
泰州石化1.0 Mta逆流連續重整裝置運行分析
2018-09-10 07:57:24李建國田喜磊
石油煉制與化工 2018年9期
關鍵詞:催化劑
陳 祥,李建國,田喜磊
(中海油氣(泰州)石化有限公司,江蘇 泰州 225300)
中海油氣(泰州)石化有限公司(簡稱泰州石化)連續重整裝置采用中國石化自主開發的逆流移動床連續重整工藝技術,使用中國石化石油化工科學研究院(石科院)開發的PS-Ⅵ重整催化劑,以直餾石腦油、加氫石腦油和加氫裂化重石腦油為原料,生產C5+辛烷值(RON)為103的重整生成油,為下游芳烴抽提裝置提供原料。本裝置包括0.40 Mta預處理部分、1.0 Mta連續重整部分、1 000 kgh催化劑循環量的再生部分及裝置內公用工程系統。
裝置于2016年6月23日中間交接,2016年12月8日重整反應部分投料并產出合格產品,12月21日催化劑開始黑燒,12月24日催化劑改白燒,裝置順利開車成功。從裝置投產至2017年6月,已累計運行203天,共處理原料427.6 kt。
1 逆流移動床工藝特點及催化劑
相比國內首套采用逆流移動床工藝的中國石化濟南分公司(濟南分公司)的連續重整裝置來說,本裝置工藝技術進行了多項修改、完善和優化,具體內容如下。
重整反應部分:①催化劑在4個反應器中的分配比例由17∶20∶23∶40調整為22∶24∶26∶28;②重整反應器物流方向由上進下出改為上進上出,改善壓力分布;③反應器底部催化劑出口改為一根下料管。
催化劑再生部分:①反應器上部催化劑料腿高度由30 m改為24 m,降低了反應器框架高度;②計量罐保留,取消計量罐閉鎖料斗功能,取消計量罐和再生器之間的閥門;③氧氯化氣和再生燒焦氣分開循環,氧氯化氣體單獨放空,提高氧氯化氣中氧氣含量,氧氯化氣單獨脫氯;④再生循環氣堿洗改為固體脫氯;⑤取消再生器下部料斗;⑥分離料斗內部增加阻止焦塊的內篩板,防止結焦的大塊催化劑進入再生器;⑦再生器頂部緩沖區尺寸改小,高度降到最低。
