過程能力分析在繅絲生產管理中的應用
2018-09-10 07:22:44陳興燦李冰郭蔚李艷盧受坤蓋國平
絲綢 2018年6期
陳興燦 李冰 郭蔚 李艷 盧受坤 蓋國平
摘要: 針對廣西部分生絲產品品質等級一般,且利潤低的問題,文章依據國家標準對某企業生產的55批鮮繭生絲樣品進行檢驗,借助過程能力指數法分析了該企業的繅絲過程能力并指出需要改進的方向,以期達到提高產品質量和降低生產成本的目的。結果表明,該企業生產過程的纖度偏差、清潔、潔凈、纖度最大偏差的過程能力指數分別為1.53、0.71、2.75、0.99,說明企業的纖度偏差過程能力良好;清潔和纖度最大偏差的過程能力較差,需要持續改進;潔凈過程能力為特優,可考慮降低生產成本。
關鍵詞: 繅絲;過程能力指數;生絲檢驗;品質等級;清潔;纖度最大偏差
中圖分類號: TS101.91;TS143.223
文獻標志碼: A
文章編號: 1001-7003(2018)06-0008-06
引用頁碼: 061102
Abstract: The quality grade of Guangxi raw silk is not high and the profit is low. For these problems, 55 batches of fresh cocoon raw silk from an enterprise were tested according to the national standards in this paper, and then process capability index method was used to analyze the ability of reeling process capability, and the direction of improvement was pointed out, in order to further improve product quality and reduce production cost. The results showed that the process capability indexes of size deviation, cleanness, neatness and the maximum size deviation were 1.53, 0.71, 2.75 and 0.99 respectively in this enterprise. This means that the process capability of size deviation is good; the process capability of cleanness and the maximum size deviation is poor, which needs continuous improvement; the process capability of neatness is excellent, and the reduction of production cost may be considered.
Key words: reeling; process capability index; raw silk inspection; quality grade; cleanness; maximum size deviation
