焊接速度對鈦/鋼攪拌摩擦焊接頭宏觀及界面形貌的影響
2018-09-12 09:14:12
精密成形工程 2018年5期
(南昌航空大學 航空制造工程學院,南昌 330063)
鋼鐵材料是工業應用最廣泛的金屬材料,具有一系列優良的性能,如力學性能、焊接性、冷熱加工性等,且價格相對便宜。鈦及鈦合金因具有比強度高、耐腐蝕、耐高溫和無磁性等優異性能,在航空船舶、石油化工等領域廣泛應用,但其價格較高。鋼/鈦復合結構可以最大限度地發揮兩種材料的潛力,在航空航天、石油化工等領域有很好的應用前景,符合工業中“減輕重量、節約能源、增加有效載荷”的要求。
由于復合結構的優勢和其應用前景,鈦/鋼異種金屬的連接已經成為焊接領域中的熱點問題,但兩種材料的熱物理性能和晶體結構存在較大差異,鐵在鈦中的溶解度極低,熔化焊接頭中幾乎全部由硬脆的Fe-Ti系金屬間化合物組成。國內外學者從抑制接頭脆性相產生的角度出發,采用高能束焊技術[1—6]、擴散焊技術[7]、摩擦焊技術[8—11]和攪拌摩擦焊技術[12—15]等手段實現了鋼/鈦異種金屬的焊接。Wang Ting等[3]采用粉末冶金方法制備了 V-CuV合金復合填充物作為中間層,實現了TC4鈦合金和304不銹鋼的電子束焊接;M. BALASUBRAMANIAN等[7]以銀作為中間層,實現了TC4鈦合金與304不銹鋼的擴散連接,接頭最大剪切強度為158 MPa;K. Ishida等[15]得到了1 mm厚工業純鈦和3 mm厚304不銹鋼攪拌摩擦焊搭接接頭,接頭斷裂于鈦側母材。攪拌摩擦焊作為一種新型的固相連接技術成功實現了鈦/鋼復合結構的搭接焊,但國內外對鈦/鋼對接接頭攪拌摩擦焊鮮有報道。
基于以上背景,文中開展了2 mm厚鈦/鋼異種金屬攪拌摩擦對接焊試驗,通過工藝試驗,揭示工藝參數對接頭成形的影響,在此基礎上對攪拌摩擦焊接頭的界面特征進行分析,探索接頭的連接特征,為攪拌摩擦焊技術進一步應用在鈦/鋼異種金屬復合結構件的連接提供一定的參考依據。