本裝置簡要工藝流程如圖1所示。逆流移動床連續重整工藝的反應物流流動方向與順流工藝相同,而催化劑輸送循環方向與傳統順流連續重整工藝相反,順序為:再生器 →第四重整反應器(四反)→第三重整反應器(三反)→第二重整反應器(二反)→第一重整反應器(一反)→再生器。4個重整反應器采用并列布置,催化劑在反應器之間采用自流與提升相結合的方式輸送,每個重整反應器都設有緩沖料斗、下部料斗及下部提升器,以便用氣體把催化劑從四反底部提升至三反頂部,依此類推,最后將催化劑由一反底部提升器提升至再生器頂部的分離料斗內,催化劑靠重力落入再生器內。一反、二反和三反均設有上部料斗。
在再生器內,催化劑自上而下依次經過一段燒焦區、二段燒焦區、氧化氯化區、干燥焙燒區及冷卻區,然后流經氮封罐,再由氫氣提升至四反頂部的緩沖料斗,在還原段被還原后流入四反,完成再生過程,構成反應-再生循環。催化劑燒焦再生氣體采用冷循環流程循環使用。
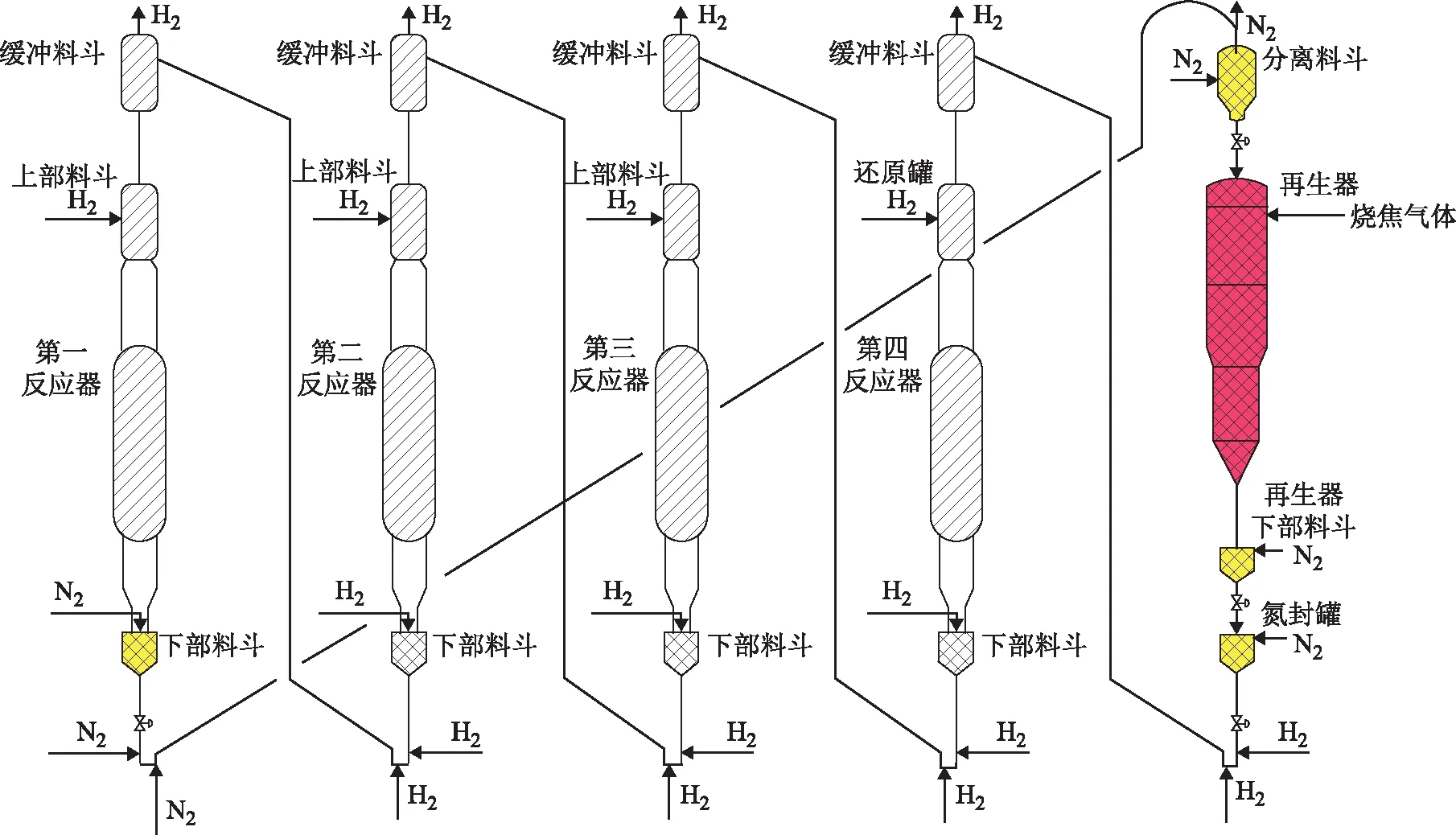
圖1 逆流移動床連續重整工藝簡要流程
重整反應部分采用的催化劑為PS-Ⅵ,其主要物化性質如表1所示。

表1 催化劑PS-Ⅵ的物化性質
2 催化劑裝填和開工
2.1 催化劑裝填
逆流移動床工藝重整反應器采用并列布置,反應器頂部設有上部料斗和緩沖料斗,反應器底部設有下部料斗,再生器頂部布置分離料斗和計量罐,再生器底部設有氮封罐,各部位的催化劑裝填量及與濟南分公司重整催化劑裝填量的對比見表2。由表2可以看出,與濟南分公司連續重整裝置相比,本裝置各反應器的催化劑裝填比例更為接近,催化劑的實際裝填比例與設計值(22∶24∶26∶28)基本相符。
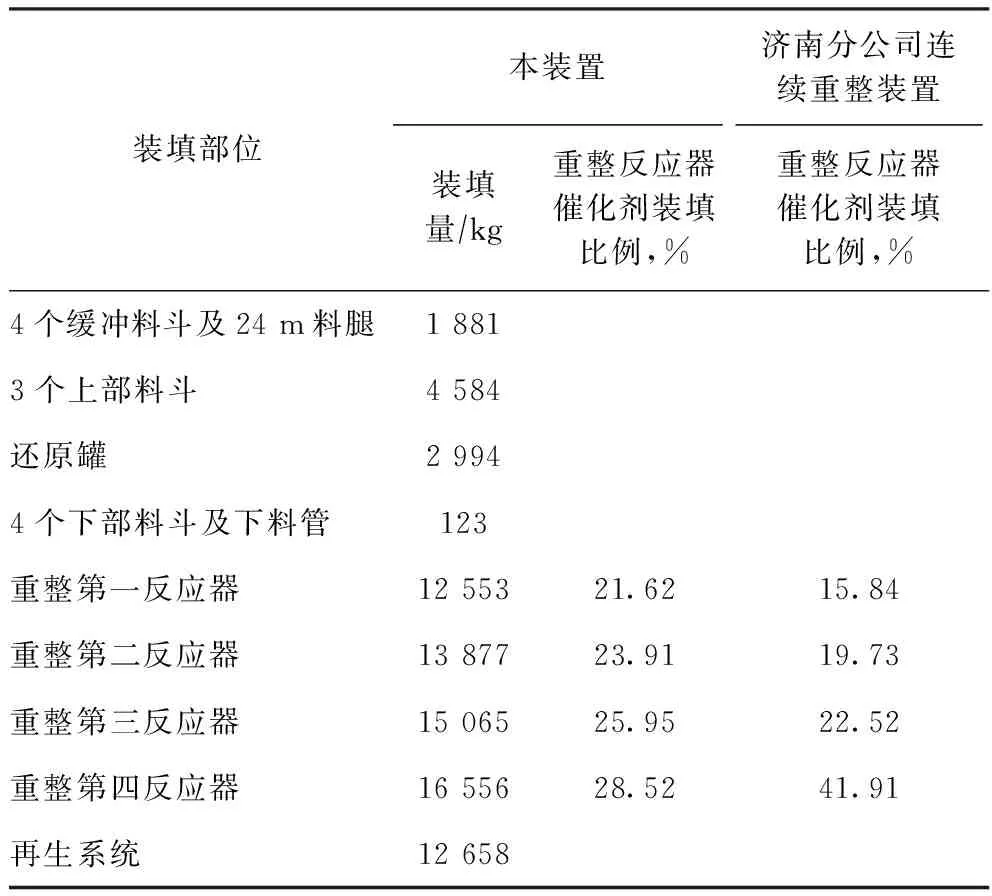
表2 裝置反應-再生系統各部位催化劑裝填量
2.2 裝置開工
2.2.1 重整反應部分開工 2016年12月8日07:15石腦油汽提塔塔底精制油化驗合格,精制油送至儲罐。09:30引管網氫氣至再生提升及密封氣,同時裝置內氫氣開始送至變壓吸附裝置(PSA)。16:06重整反應370 ℃進料,進油后以20~30 ℃h的速率將反應溫度升至480 ℃。16:40重整產物分離罐達到設定液位后,走開工線至脫戊烷塔,脫戊烷油送至下游抽提裝置,19:50重整生成油進再接觸系統,至此裝置全流程貫通投產。
