汽車零件自動化檢測線的設計與應用
2018-09-10 01:28:08廖惠平
河南科技 2018年8期
廖惠平

摘 要:隨著產品的質量要求不斷提高和自動化普及應用,自動化檢測也應運而生。目前,汽車產品在流水線上生產,傳統的檢測方式費時費力,且受人為因素影響較大,已不能滿足生產需要。自動化檢測具有快速、穩定、檢測精度高等特點,將被逐步應用于各行各業。基于此,本文主要探討汽車零件自動化檢測線的設計與應用。
關鍵詞:汽車零件;自動化檢測線;檢測方法
中圖分類號:U467.52 文獻標識碼:A 文章編號:1003-5168(2018)08-0092-02
Design and Application of Automatic Detection Line
LIAO Huiping
(Suzhou Ziguan Automation Equipment Co., Ltd.,Suzhou Jiangsu 215000)
Abstract: With improving the quality of the product requirements and the popularity of automation applications, automated testing has also come into being. At present, the automobile products are produced on the production line. The traditional detection methods are time-consuming and laborious, and are greatly influenced by human factors, which can no longer meet the production needs.Automatic detection is characterized by high speed, stability and high detection accuracy. Therefore, it will be gradually applied to all walks of life. Based on this, this paper mainly discussed the design and application of auto parts inspection line.
Keywords: auto parts;automatic testing line;detection method
1 研究背景
眾所周知,汽車在行駛過程中,經常需要減速、停車或者緊急制動等,所以汽車上的制動系統對汽車產品而言是至關重要的。汽車行業對制動系統的生產控制非常嚴格,各企業也明確提出了自己的質量標準。
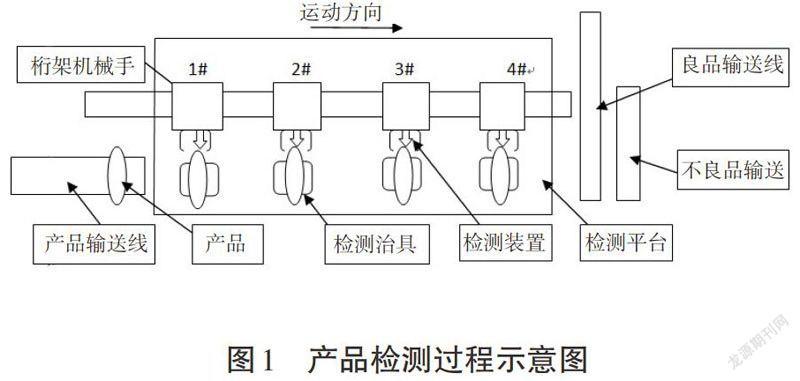
本文主要介紹汽車零件在自動化檢測設備上進行檢測的過程。該檢測線的控制方式是:桁架機械手抓取被測產品并將其放入檢測治具上后,檢測治具對產品進行自動定位與固定,夾緊后機械手松脫離開,隨后,1-4#工位檢測裝置同時對產品各尺寸進行檢測(安裝在自動化控制裝置上的氣動量儀測頭伸入被測產品進行自動測量,并自動記錄和保存測量數據),之后機械手將產品與產品治具分離,送入下一工位。考慮到產品是異形件,不易定位,所以將產品放入產品治具使之進行準確定位,由于產品檢測尺寸精度較高,所以治具必須具有互換性[1]。產品檢測過程具體如圖1所示。
2 汽車零件自動化檢測方法