1 實驗
實驗材料為 2 mm 厚的 TC4鈦合金和30CrMnSiNi2A調質鋼,TC4為軋制退火態,化學成分見表1,30CrMnSiNi2A為退火態,室溫組織為粒狀珠光體,化學成分見表2。焊前,用砂紙將對接面磨光,保證對接面齊平。之后用丙酮超聲波清洗,去除表面油污。由于所焊材料的強度較高,因此攪拌頭材料選用鎢錸合金,攪拌頭形貌見圖1,實驗設備采用X53K立式銑床改裝的攪拌摩擦焊機,實驗參數范圍見表3。

表1 TC4鈦合金的化學成分(質量分數)Tab.1 Chemical compositions of TC4 titanium alloy(mass fraction)%

表2 30CrMnSiNi2A調質鋼化學成分(質量分數)Tab.2 Chemical compositions of 30CrMnSiNi2A hardened and tempered steel (mass fraction)%
圖1 攪拌頭形狀尺寸Fig.1 Illustration of tool geometry

表3 實驗所選參數范圍Tab.3 Parameter range selected for test
焊接示意圖見圖2,攪拌頭軸線置中無偏移量,將TC4置于前進邊,30CrMnSiNi2A置于返回邊,焊接過程中,對試板的表面進行氬氣吹氣保護。焊接完成后,采用體式測量儀對焊縫表面形貌進行觀察,之后使用線切割沿焊縫中心截取金相試樣,磨拋腐蝕后采用光學顯微鏡(OM)和掃描電鏡(SEM)觀察界面特征,腐蝕劑選用體積分數為2%的硝酸酒精,采用EDS測定界面微觀區域的化學成分。
圖2 焊接示意圖Fig.2 Illustration of welding
2 結果與討論