2.2.2 催化劑再生部分開工 12月10日16:00建立催化劑提升循環,催化劑循環速率為500 kgh。12月21日,待生劑碳質量分數達到4.3%,14:40開始催化劑黑燒,14:46一段燒焦開始逐漸配風,燒焦氧體積分數控制在0.6%~0.7%,16:17二段燒焦開始配風,黑燒過程中定期標定催化劑循環量。12月24日16:00催化劑黑燒轉白燒,18時啟動氧氯化注氯泵開始氧氯化注氯,注入的氯離子量為催化劑循環量的0.08%。
3 裝置運行情況
3.1 反應系統壓降分布
不同生產負荷下反應系統的壓降分布見表3。其中,E201為重整進料產物換熱器,采用纏繞管式換熱器。反應系統總壓降指重整反應系統循環機出口至反應產物空氣冷卻器入口之間的壓降。

表3 不同生產負荷下各反應系統壓降分布
由表3可以看出,相比于濟南分公司連續重整裝置,本裝置的重整反應器催化劑裝填比例以及反應器進出料形式改變后,在不同負荷下各反應器的壓降分布較好,低負荷下反應器壓降基本一致,高負荷下一反壓降稍低,其它3個反應器壓降比較接近,裝置運行平穩。纏繞管式換熱器投用后的管、殼程壓降較低,達到設計要求。
3.2 催化劑運轉情況
裝置從開工至2017年6月,共運行203天,處理原料427 584 t,重整反應溫度為510~528 ℃,重整脫戊烷油的芳烴質量分數為76%~77%。催化劑粉塵產生量平均為5.7 kgd,其中粒徑小于1.1 mm的粉塵占9.3%,約為0.53 kgd;粒徑小于1.4 mm的半顆粒和粉塵總量占70%,約為3.99 kgd,遠低于設計的9.6 kgd。催化劑的跟蹤數據見表4。
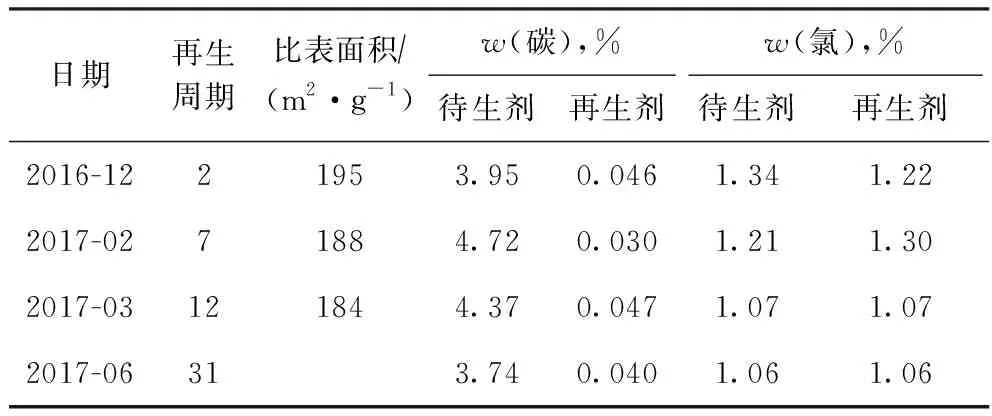
表4 催化劑跟蹤數據
由表4可以看出,催化劑循環再生31個周期,平均每周期處理原料13 793 t,高于設計的10 000 t周期,且待生催化劑碳質量分數為3%~5%,說明催化劑積炭速率較低。再生劑碳含量較低,催化劑燒焦效果較好,催化劑的比表面積和氯含量也維持在較好的范圍內。
3.3 催化劑性能標定
于2017年3月14—17日對裝置進行了標定。標定期間重整進料的組成和性質見表5和表6,標定期間的操作條件、考核指標及物料平衡數據分別見表7~表9。

表5 重整進料性質
1)此數據為正構烷烴質量分數和異構烷烴質量分數的和。
