織物產生橫檔的原因及控制方法
2018-09-10 01:45:45魏艷紅蘇旭中劉新金謝春萍張鐘唏
絲綢 2018年11期
關鍵詞:分析
魏艷紅 蘇旭中 劉新金 謝春萍 張鐘唏


摘要: 橫檔是布面常見的一種疵點,產生橫檔的原因多樣。文章列舉了常見的產生橫檔的具體實例,如條干不勻、捻不勻、重量偏差大、混配與接替控制不當產生的黃白紗、針織張力不勻等,提供了可靠的事實依據。介紹了分析橫檔的方法,手感目測法、儀器分析法、溶解法、拆布分析法。先進測試儀器可以快速分析產生橫檔的原因,同時也可以有效預防橫檔的產生,力求幫助企業最大限度減少織物橫檔疵布,降低浪費及經濟損失。研究認為:織物產生橫檔與原料的選配、紗線質量、織造、操作管理等因素有關,企業應根據具體的原因采取有效措施。
關鍵詞: 橫檔;條干;捻度;紗線重量;針織;織物疵點? ??中圖分類號: TS101.914??文獻標志碼: A??文章編號: 1001-7003(2018)11-0024-07 ???引用頁碼: 111105
The reasons and control methods of fabric cross bar
WEI Yanhong ?1,2 , SU Xuzhong 1, LIU Xinjin 1, XIE Chunping 1, ZHANG Zhongxi 2
(1.Key Laboratory of Eco-Textiles, Ministry of Education, Jiangnan University, Wuxi 214122, China;
2.Nantong Textile ?Holding Group Textile Dyeing Limited Company, Nantong 226007, China)
Abstract: Cross bar is a common fabric defect, and would be produced by a variety of reasons. In this paper, the common examples of producing cross bar were listed, such as unevenness, uneven twist, large weight deviation, yellowish white yarn caused by improper mixing and replacement control, and uneven knitting tension, and the reliable factual basis was provided. Then, methods of analyzing the cross bar were introduced, including visual observation method, instrumental analysis, dissolution method, and unwrapping analysis method. The use of advanced test equipment can not just quickly analyze the cause of the cross bar, but also can effectively prevent the emergence of cross bar, striving to help companies minimize fabric cross bar and reduce waste and economic losses. The results show that the production of fabric cross bar has the relations with the selection of raw materials, yarn quality, weaving, operation management and other factors, and enterprises should take effective measures according to specific reasons.