2.1 產品在治具上定位
要實現產品的自動化檢測,自動檢測線需要具備自動抓取、自動定位、自動檢測、自動識別和記錄等功能[2]。
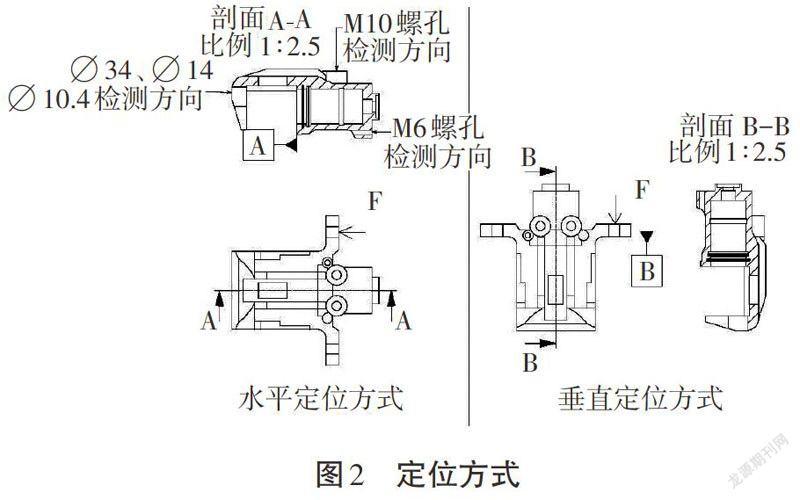
現在以零件卡鉗為例來分析自動檢測系統的設計和應用情況。作為剎車系統中的卡鉗零件,屬于異形件,要檢測內圓尺寸,首先要考慮定位問題。卡鉗定位有水平方式定位和垂直方式定位2種(見圖2)。當產品水平方式定位時,以A面作為水平方向定位基準,以兩孔作為垂直方向定位基準,同時施加推力F固定。這樣有利于機械手可以從上方抓取產品,測頭可以從水平方向的左邊對產品尺寸[Φ]34、[Φ]14、[Φ]10.4進行檢測,同時也可以從右邊對M6螺孔進行檢測,還可以從右上方對M10的螺孔進行檢測。若采用垂直定位方式時,以B面和兩孔位作為水平方向定位基準,在垂直方向施加壓力,但該方式難以滿足同時檢測和定位的需求。針對要求檢測的項目和抓取產品、定位、治具的緊湊性考慮,認為水平定位方式更合理、方便。
2.2 治具在檢測線上的定位
由于1-4#工位工作原理相同,這里僅以1#工位為例進行講解(見圖3)。在裝配時,要求以治具為基準,保證測頭與產品被測內孔同心,且測頭水平度和前后的垂直度在0.1mm內,調整好之后配合兩個零件打銷孔定位。考慮到測頭與產品可能會出現不同心的情況,孔槽機械檢具設計成可自動調心的特點,機械檢具固定座左右上下都安裝有彈簧,彈簧力不得太小,保證在進入孔槽時不會晃動,且必須小于測頭的張力才能達到調心的目的。
3 檢測線檢測能力分析
本檢測線主要采用氣動量儀通過自動控制測頭檢測產品[Φ]10.4(+0.03/-0.05)、[Φ]14(+0.025/0)、[Φ]34(+0.05/0)和[Φ]39.507(+0.13/0)四個尺寸。由于數據量比較大,現僅對尺寸[Φ]10.4(+0.03/-0.05)進行具體介紹。現通過設備能力指數(Cgk)對檢測線的檢測能力進行分析,設備能力指數是評估一個測試儀器的測量能力是否和被測產品的公差要求相匹配的方法,是短期的檢測設備能力指數。其測試要求是:對同一產品同一個尺寸在同一工位上重復測量25次以上,進行數據和結果分析。Cgk一般接受的標準是≥1.33。測量數據見表1。
其中,T表示工件被測參數公差,T=0.03+0.05=0.08,[ε]為平均偏移值的絕對值:
[ε=M-x]=10.390-10.387=0.003 (2)
其中,[M]為標準公差值,[x]為25個測量值的平均數。
S表示標準偏差,計算公式為:
[S=xi-x2N-1] (3)
通過計算可以得出S為0.001 3。
4 結論
通過以上分析得出,氣動量儀自動檢測設備測量產品完全能滿足被測產品測量的要求,但由于檢測的尺寸精度較高,氣動測頭長時間的機械式摩擦可能會影響測頭使用壽命,應定期進行校準。
參考文獻:
[1]中華人民共和國,國家質量監督檢驗檢疫總局.質量管理體系汽車生產件及相關維修零件組織應用GB/T 19001—2000的特別要求:GB/T 18305—2003[S].北京:中國標準出版社,2003.
[2]中華人民共和國,國家質量監督檢驗檢疫總局.專用檢測設備評定方法指南:JB/T 10633—2006[1].北京:中國標準出版社,2006.
[3]中華人民共和國,國家質量監督檢驗檢疫總局.測量管理體系 測量過程和測量設備的要求:GB/T 19022—2003[1].北京:中國標準出版社,2003.
[4]國家質量監督檢驗檢疫總局.氣動測量儀檢定規程:JJG 356—2004[S]. 北京:中國標準出版社,2004.
