直度誤差是引起螺紋孔相對光孔位置發生偏差的一個因素,但并不是唯一因素。

圖8 螺紋孔的位置偏差δ和垂直度相關性Fig.8 Relation between position precision and axes perpendicularity of threaded hole
3.4 螺紋配合間隙測量
通過3.2條基于三坐標測量機的螺紋孔與光孔偏差數據分析,得到攻絲前后螺紋孔數據偏差0.2mm,已經超過螺紋孔位置公差值,由于存在螺紋間隙,所以此偏差數值并不能夠充分說明螺紋孔是否具備使用條件。為了判斷螺紋孔是否具備使用條件,進行了螺紋孔間隙測量試驗。將5H塞規和6h級螺釘擰入試驗件上相應規格螺紋孔中,施加外力的情況下,讀取測頭與塞規和鈦釘接觸的百分表讀數,如圖4所示。則螺紋間隙ζ可通過式(1)計算獲得
ζ=△×l/h
(1)
式中:△——百分表讀數變化;l——螺紋長度;h——測點距螺紋末端距離。
測量結果見表2,表中理論最大間隙是由塞規、螺釘及螺紋孔公差[6]計算得到。從表2結果可以看出,螺紋配合存在間隙,且普遍在0.15mm以上。由于螺紋間隙的存在,因此螺紋擰入后的位置存在不確定性和容差性,當螺紋孔配合間隙值接近或大于其位置偏差,即使螺紋孔位置精度超差,但是其仍然具備使用條件,且螺紋孔的連接和固定功能不受影響。
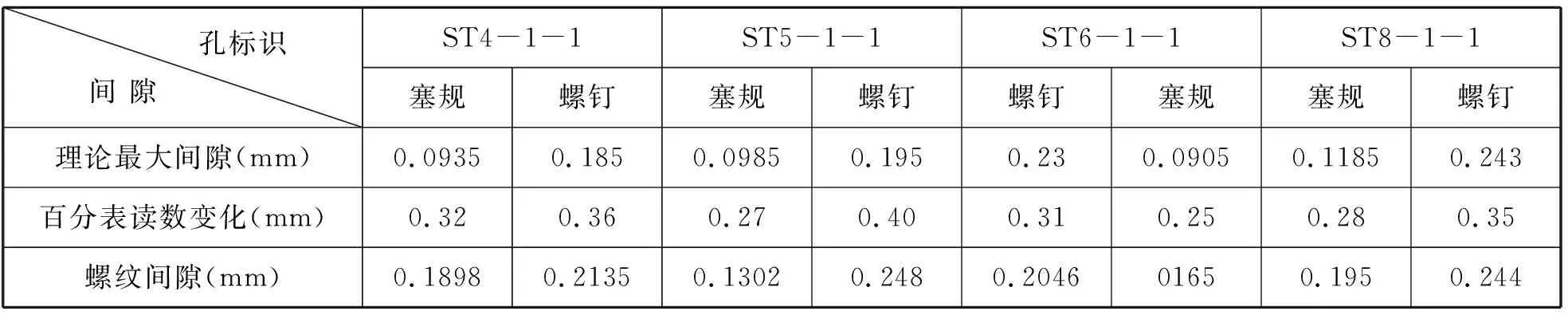
表2 螺紋間隙測量結果
4 結束語
螺紋孔在機械結構中起到關鍵的定位和連接作用。對于大型艙體的螺紋孔,傳統的三坐標測量機已經不再適用,需要依靠激光跟蹤儀這類便攜式測量設備,而激光跟蹤儀無法直接測量螺紋孔軸線,因此使用測量工裝配合實現螺紋孔的間接測量。使用激光跟蹤儀和螺紋工裝間接測量螺紋孔時,螺紋孔位置測量精度、螺紋孔與光孔狀態的孔位偏差大小等都是關鍵問題。利用試驗件和測量工裝進行螺紋孔測量試驗,得到了以下幾點結論:
(1)基于測量工裝和三坐標測量機測量方法獲得的螺紋孔與光孔狀態孔位最大偏差接近0.2mm,偏差大小和方向都呈現隨機性。
(2)激光跟蹤儀測量的螺紋孔數據與三坐標測量機測量的螺紋孔數據一致性較好,偏差在0.05mm以內的孔的數量超過99%,偏差在0.03mm以內的孔的數量超過90%。
(3)隨著螺紋孔垂直度數值明顯增大,其位置偏差也呈現增大趨勢,體現在孔位偏差數據的均值和極值都有增大趨勢,說明螺紋孔軸線與端面垂直度誤差是引起螺紋孔相對光孔位置發生偏差的一個因素。
(4)螺紋配合存在一定的間隙,間隙量與螺紋公差有關,實際的螺紋配合間隙量普遍在0.15mm以上。
螺紋配合間隙測量試驗數據表明,基于測量工裝的螺紋孔位置測量數據與光孔測量數據存在一定的偏差,但由于螺紋配合間隙的存在使得螺紋配合具有不確定性和容差性,因此不能單純地利用螺紋孔的位置測量數據來判斷其是否具備使用條件。為了更加科學合理地評判螺紋孔位置精度,提出以下兩點建議:
(1)以光孔狀態作為精度測量的狀態,使用光孔狀態測量數據作為最終孔位精度評判的依據。
(2)如果孔位精度測量狀態為螺紋孔,基于螺紋配合間隙的存在及作用,應適當放大孔位精度公差。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