Key words: cross bar; evenness; twist; yarn weight; knitting; fabric defect
近年來,織物橫檔紗疵頻繁發生,產生橫檔的原因多樣,情況錯綜復雜,與原料、紡紗、織造及染整工序等多種因素有關 ?[1] 。橫檔的出現有時來勢兇猛,影響織物的外觀,造成面料大批量的降等甚至報廢。由于橫檔形態多、變化多、隨機性大、無規律性,橫檔產生的原因跨度大,目前尚無先進的檢測儀器能直接分析和判斷橫檔產生的原因,分析判斷難度大,尤其紡織廠經常產生不明的經濟糾紛 ?[2] 。不僅降低了產品的質量和等級,而且會嚴重影響企業的信譽。國外研究人員Karl Mahall ?[3] 在文章中介紹由于紗支、捻度、紗線的差異造成的不同的紗線體積,在機織物或針織物中形成的橫檔,歸咎于光學效應; Kazim ?Hanbay等 ?[4] 采用先進光學儀器對織物疵點進行了檢測,但就橫檔疵點產生的具體原因及解決措施沒有詳盡的闡述。因此,整理一套分析橫檔的有效方法十分必要,可以幫助企業快速排查橫檔產生的原因,避免不必要的經濟賠償。本文主要針對原料、紡紗、織造產生的橫檔進行分析。
1 橫檔的概述
1.1 橫檔的概念
織物橫檔又稱橫路、橫條,是織物橫向出現非設計的具有一定長度的一根紗線或條紋,或多根紗線或條紋比其他正常處的紗線或粗或細,組織結構或稀或密、色澤或深或淺等,是織物的一種疵點。機織物橫檔是在織物橫向(即“緯”方向或幅寬方向)按“四分制”出現一定長度有規律或無規律的一條或多條的疵點。針織物橫檔是指織物上出現一個橫列或者若干橫列的線圈較其他橫列的線圈稀密不勻、或深淺不一、或排錯紗等。
1.2 分析織物橫檔的檢測方法
1.2.1 手感目測法
當拿到一塊有橫檔的布樣時,視覺結合觸覺兩方面進行初步分析。首先對織物進行視覺評價,必要時調整織物的角度以能清晰看到橫檔為目的(迎光目測法、逆光目測法、透光目測法、平鋪目測法、傾斜45°目測法),觀察橫檔的特性,是否有規律性、橫條寬度間距、織物正反面是否均有橫檔、織物表面的反光效果,然后通過觸覺觸摸橫檔表面是否有凹凸感,最后根據初步評判的結果選擇需要檢測的項目 ?[5] 。如果橫檔無規律則需要檢測紗線條干、混紡織物的混紡比等,橫檔規律性很強需要考慮紗線捻度、質量、毛羽、原料接批、針織物紗線及絲張力、織物組織紗線排列順序。橫檔表面出現凹凸不平首先考慮紗線質量、捻度,以及針織張力不勻。
1.2.2 拆布分析法
拆布分析橫檔疵點是指分析人員將布面橫檔與正常處的紗線按在織物中排列的順序逐根拆下,并按順序排列。在拆布時注意觀察橫檔與正常處織物的組織結構是否相同,紗線的排列順序是否一致,尤其在不同組分或不同捻向紗線交織時更要注意。在拆布前可以將布剪成10cm×10cm或其他一定長度、寬度,便于測量拆下相同長度的布樣對比紗的長度,為進一步分析紗線張力、線圈大小提供依據。為了更好地找出橫檔的規律,分析橫檔至少拆5個循環,并記錄橫檔處與正常處的紗線間隔根數。
1.2.3 儀器分析法
儀器分析是借助于先進儀器設備快速分析產生橫檔的原因,測試儀器主要包括放大鏡、照布鏡、顯微鏡、扭力和電子天平、條干儀、毛羽儀、捻度儀等。根據手感目測法確定需要檢測的項目,對拆下的紗線利用儀器按照順序測試捻度、質量、條干等,以便找到形成橫檔疵點的原因。利用顯微鏡觀察紗線內部結構、纖維成分、混紡比、纖維成熟度等。檢測混紡織物混紡比首先利用哈氏切片器做紗線切片,再在顯微鏡下觀察紗線橫截面內混紡纖維根數比。利用超景深顯微鏡觀察針織物線圈大小、線圈是否有異常扭曲情況、彈力絲在面料中的位置、機織物組織結構。