由表5和表6可以看出,裝置標定期間,實際原料的性質較設計原料差,其芳烴潛含量比設計值低5.7百分點,且所含烷烴中異構烷烴的比例較高,而催化重整過程中異構烷烴更穩定,轉化率更低[1]。由表7和表8可以看出,標定期間的反應苛刻度較設計值低,脫戊烷油的芳烴質量分數比設計值低3.89百分點,若繼續提高反應溫度可以達到設計反應苛刻度。由表8可以看出,標定期間反應后的純氫產率和C5+收率卻均優于設計值,可見本裝置中催化劑表現出了較優異的活性和選擇性。

表6 重整進料族組成w,%
注:P—烷烴;O—烯烴;N—環烷烴;A—芳烴。

表7 主要操作條件

表8 裝置主要考核指標
各反應器的催化劑積炭分布情況如表10所示。從表10可以看出,在逆流連續重整裝置中,隨著反應器裝填比例的改變,各反應器的積炭分布有明顯的改善,四反積炭比例由66%降低至52.6%,更有利于前3個重整反應器催化劑活性的發揮,也更有利于焦炭在再生器中燒焦。

表9 裝置物料平衡數據w,%

表10 逆流移動床連續重整裝置各反應器催化劑積炭情況
4 運行中存在的問題及解決措施
4.1 循環氫氣中水無法準確測量
開工投料初期重整反應系統水含量高,微量水分析儀預處理部分儀器故障,而現場化驗數據偏差又較大,因此根據石科院專家意見,在投料過程中參考循環氫組成來調節重整進料的注氯量和反應溫度。開工投料階段裝置的循環氫組成如表11所示。由表11可以看出:12月8日投料后,重整進料注氯質量分數按30 μgg控制,循環氫中氯化氫體積分數為25 μLL;12月9日重整循環氫中氯化氫體積分數為18 μLL,循環氫氫氣純度為89.41%(φ),注氯質量分數調整至25 μgg,重整反應溫度維持480 ℃;12月11日循環氫中氯化氫體積分數降至10 μLL,注氯質量分數調整至12 μgg,重整反應溫度提高至485 ℃;12月12日循環氫中氯化氫體積分數為8 μLL,注氯質量分數調整至6 μgg;12月16日投用微量水分析儀測得重整循環氫中水體積分數為43 μLL;12月25日,重整進料負荷61%,反應溫度490 ℃,裝置正常生產。
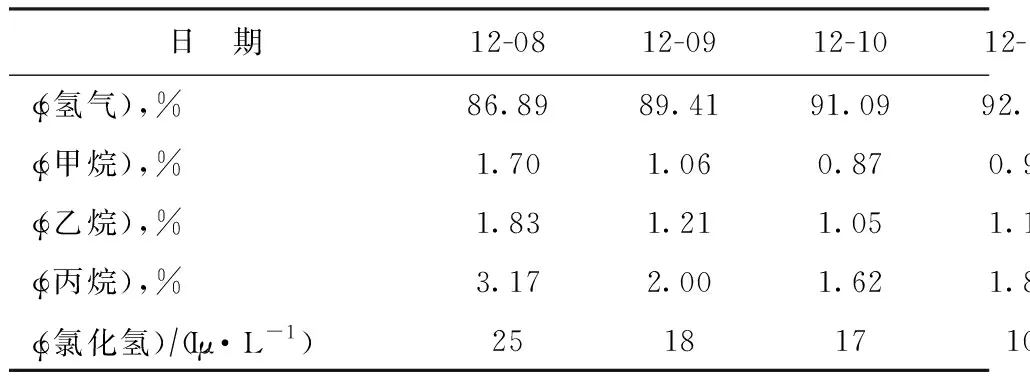