近年來,借著國家“東桑西移”的機遇,廣西地區桑蠶絲綢產業強勢崛起,目前廣西蠶繭和生絲產量等多項指標已位居全國第一。但生絲作為一種天然纖維,其品質質量受諸多因素影響[1]:繅絲工技術能力、繅絲設備、蠶繭原料質量、生產工藝設計[2-3]、生產管理水平等。生絲交易是一種按質論價的過程,不同等級的生絲有較大的價差,由于現有繅絲技術是一門較成熟的技術,不同繅絲企業在繅絲工技術能力、繅絲設備、蠶繭原料質量、生產工藝設計等條件的差異不大[4],在上述條件相同時,如何生產出高品質生絲,使生產效益最大化需要通過科學管理來實現。過程能力[5]是目前管理學常用的目標限量管理法,是對生產過程內在一致性的總體評價,即過程水平滿足技術要求的能力。產品質量受生產過程中工人、機器、材料、工藝和環境等五個因素綜合作用的影響,過程能力即包括上述五個基本要素。過程能力指數,是指在一定時間里,處于某一穩定生產過程下的實際生產能力的量化值,這個量化值反映了生產過程保證產品質量的能力。目前已有文獻表明,過程能力分析方法可應用于卷煙制絲工藝技術改進[6]和卷煙加料均勻性評價[7-8]中,可通過對制絲過程中的過程能力現狀進行分析,梳理工藝流程,確定關鍵影響因素,并對薄弱工藝環節進行改進,達到提高制絲過程能力水平的目的。
由于生絲不同品質等級規定了不同分級指標(即目標限量),本文嘗試用影響生絲品質等級指標的檢驗結果分析某繅絲企業在實際生產中的過程能力,并對其生產管理提出一些改進意見,這對于提高廣西地區繅絲企業生產的生絲質量具有非常重要的理論意義和實際意義。
1 過程能力
1.1 過程能力指數的計算
假設生絲的質量特性值都趨向于正態分布,當繅絲過程能力越高,則生絲質量特性值的分散性就會越小;若繅絲過程能力越低,則生絲質量特性值的分散性就會越大[9-10]。
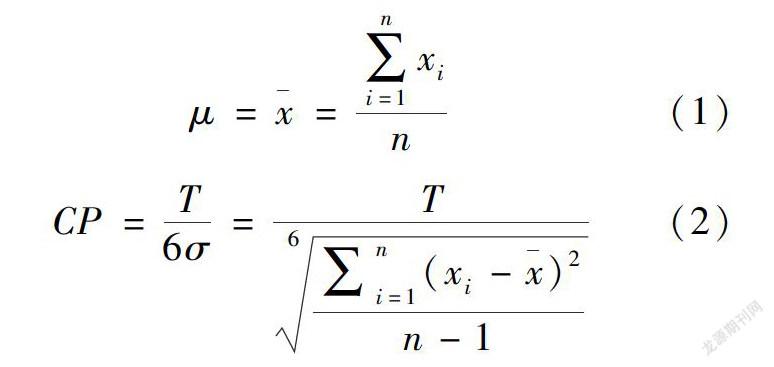
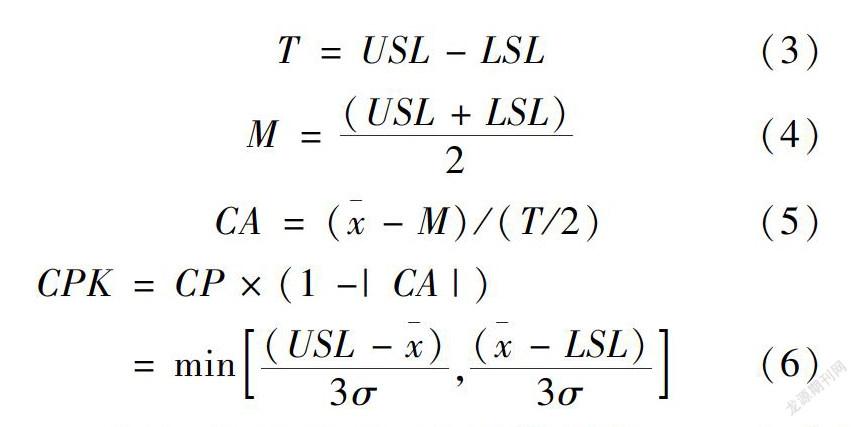
過程能力指數CPK是目標限量范圍與過程能力的比值[11],該比值在于確認質量特性符合目標限量的程度,并以此作為過程持續改進的依據。CPK息息相關的兩個參數:過程精密度CP,計算方式見式(2);過程準確度CA,計算方式見式(5)。CPK是CA及CP兩者的綜合反應,CA反映的是位置關系,CP反映的是散布關系[12]。
式中:xi為某一樣品的質量值或技術指標;μ為樣本質量特性值的算術平均值;n為樣本量;σ為總體產品的質量特性值(標準差)或樣品標準差;T為公差或最大變化范圍;USL(Upper Size Limit的簡寫)為目標范圍允許最大值,生絲檢驗可用等級上限表示;LSL(Lower Size Limit的簡寫)為目標范圍允許最小值,生絲檢驗可用等級下限表示;CP為過程能力精密度;CA為過程能力準確度;M為目標范圍中心值;CPK為過程能力指數。
1.2 正態性檢驗
過程能力指數分析是建立在過程穩態基礎之上的,所以對生產過程能力指數評價前,應進行正態分布驗證。正態性檢驗方式有:χ2擬合優度檢驗、W檢驗、D檢驗、偏度檢驗與峰度檢驗、Kolmogorov-Smirnov檢驗(簡稱K-S檢驗)等,本文將借助K-S檢驗進行正態性檢驗。
1.3 過程能力判斷方式
過程能力指數的值越大,表明產品的離散程度相對于技術標準的公差范圍越小,因而過程能力就越高;過程能力指數的值越小,表明產品的離散程度相對公差范圍越大,因而過程能力就越低。因此,可以從過程能力指數的數值大小來判斷能力的高低[12-13]。從經濟和質量兩方面的要求來看,過程能力指數值并非越大越好,而應在一個適當的范圍內取值。可依據表1標準對計算出的過程能力指數做相應對策。
2 過程能力指數在生絲生產中的應用
生絲產品共有兩個國家標準,產品標準為GB/T1797—2008《生絲》,方法標準為GB/T1798—2008《生絲試驗方法》。根據標準要求,生絲產品的測試項目(或質量指標)包括:外觀、平均公量纖度、纖度偏差、纖度最大偏差、清潔、潔凈、均勻二度變化、均勻三度變化、斷裂強度、斷裂伸長率、切斷、抱合等,共計12個項目,其中影響生絲產品質量等級的項目有11個。因繅絲生產特殊性在于生產成本高,原料、人工等價格較高,為獲得最大效益,當使用過程能力指數作為繅絲生產量化指標時,首先應當考量成本因素,其次再考慮質量(品質)特性因素。
2.1 選擇樣本
選擇廣西某生產企業生產的生絲。產品規格:鮮繭生絲22.22/24.44dtex;產品目標等級:3A及以上;生產周期:2015年10月20日—11月3日;產品樣本量:55批,約33t;樣品檢驗結果:見表2;檢驗依據:GB/T1797—2008《生絲》,GB/T1798—2008《生絲試驗方法》。