1.2.4 溶解法
織物中含有棉、麻、粘膠等纖維素纖維與氨綸或滌綸長絲交織時,可以利用40%的稀硫酸在95℃的水浴鍋中加熱30min溶纖維素纖維保留氨綸或滌綸長絲,觀察絲上是否有橫檔存在。如果要進一步確認是否是氨綸絲原因也可以用二甲基甲酰胺溶解氨綸絲保留纖維素纖維,觀察纖維素纖維上橫檔是否存在,或在顯微鏡下觀察氨綸絲線圈。對于纖維素與絲交織的織物橫檔可以首選溶解法,這樣可以快速排出部分原因。利用溶解法也可以分析滌棉混紡織物的混紡比,溶解前首先將布樣在烘箱內烘干 0.5h (直到質量不發生變化),稱重,利用40%的稀硫酸在95℃條件下溶解棉纖維,最后將溶解后的布樣在烘箱內烘干,再次稱重計算混紡比 ?[6] 。
2 產生橫檔的原因
2.1 紗線品質造成的橫檔
2.1.1 原料混合不均勻紗線混批或黃白紗產生的橫檔
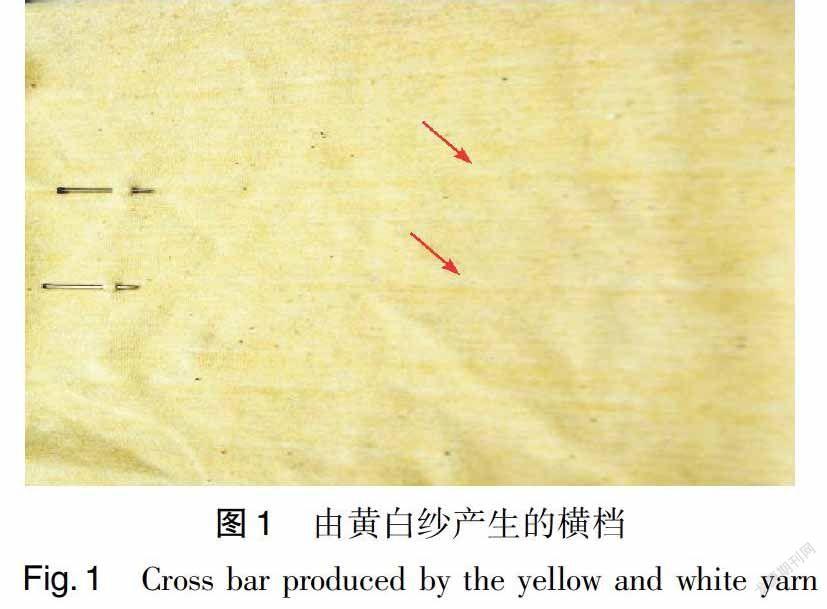
紡紗原料的產地、色澤、馬克隆值、成熟度差異大;原料混合不均勻尤其兩種或兩種以上纖維混紡時,由于各纖維的吸濕性差異,染色后布面上形成規律性或無規律性橫檔。紗線混批或原棉接批不當易形成黃白紗,某企業在配棉時因調配頻繁又是新舊棉交替之際棉花色差較大,紗線批次量過大,生產時間跨度太長,沒有及時推陳出新,造成生產的紗線有黃白紗,織造后在白坯布上就可以看出色澤差異的橫檔,橫檔處紗線比正常處更黃(圖1)。
2.1.2 紗線條干不勻產生的橫檔
使用的原料差、工藝設計不當、設備紡紗器件發生故障等,造成的條干不勻在布面上會顯示陰影隱橫條、云斑嚴重、有“條干不勻集聚”,橫條無規律,條干粗的地方顏色深,條干細的地方顏色淺并透光,布面風格變差織物組織紋路不清晰。
2.1.3 紗線捻度不勻產生的橫檔
單紗或股線捻不勻、相鄰紗線捻度差異大,都會形成橫檔。一方面捻度差異造成紗線直徑和光澤的差異,另一方面也會造成紗線松緊差異,染色后吸收染料不同。圖2、圖3分別是單紗與股線捻度差異形成的橫檔。
圖2正常處紗線排列為兩根S捻兩根Z捻紗循環排列,捻度均為155捻/10cm。不正常處紗線排列也是兩根S捻兩根Z捻紗循環排列,但是S捻紗的捻度為110捻/10cm,Z捻紗為正常捻度155捻/10cm。由于紗廠混筒110捻/10cm S捻混入155捻/10cm,紗線捻度差異29%,捻度小在布面上顯示直徑粗。一般單紗捻度差異超過10%,在布面上就會產生橫檔。用肉眼觀察由股線織造的布面效果,可以看出間隔很短的橫條,且布面平整度較差;在超景深顯微鏡下觀察,橫檔處出現無規律的緯斜現象而且緯斜方向不一致,如圖3所示有左斜和右斜。拆布測捻度發現捻不勻大,連續測試的40段股線捻度見表1。表1中最大捻度為538捻/m,最小捻度為390捻/m,捻度CV%為6.53%,捻度差異比較大,捻度偏小處產生右斜(記為↗),捻度偏大產生左斜(記為↖)。
2.1.4 紗線質量不勻產生的橫條
紗支控制超標也會產生橫條,一般質量差異超過7%,在布面上就會產生橫檔。在生產中除了常規紗支控制不當引起的質量偏差同時還要注意,并條的多條、少條操作失誤;細紗機后區牽伸齒輪漏搭;細紗生頭紗使用不規范;成包時混筒;倉庫混發;織造中尤其針織大圓機,為多路成圈編織,在上紗時如果有一個或幾個筒子錯號,在布面形成明顯連續的橫路,染色后會更加明顯;針織廠混批用紗、排紗錯誤均會引起織物橫檔。如圖4所示就是因針織廠排紗錯位造成的橫檔,分析橫檔為每隔1.6cm規律性出現一處,造成橫檔的原因由單根紗引起,橫檔表面出現凹凸不平。拆布分析織物結構,針織物由表層和毛圈層組織構成且有氨綸絲加入,正常處表層組織為C18.2tex紗,捻度為825捻/m;毛圈組織為C24.3tex紗,捻度為782捻/m。橫檔處表層的一根紗為C24.3tex,捻度為782捻/m;相對應的毛圈層為C18.2tex紗,捻度為825捻/m,連續拆了五個循環結果相同。因此,產生橫檔的原因是針織廠將表層與毛圈層的紗排混,其中表層的一根紗與其他紗線不同,紗線偏粗33%,粗線密度吸色淺,因此在布面橫檔處顏色發白。將正常處表層與毛圈層拆下分開擺放,可明顯看出毛圈層紗支粗顏色略淺(圖5)。