表11 開工階段循環氫的組成
4.2 原料氮含量超標
因預加氫原料氮含量超出設計值,導致重整進料中的氮含量長期超標,氮質量分數長期在1 μgg左右,最高達到3.5 μgg;開工2個月后即發現再生催化劑夾雜大量灰劑,經排查是重整進料氮含量高導致的。重整進料中的含氮有機化合物在重整反應條件下生成氨,氨不僅在水存在下和重整催化劑表面的酸性中心發生反應生成氯化銨,減少催化劑表面的酸性中心的數量,并在很大程度上改變鉑金屬的性質,特別是小的鉑晶粒失活更快,從而使催化劑的金屬功能和酸性功能失調,使催化劑性能變差[2]。
氮中毒后,將再生注氯量提高了40% 以補充催化劑的酸性不足,同時強化催化劑氧氯化更新,并通過優化常減壓蒸餾的原料來降低原料氮含量。標定期間,再生催化劑的顏色剛恢復成均勻的白色,但原料氮含量仍時常超標。高的氮含量和注氯量的增加降低了生成油脫氯劑的壽命,并造成脫戊烷塔系統的銨鹽結晶堵塞。氮中毒的再生催化劑形態見圖2。

圖2 氮中毒后的再生催化劑(灰色劑)
目前裝置已經制定技改措施,將預加氫催化劑更換為高脫氮活性的催化劑,并增加反應器,降低空速,另外在重整脫戊烷塔系統增設注水線,以便定期對塔系統的銨鹽進行沖洗。
4.3 原料硫含量高
表12 催化劑上的硫質量分數 μgg
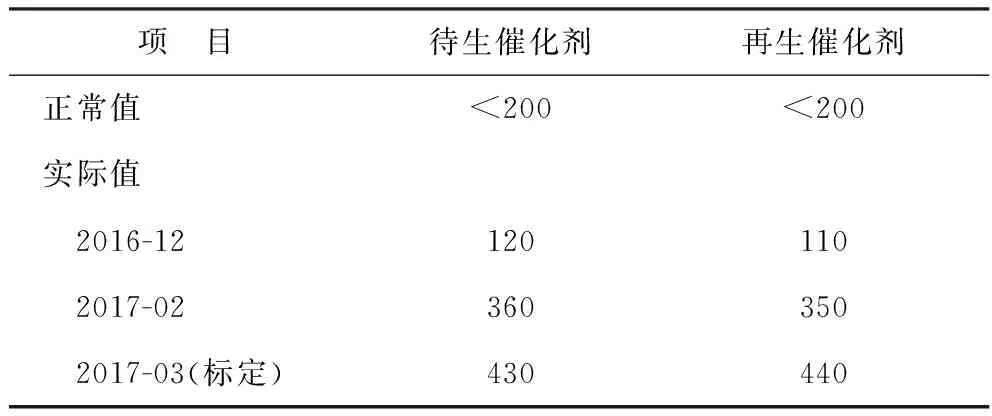
表12 催化劑上的硫質量分數 μgg
項 目待生催化劑再生催化劑正常值<200<200實際值 2016-12120110 2017-02360350 2017-03(標定)430440
經過多次排查,發現是精制油罐區氮封效果不好,精制油罐氮封壓力經常出現負壓,空氣進入精制油罐。預加氫高分油中H2S會與罐區來精制油中的溶解氧發生反應,生成靠汽提方式不能脫除的元素硫,從而引起精制油硫含量超標[3],導致重整進料硫含量長期不合格。在罐區處理好氮封壓控閥后硫含量問題基本得到解決。因重整循環氣中H2S濃度約為重整進料的2~3倍[4],可通過用檢測管對重整循環氣中H2S檢測對重整進料硫含量的分析準確性進行驗證。
4.4 重整反應系統水沖擊