2.2 正態性檢驗
選擇SPSS軟件中的單樣本K-S檢驗,進行正態分布驗證,檢驗結果如表3所示。
由表3可看出,只有纖度偏差、纖度最大偏差、清潔、潔凈4個項目符合正態分布。其中切斷、均勻二度變化、均勻三度變化、抱合為非連續性函數,較難符合正態性,斷裂強度和伸長率不符合正態分布與樣本量有關。經統計,上述符合正態分布的4個項目合計定級率為100%,纖度偏差的定級率約為38%,纖度最大偏差的定級率為44%,清潔的定級率約為84%,潔凈的定級率約為30%。這4個項目也是生絲檢驗的主要項目,是影響生絲使用性能主要項目[14]。本文將著重分析這4個項目的生產過程能力指數。
2.3 過程能力指數目標范圍參數的選擇
依據GB/T1797—2008《生絲》標準中的技術指標要求,纖度偏差、纖度最大偏差、清潔和潔凈的3A級的指標值分別是2.61dtex、5.22dtex、95.0分、90.00分。纖度偏差、纖度最大偏差的目標范圍上限值(USL)可設計為生絲達到3A級的指標值;纖度偏差、纖度最大偏差的目標范圍下限值(LSL)設計為極限接近于0。清潔、潔凈的目標范圍下限值(LSL)可設計為生絲達到3A級的指標值;清潔、潔凈的目標范圍上限值(USL)分別設計為理論最大值100分、100分。
2.4 結果分析和討論
使用公式對過程能力指數進行計算,其結果如表4所示。
從表4統計結果可以看出,纖度偏差的過程能力指數為1.53,為A級,能力良好。說明該企業的生絲纖度偏差的過程能力狀態穩定,繅絲企業纖度偏差生產工藝設計良好,纖度偏差的生產管理良好,繅絲工人操作適當,繅絲設備纖度感知器靈敏度高,添緒機械添繭準確率高,繅絲車速與原料繭質量相適應。
清潔的過程能力指數為0.71,為C級。說明企業的生絲清潔過程能力較差,繅絲過程需要持續改進。在生絲生產過程中,影響清潔的主要因素有:蠶繭原料質量、繅絲通道光滑度、瓷眼類型等。經調查,該企業為鮮繭繅絲,還使用了某種免穿瓷眼。根據實驗室檢驗數據統計,使用這種免穿瓷眼的生絲清潔成績普遍低于陶瓷針孔瓷眼。另外,改進清潔成績可適當提高鮮繭的真空滲透水溫。
潔凈的過程能力指數為2.75,為A++級。說明該企業的生絲潔凈過程能力為特優,生產過程可考慮降低生產成本。在生絲生產過程中,影響清潔的主要因素有:蠶繭原料質量、煮繭質量等。經調查,該企業為鮮繭繅絲,繅絲過程不需要煮繭。該企業的生絲潔凈的主要影響因素為蠶繭原料質量,因此企業可考慮降低生產成本,可使用質量稍差的蠶繭生產3A級生絲。
纖度最大偏差的過程能力指數為0.99,為B級。說明該企業的生絲纖度最大偏差過程能力一般,過程因素稍有變異,即產生不良的危險。該企業在生產中應考慮提升纖度最大偏差的生產能力,經分析該企業的最大偏差質量一般的主要原因是:偶發性的樣品纖度值較大,偏離中心的情況較多。纖度大野纖的影響因素主要與繅絲工人的巡回次數、繅絲車速較快等相關,該企業應在上述方面改善生產能力,改善纖度最大偏差質量。
本文研究結果能夠指導企業進行生產工藝改進,研究方法可在其他繅絲企業進行推廣。受樣本來源限制,本文未研究高品位生絲的生產過程能力,未能獲得高品位生絲和普通生絲的生產原料優化設計的最佳方案。
3 結 論
本文依據國家標準對某企業生產的55批鮮繭生絲樣品進行檢驗,借助過程能力指數法分析了該企業繅絲過程中的纖度偏差、清潔、潔凈、纖度最大偏差的過程能力指數。研究表明,樣本在生產過程中,纖度偏差的過程能力良好,清潔和纖度最大偏差的過程能力較差,需要持續改進。建議企業可通過使用陶瓷針孔瓷眼、適當提高鮮繭的真空滲透水溫來改進控制清潔成績的過程能力,通過使用靈敏度較高的纖度感知器、增加繅絲工人的巡回次數、減慢繅絲車速等方式來提高纖度偏差的過程能力。潔凈的過程能力為特優,生產過程中可考慮混入部分質量稍差的蠶繭以降低生產成本。
參考文獻:
[1]黃奇, 王翠芳. 淺談當前影響生絲質量下降的原因及對策[J]. 四川絲綢, 1995(1):12-13.