2.2 針織原因產生的橫檔
2.2.1 針織張力不勻
針織物由若干線圈連接而成,織造時,張力的控制不勻會導致線圈大小差異較大,特別是織造有氨綸絲的織物時張力不勻很容易引起織物橫檔疵點。在編織過程中,由于導絲輪位置(角度)調整不當,就會引起氨綸絲與導絲輪摩擦力的變化,從而使氨綸絲的張力發生變化,進而使其伸長發生波動 ?[7] 。由氨綸絲張力原因引起的橫條在布面完全放松狀態且透光下更容易顯出,而平鋪在桌面上幾乎看不出,將面料縱向給預一定張力,使氨綸絲有一定的伸長,橫檔處線圈的均勻度、色澤深淺有改善。客戶投訴生產的粘膠針織汗布(加氨綸絲),染深藍色后布面有明顯橫檔,如圖6所示。對布樣進行分析,橫條很有規律,橫條寬度為1.8cm,橫檔間隔3cm,溶解粘膠保留氨綸網,將氨綸網攤開自然下垂,從上往下俯視可以明顯看出氨綸網上有相同寬度的橫檔。橫檔處氨綸絲張力大,橫檔周圍的氨綸絲有起皺現象 (圖7), 將氨綸網平放在黑板上也可以明顯看出寬度相同的橫檔(圖8)。
使用超景深顯微鏡觀看氨綸網,橫檔處的針織圈形與正常處的有差異,橫檔處圈高為360μm,正常處為410μm,圈高差異50μm。一般針織張力調節不當產生的橫檔都有規律性,會有一路或連續的幾路形成一定寬度的橫檔,張力嚴重不勻時還會造成布面平整度不好,有起皺風格。影響紗線張力不一致的因素有單面機針筒和三角座同心度誤差大,雙面機針筒和針盤同心度誤差大;針筒圓整度差;雙面針針盤水平度差;三角高低位置不一致;導紗器安裝位置不一致;牽拉不均勻;針織機輸紗盤和輸線器不良,如輸紗齒形帶發生缺牙爆齒;氨綸絲的批號不同;氨綸絲大小筒子產生不同的離心力也會使其退繞點及退繞氣圈直徑不同,造成送紗量不同線圈大小不勻。
2.2.2 壓針三角進出位置不一致引起橫路
在織造過程中,當各路三角壓針深度不一時,壓針過深,紗線成圈時張力大,線圈拉長形成的線圈大,壓針過小線圈縮短形成的線圈小,在布面上就會產生橫檔,染色后會更明顯,小線圈集中的地方顏色深,大線圈集中的地方顏色淺。如圖9所示,肉眼看針織物有明顯的深淺規律橫檔,每隔31cm左右出現一條橫檔,橫檔寬度28cm,從左到右連續并橫跨布面,橫檔處布面顏色比正常處布面顏色略深,橫檔與正常處布面平整度均良好。經拆布分析,橫檔與正常處相比質量、捻度、條干、毛羽均正常,在超景深顯微鏡觀察線圈明顯看出橫檔處與正常處線圈不一致,淺色部分線圈略大,深色部分線圈略小,有明顯分界線,淺色部分平均線圈圈高590μm,深色部分平均線圈圈高548μm,圈高差異42μm(圖10—圖12)。
2.2.3 翻絲造成的橫檔
翻絲造成織物橫檔也是針織面料常見的疵點 ?[8] 。如圖13所示的雙羅紋織物,產生橫檔間隔和寬度無規律性,橫檔處顏色發白。針織物是利用兩根棉股線與一根錦綸長絲同時喂入,將棉股線和錦綸拆下放在一起顏色發白的為錦綸(圖14)。在超景深顯微鏡下觀察線圈,正常處棉股線線圈在表層錦綸長絲在里層(圖15),橫檔處錦綸長絲漏出 (圖16), 形成翻絲,布面橫檔發白處為錦綸暴漏在表面。
3 其他原因造成的橫檔例案
3.1 氨綸輸送器與儲紗器的齒或牙磨損
氨綸輸送器與儲紗器的齒或牙磨損,輸送的紗相對少些,該路紗長度會短些,造成橫條。南通某企業用粘膠賽絡紡19.7tex與氨綸織造的汗布布面有橫條,經拆布分析,紗線質量、捻度均正常,但是絲的長度有差異,橫條處絲的質量為0.00762g,長度為72cm;正常處質量0.00860g,長度80cm,即絲的線密度相同,由于齒輪磨損造成絲的長度有差異,氨綸絲長度短形成緊路橫條。
