《產品模型制作》教學中3D打印模型制作流程及優化
2018-08-30 02:14:46胡玉平張賢富
藝術與設計·理論 2018年9期
胡玉平,張賢富
(1.邵陽學院,湖南 邵陽 422000;2.梧州學院,廣西 梧州 543002)
一、3D打印對產品設計專業學生的意義
在地方院校“應用型”技術大學轉型的背景下,培養具有較強社會適應能力和競爭力的高素質應用型人才是大勢所需,而學生動手能力則是應用型人才的集中體現。就工業設計專業而言,設計能力和造型水平往往在在模型制作面體現得尤為明顯,尤其是模型制作質量和制作效率。
(一)有助于提升產品設計專業學生的創新設計能力
在產品設計的傳統教學中,由于時間的限制,因此其理論學習和模型制作往往是分開的;再則,由于產品內部結構較為復雜,對于產品的分解,在老師講解和學生練習環節都只能憑借想象來完成。而3D打印技術可以根據學生的創意數據,快速地將實物模型完整地展現出來,且不會受制于模型復雜的結構。讓學生能根據3D打印模型,快速、直觀地審視創意方案在三維空間中的實體狀態,進而進行方案評估與修正,直至達到要求。這種反復修改的過程不但能拓展學生的思維,提高學生的創造力與想象力,還能提高學生的嚴謹性與大局觀。
(二)有助于提升產品設計專業學生的綜合素質,與行業發展同步
在高校工業設計人才培養規劃中,基本都開設了《模型制作》課程來提高學生的動手能力和造型表現。現在主流的模型制作包括:石膏模型、ABS模型、木工模型、金屬模型、硬質聚氨酯塑料模型等,這些種類的模型在培養工業設計學術的造型能力方面起到巨大的作用。隨著3D打印技術的進步,該技術對制造業產生了革命性的意義。由于該技術采用“分層制造,逐層疊加”,無需任何模具、刀具,能快速制造出復雜的產品模型,這對今后提高產品開發效率、降低產品開發成本具有重要的意義,可以預想的將來,3D打印技術在制造業中的運用越來越廣泛,并成為業界主流,因此3D打印技術被許多高校的產品設計專業定為《產品模型制作》的核心內容。讓學生掌握該技術是時代對工業設計學生專業素質的具體要求,通過提升學生3D打印模型制作能力來提升學生的設計、造型水平,來增強他們的市場適應性,縮短與就業市場之間的差距。
(三)有助于推動產品設計產學研模式的發展
在產品設計人才培養中,與市場需求同步是核心。因此推動專業與產業結合,同步發展是時代和專業發展的必然要求。現在,很多高校都很重視校企合作,創建大量的產學研合作項目和基地,促進大學人才培養和企業發展。
3D打印技術憑借其模型打印的便利、高效,為產-學-研教學模型的展開提供了更為有利的條件。在當前,3D打印設備成本居高不下,許多企業在其投資等方面捉襟見肘,而高校的3D打印設備沒有得到充分的運用,因此,兩者深度合作將推動產學研教學培養模式的完善和深化。促進高校教育、人才培養與企業發展的共同進步,提高產學研的發展效果。
所以,如何在《產品模型制作》這門課程中,提高學生3D打印模型制作質量和制作速度是該門課程的重要任務。

