魔芋葡甘聚糖/κ-卡拉膠復合凝膠制備條件的優化
2018-09-13 06:27:50吳佳煜龔靜妮李源釗吳先輝
食品工業科技 2018年15期
吳佳煜,楊 丹,龔靜妮,李源釗,龐 杰,*,吳先輝
(1.福建農林大學食品科學學院,福建福州 350002;2.寧德職業技術學院,福建福安 355000)
近年來,天然植物多糖受到了越來越多學者的關注,多糖的利用與開發成為了國內外學者的研究熱點[1]。魔芋葡甘聚糖(Konjac glucomannan,KGM)是從植物魔芋的塊狀莖提取出來的中性高分子量多糖,因其具有優良的凝膠性、吸水性等特征,被廣泛應用在食品、工業,甚至醫藥等行業[2]。KGM分子量在1×106~2×106之間,結構復雜,親水性強而且分子間存在獨特的相互作用,但作為凝膠制品時,單一KGM的凝膠行為存在著一些不足,如凝膠強度不夠、黏度不足等問題,由此限制了KGM的應用范圍[3-4]。據研究報道,在對應的實驗條件下,通過對不同多糖進行復配改性,可使多糖體系中分子間及分子內相互作用力發生改變,從而產生新的性質,以改善單一多糖的部分局限性能,提升其應用價值[5-10]。κ-卡拉膠(κ-Carrageenan,KC)是由非硫酸基化或硫酸基化的3,6-脫水半乳糖與半乳糖通過α-1,3糖苷鍵和β-1,4鍵交替連接而成,具有良好的增稠性和膠凝性,但是在單一應用中存在著脆性過大及彈性較小的缺陷[11-16]。因而準確掌握多糖混合交互作用在各種條件下的變化規律對擴大天然多糖的應用具有重要的意義。
本研究通過探討水浴溫度、攪拌時間、底物配比對KGM/KC復合膠液特性黏度的影響,并通過響應面法優化工藝參數,模擬建立優異的溶膠制備工藝體系,以期改善魔芋葡甘聚糖的特性黏度,并為解決魔芋葡甘聚糖在凝膠質食品中出現的問題、改善食品品質提供一定的理論依據和指導。
1 材料與方法
1.1 材料與儀器
魔芋葡甘聚糖 湖北一致魔芋生物科技有限公司(食品級);κ-卡拉膠 浙江上方生物科技有限公司(食品級)。
NDJ-9S數顯粘度計 上海五相儀器儀表有限公司;雙列電子恒溫水浴鍋 江蘇金怡儀器科技有限公司;RADWAG電子分析天平 上海卡耐茲實驗儀器設備有限公司;Eppendorf高速離心機 北京線上生物科技有限公司;G82046數顯六聯異步電動攪拌器 北京冠測精電儀器設備有限公司。
1.2 實驗方法
1.2.1 KGM/KC復合膠液的制備 稱取一定量的KC粉末,于實驗所設水浴條件下,通過調節攪拌器轉速至450 r·min-1,將其均勻分散在100 mL去離子水中;待KC均勻溶解后,保持轉速及實驗所設溫度不變,緩慢加入一定量的KGM粉末,于實驗所設時間下進行充分攪拌[17];而后,將制得的KGM/KC復合膠液置于4000 r·min-1的離心機中離心5 min,取出后置于常溫下冷卻保存,待測。
1.2.2 KGM/KC復合膠液特性黏度測試 使用數顯粘度計,于常溫環境中將轉子浸入KGM/KC復合膠液,調整轉子浸入深度至轉子細頸下沿,調節轉速至60 r/min,進而測定KGM/KC復合膠液特性黏度。
1.2.3 單因素實驗設計 本實驗固定溶液總濃度一定,選取水浴溫度、攪拌時間及底物配比三個因素進行單因素實驗,考察各個因素對KGM/KC復合膠液特性黏度的影響。
在固定攪拌時間1.5 h、底物配比1∶1的條件下,研究水浴溫度(60、70、75、80、85 ℃)五個變量水平對復合膠液特性黏度的影響;在固定底物配比1∶1、水浴溫度75 ℃的條件下,研究攪拌時間(0.5、1、1.5、2、2.5 h)五個變量水平對復合膠液特性黏度的影響;在固定水浴溫度75 ℃、攪拌時間1.5 h的條件下,研究KGM:KC底物配比(10∶0、8∶2、5∶5、2∶8、0∶10)五個變量水平對復合膠液特性黏度的影響。
1.2.4 響應面實驗設計 在單因素實驗的基礎上,以復合膠液特性黏度為響應值,水浴溫度、攪拌時間及底物配比為因素,進行三因素三水平的響應面優化實驗。