3.2 粗紗回潮率差異
某企業春節放假沒有注意門窗管理,放假期間掛在細紗機上的粘膠粗紗表面吸潮,節后上班發現細紗沒有分批,因粗紗回潮不同,春節前后的細紗在后道混在一起織造,生產的粘膠針織布染敏感色咖啡色、藏青色、灰色、軍綠色出現橫檔。
3.3 絲混批
客戶投訴粘膠賽絡紡14.8tex針織布有橫檔,其中布面結構為錦綸包氨綸長絲,由粘膠連接兩層。錦綸顏色偏淺,粘膠顏色深。布面有橫條為淺條,每1cm一處。拆布分析,粘膠紗質量、捻度均正常。溶解氨綸保留粘膠與錦綸,橫條存在,溶解錦綸保留氨綸和粘膠,橫條消失。分析認為,此橫條由錦綸絲混批使用造成。
3.4 紗線毛羽偏重
客戶投訴機織布在緯向有顏色發白的橫條,寬度30cm,一個筒子斷續出現了兩次,緯向為原紗未經染色。肉眼觀察橫檔毛絨絨的,寬度大約為一個管紗長,拆布分析橫檔與正常處質量、捻度差異不大,經做毛羽試驗,顏色白處毛羽明顯多。分析認為,造成發白的橫檔為毛羽偏重引起。
4 預防橫檔應采取的措施
4.1 合理配棉避免紗線混批
在生產中注意混配棉質量,原棉性能要突出主體,主體占70%以上,原棉接批要做到細水長流,調整幅度不可大于10%,對于進口棉(特別是美棉)色差差異較大,混合困難,應控制接替比,遇到特別黃的棉包要單獨挑出,少比例混合。原料變動頻繁如新舊棉交替時紗線批次量不能太大,紡紗廠管理要執行半制品先做先用避免半制品長期積存,并及時推陳出新,注意排查遺漏的半制品與成品,必要時進行揭底。棉紗分批要嚴格,倉庫發貨時注意不要混發,同時嚴格貫徹先進先出原則。采用先進檢測儀器USTER HVIMF 100準確指導混配棉工作。
4.2 合理設置工藝加強管理
加強操作管理減少膠輥回轉失靈、細紗擋車工接頭不規范形成的緊捻紗;嚴防并條、多條、少條形成的長粗長細;細紗要防止后區牽伸失效和打滑,吊錠運轉不靈造成的意外伸長。絡筒是紡紗工序預防橫檔的最后一關,合理地設置絡筒工藝參數、采用國外進口電子清紗器,可以有效攔截部分長粗、長細、短片段條干不勻、毛羽紗。每天跟蹤絡筒萬米剪切數可以有效監測紗線質量,根據剪切紗疵的類型可以快速排查前道工序的故障。對針織機定期檢查,加強日常維護,保證上機工藝一致,如喂紗各路的壓針三角深度一致,沉降弧調整到位,使用測長儀調整三角的彎紗位置 ?[9] ,同時按棉紗生產日期的先后順序使用。
如果毛坯布上發現一定數量的橫檔,可以將毛坯用作染白色、印花、繡花或小裁片等,從而將損失降低到最少 ?[10] 。
5 結 論
橫檔疵點的出現具有很大的隨機性和無規律性,隱蔽性強、潛伏期長、需要跨行業專業知識,分析較困難。本文總結了分析橫檔的方法,用具體的實例介紹了產生橫檔的原因,紡織企業要有針對性的采取一些措施控制與解決。紡紗過程中控制紗線質量減少重不勻、捻不勻、毛羽紗;合理選配原棉;利用USTER HVIMF 100纖維測試儀、洛菲電子清紗器;加強生產管理、倉庫管理、針織設備管理、操作管理可以預防橫檔的產生。采用化學與物理方法結合,同時借助于先進儀器如超景深顯微鏡、條干儀、毛羽儀,可以快速分析橫檔產生的原因。
參考文獻:
[1]林建華. 淺談消除針織物橫檔的紡紗質量控制[J]. 棉紡織技術, 2010, 38(10): 10-13.
LIN Jianhua. Discussion of eliminating knitting fabric cross bar in spinning [J]. Cotton Textile Technology, 2010, 38(10): 10-13.
[2]唐純翼, 熊偉. 橫條疵點的控制與管理[J]. 紡織器材, 2013, 40(5): 59-63.
TANG Chunyi, XIONG Wei. Stripiness control and management [J]. Textile Accessories, 2013, 40 (5): 59-63.