> 圖1 Prismlab400打印機

> 圖2 Mcor Arke 彩色紙質打印機彩色紙質模型
> 圖3 MakerBot Replicator2桌面打印機
> 圖4 Magics修圖

> 圖5 模型在Baklava中打印

> 圖6 打印完成的模型模型細節修補酒精洗模

> 圖7 用uv爐紫外線固化3D打印模型后期工具清洗
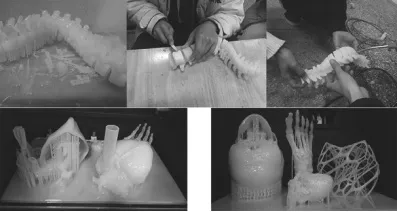
> 圖8 人體器官的3D打印模型制作
二、3D打印技術的發展及主流技術
3D打印技術又叫增材制造技術,起源于19世紀美國人“恩里科·迪尼”用自己發明的打印機,并打印出一棟建筑以及一些其他的產品。此后,3D打印技術快速發展,被廣泛運用于人們生產生活的各個領域。目前,3D打印技術已經大量地運用于珠寶首飾設計、衣帽鞋類、工業產品設計、建筑景觀制作、工程和施工、汽車制造、航空航天,醫療衛生、教育、地理信息系統,土木工程,和許多其他領域。因此,以3D打印技術為代表的快速成型技術被看作是引發新一輪工業革命的關鍵要素。
在具體的技術領域,目前3D打印主要有三種技術類型,即:SLA技術型、LOM技術型、FFF技術型。
(一)SLA技術型
SLA技術型也叫光固化成型,主要材料光敏樹脂,代表機型是Prismlab400(圖1)。Prismlab400是一款極具突破性的3D打印機,它采用立體光固化成型技術,具有四大開創性特色:其一,成型速度比國內外同類SLA設備快5-10倍;其二,每小時輸出能力是國內外同類SLA設備的10倍以上;其三,能夠在400毫米級別上實現66微米的成型精度;其四,同時具有設備及光固化樹脂的研發和生產能力。目前已在創意設計、教育業、珠寶業、醫療業等精密工業市場全面應用。成型面積為215毫米×384毫米之大,可以全平面一次曝光,其曝光速度達到了11秒/層,極限速度可達到每小時3119克的固化能力。該款機型耗材浪費率低,打印的模型精度高,表面光滑,后期可上色。
(二)LOM技術型
LOM技術型也是分層實體制造,主要材料紙、金屬膜、塑料薄膜。紙材類的代表機型是Mcor Arke。(圖2)
Mcor Arke 3D打印機是目前國內高校首臺紙基彩色3D打印,它的最大模型打印尺寸是:184mm×168mm×125mm,能識別“obj、wrl、stl、dae、3mf”五種格式的文件,打印1公分高度約費時六至七小時。模型打印完成后需用特制膠水刷涂紙模表面,待風干后色彩鮮艷。該類LOM成型技術的不足是:材料的利用率不高,材料浪費嚴重。
(三)FFF技術型
FFF技術型即熔絲制造,主要材料PLA、ABS。典型的代表機型是MakerBot Replicator2 桌面打印機。(圖3)
該款打印機是以PLA線材為原料的打印機,耗材直徑為1.75毫米,可打印跟耗材同色的模型,支持 STL、 obj、thing、makerbot四種格式的文件,成型最大尺寸:252×199×150毫米。改款機器打印的模型尺寸較小,成型精度較低。
三、3D打印模型制作流程與優化
以上三種典型的打印技術中,Prismlab400機器為代表的SLA成型技術,以其高精度、高速度、成型尺寸大、后期處理方便等特點,在產品模型制作中占據絕對的優勢。利用該成型技術制作準確精密的產品模型,其主要的模型制作步驟為:
(一)打印前電腦模型轉化和修改
1.模型前期檢查及擺放。將待制模型經過一系列前期處理,如模型修復—縮放—三角面片簡化—打標簽—鏤空—打孔—選擇底平面—移動默認位置—抬高。
2.Magics生成支撐。具體步驟為:自動—刪除多余支撐/修改支撐類型(點/線/塊)—2D編輯/修改支撐參數,重建2D/3D—添加支撐,檢查是否存在懸空(標記面—創建面—選擇支撐類型)—退出支撐模式,保存項目—檢查修復信息,手動綜合修復—殼體轉零件,刪除錯誤殼體—保留最終模型,修復信息殼體盡量為1—移動默認位置,保存stl模型。(圖4)
3.在實踐的教學中發現,要想提高修圖效率,首先,導入Magic軟件的模型最好是實體建模軟件中創建的模型,如Pro/E,solidworks,UG等軟件中轉出來的.stl格式文件,一般只需要少數幾步的修復就可以達到要求。如果模型是由曲面類軟件,如Rhinoceros導出的.stl格式文件,模型會需要更為復雜的修復步驟。模型在Magics打印平臺上的擺放方式,盡可能將產品處于“臥式”狀態,將最大方向的尺寸放在寬的位置上,避免產品高的位置有大尺寸,否則不利于產品模型的穩定性,并且會延長打印時間。
在模型的初步修復完成后,如果產品建模時沒有設定壁厚,則需要抽殼,抽殼的最佳壁厚是2~3mm,既能保證產品的穩固性,又能保證成型的準確性。如果產品是封閉的實體模型,就需要在模型的底部打孔,孔的個數和直徑需要依產品的造型而定,原則是在打印完成后,能最快排出產品腔體里的樹脂。如果產品是帶開口的模型,則不需要打孔的步驟。
接著就可以給模型加支撐了,為了方便打印完成后從平臺上鏟下模型,加支撐前將擺放好的產品抬高5~10毫米。如果產品模型的高度沒有超過15厘米,壁厚沒超過2毫米,支撐部分的最佳厚度是0.4毫米。最后,如果產品模型體積較大,壁厚較厚,則需要將支撐加厚到0.5毫米,并通過標記,在自動生成的支撐基礎上,手動加上一部分支撐,這樣更穩固,提高模型生成的效率,同時可在打印參數上,將單層的曝光時間適當延長,以保證打印的模型能準確成型。