2016年12月30日,加氫裂化裝置重石腦油的水質量分數為8 μgg,因而改為引重石腦油進裝置暖管,置換1 h后準備改進重整直供。14:30開始以每小時增加5 t重石腦油的速率引油直供;16:30時發現重整溫降從250 ℃降至200 ℃,在線水分儀分析的水質量分數從17 μgg升高至890 μgg,循環氫純度由84%(φ)降至76%(φ),產氫量由40 000 m3h降至39 000 m3h,現場用檢測管分析重整循環氫中硫化氫體積分數為12 μLL、氯化氫體積分數為7.5 μLL,懷疑是加氫裂化裝置至重整裝置之間的重石腦油管線未置換干凈,且加氫裂化石腦油分餾塔至界區這段管線未置換,導致水和硫進入重整裝置。將重整反應溫度從505 ℃降至500 ℃觀察,在線水分儀分析的水質量分數在16:52時達到最高905 μgg后開始下降,18:30水質量分數降至340 μgg,氫純度回升至81.8%(φ),檢測重整循環氫硫化氫體積分數為2 μLL、氯化氫體積分數為5 μLL,裝置恢復正常。
兩次水沖擊時間為每次大概2~3 h,氣中水含量過高會造成催化劑氯含量降低,催化劑上氯含量的降低會造成催化劑的Pt積聚[5],比表面積下降,從而使催化劑性能變差。從催化劑跟蹤數據也得到反映,催化劑運轉7個再生周期后比表面積已從195 m2g下降至188 m2g。由于催化劑比表面積下降,對雜質和水的耐受能力下降,對催化劑環境控制要求更加嚴格;由于催化劑比表面積下降,持氯能力下降,Pt金屬變得更難分散,從而影響催化劑活性[6]。
對重整各路進料中的水含量應嚴格要求,穩定加氫裂化裝置石腦油分餾塔和預加氫汽提塔的操作,改直供時相關管線設備要充分置換。
5 結 論
(1)改進后的逆流移動床連續重整技術在中海油氣(泰州)石化有限公司1.0 Mta連續重整裝置得到了成功應用。
(2)PS-Ⅵ催化劑與逆流移動床連續重整技術具有較好的匹配性,雖然原料較設計差,且原料硫、氮含量長期超標,但催化劑表現出了良好的反應活性、選擇性和抗硫氮性能。
(3)PS-Ⅵ催化劑在逆流移動床連續重整裝置上表現出較低的積炭速率和磨損率。
(4)針對運行中出現的問題,進行了調整優化,優化后的逆流連續重整裝置運行平穩。
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