[3]KARL ?Mahall. Streaks and Bars in Textile Fabrics due to Yarn Differences and Technological Reasons [M]. New York: Quality Assessment of Textiles, 2003: 117-145.
[4]KAZIM ?Hanbay, MUHAMMED Fatih Talu, MER Faruk zgüven. Fabric defect detection systems and methods: a systematic literature review [J]. Optik-International Journal for Light and Electron Optics, 2016, 127(24): 11960-11973.
[5]劉娜, 徐伯俊, 劉新金. 滌棉織物橫檔疵點的檢測分析[J]. 上海紡織科技, 2015, 43(3): 17-19.
LIU Na, XU Bojun, LIU Xinjin. Test and analysis of barres on polyester-cotton fabric [J] .Shanghai Textile Science and Technology, 2015, 43(3): 17-19.
[6]張玉, 謝春萍, 劉新金. 棉/粘膠混紡針織物橫檔成因分析[J].上海紡織科技, 2015, 43(4): 60-62.
ZHANG Yu, XIE Chunping, LIU Xinjin. Cause analysis of barres on cotton/viscose blended knitted fabric [J]. Shanghai Textile Science and Technology, 2015, 43(4): 60-62.
[7]汝建華, 徐紅. 針織產品橫條的產生原因及控制[J]. 山東紡織科技, 2010(4): 22-24.
RU Jianhua, XU Hong. Causes and controlling measures of knitted products stripes [J]. Shandong Textile Science and Technology, 2010(4): 22-24.
[8]吳鴻烈. 緯編針織面料表面疵點分析[J]. 針織工業, 2015(5): 14-17.
WU Honglie. Analysis of surface defects of weft-knitted fabric [J]. Knitting Industries, 2015 (5): 14-17.
[9]劉娜, 徐伯俊, 劉新金. 幾種常見針織物橫檔的成因分析[J]. 上海紡織科技, 2014, 42(3): 20-22.
LIU Na, XU Bojun, LIU Xinjin. The causes of several common knitted fabric barres [J]. Shanghai Textile Science and Technology, 2014, 42(3): 20-22.
[10]程濤. 氨綸汗布橫條問題分析及預防[J]. 針織工業, 2014(7): 55-57.
CHENG Tao. Analyzes of horizontal stripe defect of spandex plain-knitted fabric and its preventive [J]. Knitting Industries, 2014(7): 55-57.
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