完成上述所有的操作步驟后,最后還需要對模型進行一次綜合修復,確保零錯誤后,方導出打印機可識別的.stl格式文件。
(二)轉化后模型導入及打印
1. 首先確認機器正常,啟動機器,在機器自帶的電腦里打開Baklava軟件,點擊平臺復位,如果平臺復位不成功,則需要及時給機器補液,復位成功完成后,方可導入之前在Magics里生成的.stl格式文件,然后調整模型擺放位置及數量,確保所有模型都在打印平臺的打印范圍內,選擇合適的打印預設,再啟動打印任務開始打印。(圖5)
2. 在3D模型打印之前,對打印平臺復位時要特別注意一個非常重要的頁面參數是34932,如果出現這個數值,則需要補充耗材光敏樹脂。一般情況下,這個數值保持在3000左右是比較理想的。但是,如果打印的產品體積比較大的情況下,數值可以稍高。打印的時長會隨著產品模型高度的增加而增加。打印時,要經常關注機器刮刀的運動情況,如果模型質量和體積較大,需要及時補充樹脂,確保機器正常運行。因為一旦出現任何故障,就會停止打印,第二次打印只能從頭再來,這樣不只會造成時間上的浪費,還會造成昂貴耗材樹脂的浪費。
(三)模型的后期處理
1. 打印完成,平臺升起,需要用鏟刀小心鏟出模型,去除支撐,修補細節,并用濃度為95%的工業酒精多次清洗模型直到表面不黏。(圖6)
2. 擦除表面酒精及水分,放置UV爐(也可稱為紫外光固化劑)利用紫外光固化模型,防止變形、損壞,先反后正各10分鐘。(圖7)
3. 模型表面打磨。先用打磨設備對模型的表面進行光滑處理,再用空壓機將3D打印模型表面灰塵清理干凈。所需要的設備如圖2、圖3、圖4所示。
4. 在3D打印模型制作實踐中要特別注意;其一,模型打印完成后,打印平臺會升起,此時應該盡快將模型從平臺下鏟出,否則停留的時間過長,沒有及時固化的模型會產品嚴重變形。其二,在修補模型的過程中,最好的修補材料是AB調和膠與樹脂的混合物,邊修補邊用紫外光筆固化,一層一層地修復。其三,產品模型在進UV爐紫外光固化之前,必須要將產品內部的酒精用清水清洗干凈,并用氣泵將水汽吹干。模型固化完成后,模型會由米白色變成米黃色,將模型置于環境中半個月左右又會恢復成漂亮的米白色。
四、3D打印設備在使用過程中的注意要領
在3D打印模型制作教學中,除了培養學生精確高效地打印模型,還要培養學生科學合理地運用設備,以保證3D打印模型制作課程教學的持續高效進行,昂貴的設備和耗材需要規范地使用,以Prismlab400為例,正確的使用規范如下:
1.3D打印機:開門關門要輕,且在打印過程中不可隨意按機器開關,更不能斷電,同時不可晃動機器,3D打印的時間一般都比較長,打印最大尺寸高度的模型需要耗時15小時以上;由于機器位置已固定,不可隨意移動,移動后,要及時調整刮刀與平臺的間隙;同時要隨時保持機身干凈,如果有樹脂濺出,必須及時清理,隨時保持打印平臺的干凈整潔。
2.光敏樹脂:樹脂要存放在固定地點,且避光、避熱,并封好,且不可用閃關燈或強光照射樹脂;在試用過程中要帶上醫用手套進行操作,盡量避免皮膚直接接觸樹脂;如果皮膚接觸到樹脂可用肥皂水和清水沖洗;當眼睛接觸樹脂,則需提起眼瞼,用流動清水或生理鹽水沖洗,并立即就醫。如果誤食入,可飲足量溫水,催吐,立即就醫。
3.打印室環境:3D打印機和材料要保持在一個恒定的溫度環境中(25±3℃),空調常開,且濕度小于40%RH,空氣流通;并避強光及可見光,禁止吸煙、明火。
4.日常耗材:還有一些耗材如:濃度95%酒精,醫用手套,軟刷或毛刷,紗布或無塵布,卷紙或紙巾,砂紙或迷你打磨機,氣泵等都要按照正規的使用程序和注意事項進行。
五、3D打印在醫療產品模型制作中的實踐
此外,在產品模型制作課程教學中,嘗試將3D打印技術應用于人骨和人體器官等醫療產品模型。通過將CT磁共振斷層掃描的圖像用軟件合成立體圖,進入Magics軟件修圖,然后打印成型。人體器官類產品模型可以為外科手術提供病理器官模型,供主治醫療團隊進行參考,提高診斷水平,從而在手術中極大地提高手術成功率。人骨模型可進行骨移植手術,造福骨疾病人和有缺陷的人,具有巨大的市場潛力和非凡的意義。(圖8)
六、結論
隨著科技的發展,3D打印技術的應用可以說是無所不能,并逐漸走入我們的生活,甚至貫穿著我們未來每一天的起居。如衣服、鞋子、精美的珠寶首飾等,都可以通過3D打印技術實現私人訂制。因此在高校產品模型制作課程中引入3D打印,這對學生模型制作能力的培養,設計能力的提高,以及未來的就業前景都具有非常重大的意義。■
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
光學精密工程(2016年6期)2016-11-07 09:07:19
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
故事作文·低年級(2009年10期)2009-10-20 04:28:46