2.1 焊接速度對焊縫成形的影響
旋轉速度為750 r/min時,不同焊接速度焊縫表面成形見圖3。焊接速度為23.5 mm/min時,焊縫表面較為粗糙,焊接后變色程度較大,兩側飛邊量較多。隨著焊接速度加快,焊縫表面粗糙度變小,成形開始變好,受氧化的程度變小,兩側飛邊減小,焊接速度為60 mm/min時成形最好,焊接速度繼續增大至75 mm/min,前進邊飛邊增多,返回邊出現少量毛刺。
圖3 不同焊接速度下焊縫表面成形Fig.3 Surface forming of joints at different travel speeds
旋轉速度為750 r/min時,不同焊接速度焊縫橫截面形貌見圖4。焊接速度為23.5 mm/min時,焊縫中心主要為被攪拌針攪碎的大小不一的以“洋蔥環”狀分布的鈦合金顆粒,鈦碎塊之間的間隙由鋼填充;焊接速度為47.5和60 mm/min時,攪拌區的鈦未被大量攪開,但仍以“洋蔥環”狀分布;焊接速度為 75 mm/min時,焊縫中心轉變為“Z”狀機械嵌合。隨著焊接速度由小增大,攪拌頭的攪拌作用逐漸減小,實驗條件下,較慢焊接速度(23.5 mm/min)下大量的鈦金屬被攪碎混入鋼中,以“洋蔥環”形分布,與常規的鋁合金攪拌摩擦焊相比,這種“洋蔥環”中的破碎顆粒尺寸依然很大,說明無偏移量下試驗所采用的攪拌頭對鈦合金的破碎能力較差,在較快的焊接速度下(75 mm/min),鈦和鋼的塑化程度較低,兩者的混合程度很低,宏觀上接頭表現為潛在的機械嵌合。
與其他參數不同,旋轉速度為750 r/min、焊接速度為23.5 mm/min時,攪拌區的鈦合金顆粒出現了約0.9 mm的橫向裂紋,攪拌區裂紋由鈦顆粒的表層向心部延伸,如圖 5a所示。返回邊也出現了貫穿表層鈦金屬的橫向裂紋,如圖5b所示。