HUANG Qi, WANG Cuifang. Discussion on the reasons and countermeasures of the current decrease of raw silk quality [J]. Sichuan Silk, 1995(1):12-13.
[2]龔求娣. 淺談工藝條件對生絲抱合和強伸力的影響[J]. 絲綢, 2006(9):27.
GONG Qiudi. Talk about effect of process conditions on cohesion and tensile strength of raw silk[J].Journal of Silk, 2006(9):27.
[3]黃繼偉, 于媛媛, 封寶山,等. 提高鮮繭繅生絲抱合成績的探討[J]. 絲綢, 2014, 51(10):12-15.
HUANG Jiwei, YU Yuanyuan, FENG Baoshan, et al. Discussion on enhancing cobesion performance of fresh cocoon silk[J].Journal of Silk, 2014, 51(10):12-15.
[4]張夏. 國產煮繭、繅絲生產設備的比較研究[D]. 蘇州: 蘇州大學, 2007.
ZHANG Xia.A Comparative Study of Domestic Cooking and Reeling Equipment[D]. Suzhou: Soochow University,2007.
[5]桂慶平, 王曉玲. 過程能力指數(C_P值)在實際化工生產中的應用[J]. 安徽化工, 2009, 35(1):59-61.
GUI Qingping, WANG Xiaoling. Application of process performance index (CP value)in practic chemical production[J]. Anhui Chemical Industry, 2009, 35(1):59-61.
[6]文杰, 唐著寬, 楊明權,等. 過程能力分析在制絲工藝技術改進中的應用[J]. 煙草科技, 2012(3):5-11.
WEN Jie, TANG Zhuokuan, YANG Mingquan, et al. Application of process capability analysis in upgrading of primary processing[J]. Tobacco Science & Technology, 2012(3):5-11.
[7]劉澤春, 黃華發, 洪偉齡,等. 過程能力分析在卷煙加料均勻性評價中的應用[J]. 煙草科技, 2010(10):5-7.
LIU Zechun, HUANG Huafa, HONG Weiling, et al. Application of process capability analysis in evaluation of casing uniformity[J]. Tobacco Science & Technology, 2010(10): 5-7.
[8]黃麒.JNJ卷煙廠制絲過程能力評價與提升研究[D].濟南: 山東大學, 2013.
HUANG Qi. Research on Tobacoo Manufacturing Process Capability Evaluation and Improvement in JNJ Cigarette Factory[D]. Jinan:Shandong University, 2013.
[9]耿仲康. 工序能力指數CP在紡織生產質量控制中計算和應用的探討[J]. 麻紡織技術, 1980(3):25-32.
GENG Zhongkang. The calculation and application of process capability index(CP) in textile production quality control[J].Ramie Textile Science Technology, 1980(3):25-32.
[10]周維. 基于運籌學及統計學的生絲產質量管理[D]. 蘇州: 蘇州大學, 2009.
ZHOU Wei. Production Quality Management of Raw SilkBased on Operational Research and Statistics[D]. Suzhou:Soochow University,2009.
[11]陶泳, 朱文玉.CPK(過程能力指數)與PPK(過程性能指數)[J]. 中國質量, 2005(1):77-78.
TAO Yong,ZHU Wenyu. CPK (process capability index) and PPK (process performance index) [J].China Quality, 2005(1):77-78.
[12]楊維權. 工序能力指數CP值的定義,推斷與作用[J]. 質量管理, 1991(6):28-29.
YANG Weiquan. The definition, inference and function of the process capability index(CP)[J].Quality Managemeng, 1991(6):28-29.
[13]李成顯. 過程能力與計數值過程能力指數計算[J]. 國防技術基礎, 2005(7):9-10.
LI Chengxian. Process capability and numerical process capability index calculation[J].Technology Foundation of National Defence, 2005(7):9-10.
[14]蔣小葵, 張惠娟, 丁松. 潔凈是影響當前生絲質量的主要因素[J]. 中國纖檢, 2002(3):12-14.
JIANG Xiaokui,ZHANG Huijuan, DING Song.Neatness is the main factor affecting the quality of raw silk[J].China Fiber Inspection, 2002(3):12-14.