分析認為,由于鋼的線膨脹系數是鈦的1.4倍,而熱導率更是鈦的4.8倍,焊縫冷卻過程中,鈦合金因熱導率較低,高溫停留時間長于鋼,同時,鈦的線膨脹系數小于鋼,相同的冷卻時間,鈦的收縮量嚴重低于鋼,熱應力易集中于鈦側。該參數下,焊接時焊縫熱輸入很高,焊接時所產生的熱應力較大,冷卻過程中,由于夾具的剛性約束,裂紋產生。
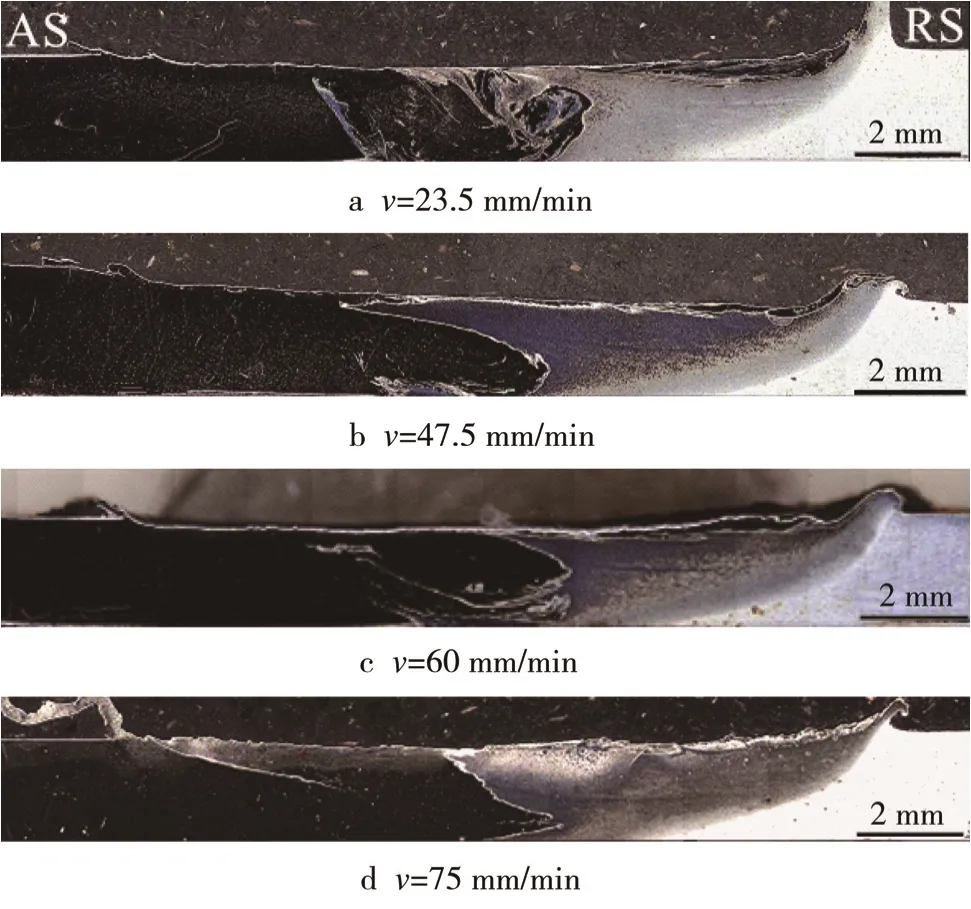
圖4 不同焊接速度下焊縫橫截面形貌Fig.4 Cross section macrostructures of joints at different travel speeds
2.2 焊接參數對界面特征的影響
焊接速度為75 mm/min時,焊核中部區域界面結構及EDS點掃描位置示意見圖6。界面附近點掃描結果顯示見表 3,區域1主要為Fe元素,含有極少量的Ti元素,表明界面處富Fe側鈦元素擴散較少;區域4主要為Ti元素,固溶了體積分數約為18%的Fe元素,與區域 1相比,Fe元素擴散至富鈦側的能力要強于 Ti元素擴散至富鐵側;區域 2生成了 Fe-Ti系固溶體,區域3生成了Fe2Ti金屬間化合物,表明界面處產生了約1 μm寬的金屬間化合物層。可知,該參數下界面處鈦和鋼微觀上未出現劇烈的混合作用,鈦和鋼發生了冶金反應,界面處生成了寬度為1 μm的擴散層,擴散層由 Fe-Ti系金屬間化合物和固溶體組成。
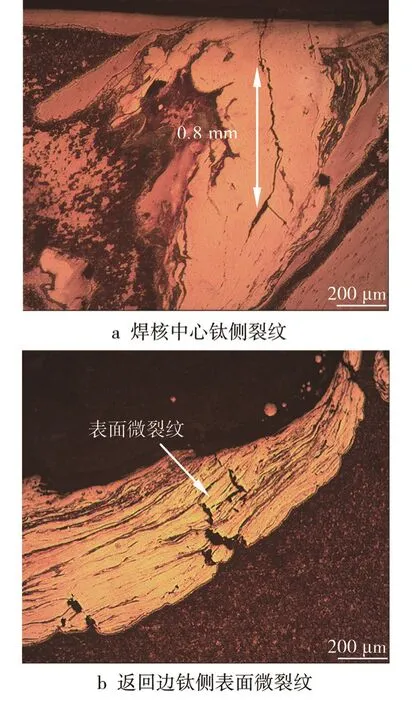
圖5 旋轉速度為750 r/min、焊接速度為23.5 mm/min時的焊縫裂紋形貌Fig.5 Cracks of joint produced at 750 r/min and 23.5 mm/min of rotation speed and travel speed
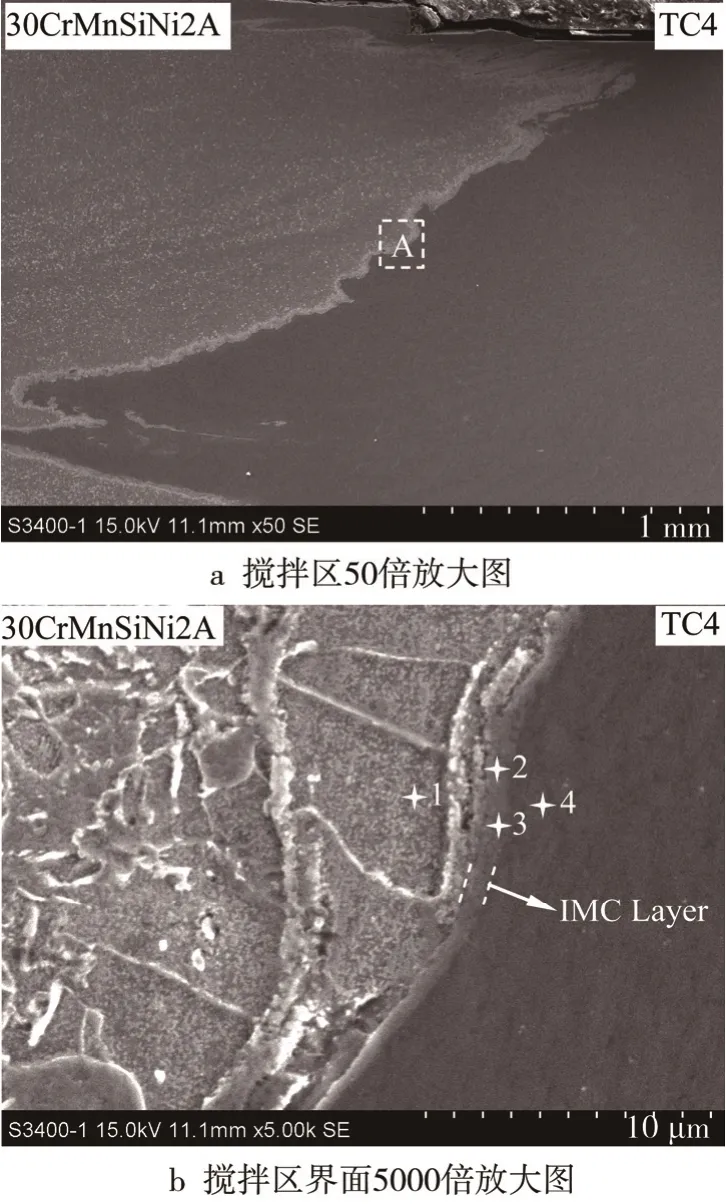
圖6 焊接速度75 mm/min攪拌區中部區域界面結構Fig.6 Center interfacial microstructure at stir zone of the joint produced at 75 mm/min
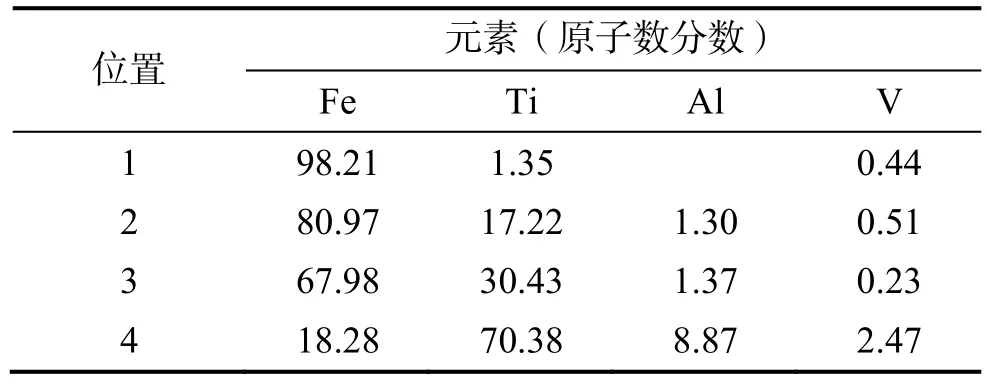
表4 EDS點掃描測試結果Tab.4 Result of EDS spot sweep test %
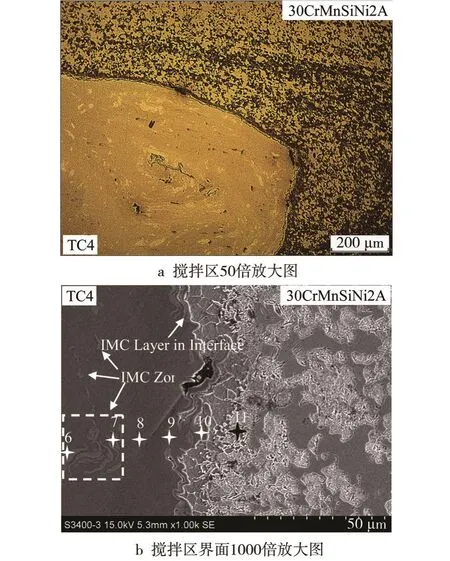
圖7 焊接速度為60 mm/min攪拌區中部區域界面結構Fig.7 Center interfacial microstructure at stir zone of the joint produced at 60 mm/min of travel speed
焊接速度為60 mm/min時,攪拌區界面特征示意圖見圖7。一般地,隨焊接速度的降低,由于焊接熱輸入升高,焊縫中的金屬間化合物呈增長趨勢。由圖7可知,該參數下界面處的灰白層寬度在5 μm左右,界面處鈦和鋼的冶金反應程度明顯高于焊接速度較快(75 mm/min)的接頭。由表5可知,區域5為Fe2Ti,區域6為FeTi,表明鈦側金屬不止在界面處產生了金屬間化合物層,圖7a可以看出,以鈦元素為主的洋蔥環內部存在大量的不同于鈦基體顏色的大小顆粒,以渦流形式分布其中,分析認為這可能由于焊接時攪拌針劇烈的攪拌作用使鋼被攪入鈦中,鋼隨熱力作用分布于洋蔥環各個區域的過程中又與區域內接觸的鈦合金反應形成了固溶體或金屬間化合物。
焊接速度為47.5 mm/min時,橫截面中部區域界面特征及元素線分布見圖8。由元素線掃描結果可知,界面處的灰白區域產生了明顯的元素擴散,元素點掃描結果顯示見表6,界面處生成了Fe2Ti金屬間化合物,結合圖8線掃描結果可以確定界面處擴散產物主要為 Fe2Ti金屬間化合物,圖 8b中金屬間化合物層的厚度不一,最薄處厚度約為 2 μm,最厚處厚度約為 60 μm。
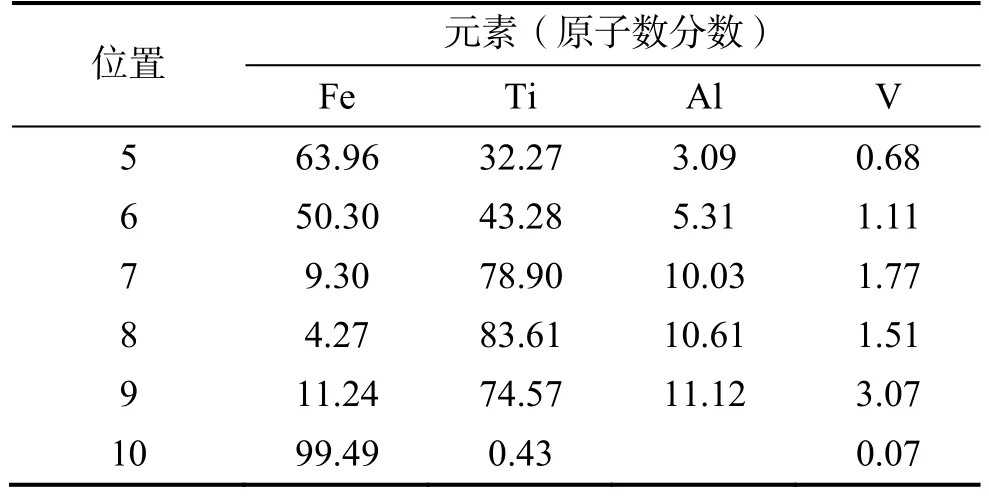
表5 EDS點掃描測試結果Tab.5 Result of EDS spot sweep test %
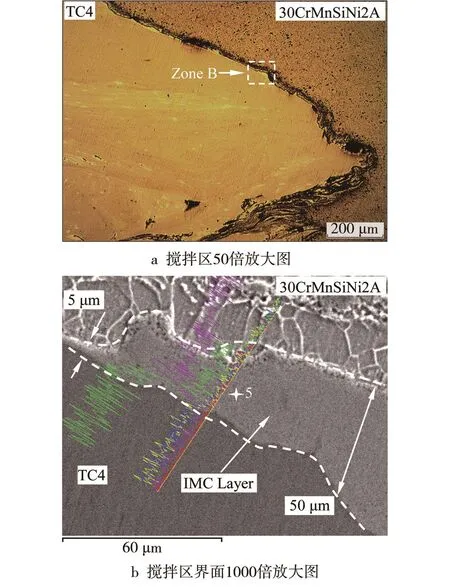
圖8 焊接速度為47.5 mm/min攪拌區中部區域界面結構Fig.8 Center interfacial microstructure at stir zone of the joint produced at 47.5 mm/min of travel speed
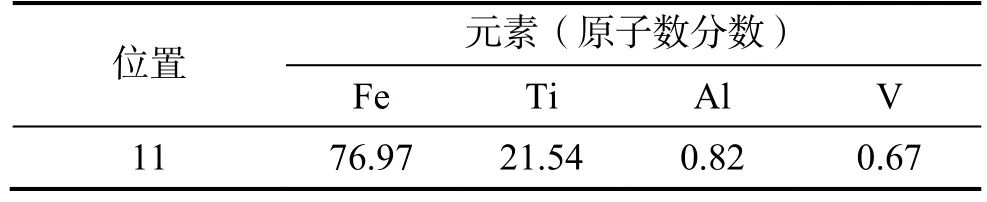
表6 EDS點掃描測試結果Tab.6 Result of EDS spot sweep test %
3 結論
1)隨著焊接速度的增加,鈦/鋼攪拌摩擦焊焊縫表面成形由粗糙變得光滑,焊接速度為 23.5~60 mm/min時,焊縫中心形成了以鈦為主的“洋蔥環”,焊接速度為75 mm/min時,界面以“Z”形嵌合。
2)“洋蔥環”內部渦流分布著條帶狀及顆粒狀的Fe-Ti反應物,為金屬間化合物或固溶體。
3)隨焊接速度的降低,界面處的鈦/鋼冶金反應程度增強。焊接速度為75 mm/min時,界面處反應層厚度約1 μm,焊接速度為60 mm/min時,界面處反應層厚度約5 μm,焊接速度為47.5 mm/min時,界面處反應層厚度約5~60 μm。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
電測與儀表(2015年5期)2015-04-09 11:30:52