表1 響應面實驗因素及水平表
1.3 數據處理
所有實驗均重復5次,測定所得黏度值結果取平均量;通過Design-Expert V8.0.6 軟件建立響應面模型,基于Box-Behnken Design(BBD),對所測數據結果進行分析優化[18-20]。
2 結果與分析
2.1 單因素實驗結果
2.1.1 不同水浴溫度對KGM/KC復合膠液特性黏度的影響 從圖1可知,水浴溫度對KGM/KC復合膠液特性黏度具有一定影響。當水浴溫度小于75 ℃時,隨水浴溫度逐漸增大,KGM/KC復合膠液特性黏度增大趨勢明顯。該現象的出現可能是由于復合膠液分子間距小,彼此緊密,溫度升高加劇分子間的摩擦使得黏度上升[21-22]。當水浴溫度達75 ℃時,復合膠液特性黏度達到最大,而后水浴溫度繼續增加,會提升分子動能,促進分子流動,使黏度有所降低。因此,復合膠液的最適的溫度范圍為70~80 ℃,過度升溫將不利于體系黏度的上升。
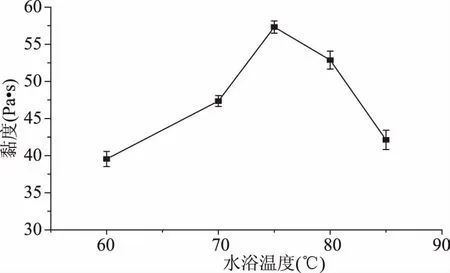
圖1 水浴溫度對復合膠液特性黏度的影響
2.1.2 不同攪拌時間對KGM/KC復合膠液特性黏度的影響 從圖2可知,攪拌時間對KGM/KC復合膠液特性黏度性質可造成較大的影響。隨著攪拌時間逐漸增長,復合膠液特性黏度呈現先增大后減小的趨勢,且攪拌時間為1.5 h時,可實現最大黏度。此后,分散于復合膠液中的KGM/KC分子鏈隨攪拌時間的持續增長而逐漸被打斷,復合膠液特性黏度隨之降低[23]。

圖2 攪拌時間對復合膠液特性黏度的影響
2.1.3 不同底物配比對KGM/KC復合膠液特性黏度的影響 從圖3可知,不同底物配比對KGM/KC復合膠液特性黏度可造成較大的影響。隨著KGM的占比從100%減小到50%時,KGM/KC復合膠液特性黏度呈現緩慢增大趨勢。該現象形成原因可歸結于當KGM占比較大時,復合膠液內部形成兩相連續的互穿/互鎖結構,流動阻力進一步增大,從而引起復合膠液特性黏度的增大;隨著高黏度的KGM組分在體系中含量逐漸減少時,KC分子與水分子的結合能力增強,削弱了KGM分子和水分子間的相互作用力,轉而使KGM分子間結合力受到強化,致使分子鏈產生收縮效應,分子尺寸由此減小;同時,由于大量的KC附著在KGM表面,造成體系粒子間的粘滯力及遲滯力減小,流動性增強,而使得體系黏度急劇降低[24]。

圖3 底物配比對復合膠液特性黏度的影響
2.2 KGM/KC復合體系特性黏度優化
2.2.1 響應面設計與結果分析 參考Box-Behnken實驗原理設計,由單因素實驗分析結果可知,水浴溫度、攪拌時間及底物配比對KGM/KC復合膠液特性黏度影響較大。因此,在單因素實驗基礎上,以復合膠液特性黏度為響應值建立三因素三水平響應面實驗。Box-Behnken實驗設計方案與結果參見表2。

表2 Box-Behnken 實驗設計方案及結果
采用Design-Expert V8.0.6軟件對Box-Behnken設計實驗所得結果進行響應指標的擬合,并通過建立數學模型對自變量的回歸曲線進行統計分析,結果如下:
黏度Y=47.62-0.27A+1.46B+9.90C+0.87AB-0.11AC-0.14BC-3.99A2-6.27B2-11.82C2。
建立回歸模型方差分析,分別設置顯著性檢驗參考值為0.05及0.01(表3)。
通過表3所示數據分析可知,模型p值<0.0001,決定系數R2=0.9999,說明響應值變化有99.99%來源于所選因素,回歸方程在表達各個因素對復合膠液特性黏度的影響上具有顯著性(p<0.05),回歸模型能很好的解釋響應面的變化。失擬項p=0.5090>0.05,未能達到顯著水平,表明其模型純誤差是不顯著的,由此可說明依據Box-Behnken實驗設計擬合出的回歸曲線方程意義顯著,可以用來分析KGM/KC復合膠液交互作用的最佳條件。

表3 回歸模型方差分析
從回歸方程顯著性檢驗可知:模型中影響復合膠液特性黏度的因素主次為C-底物配比>B-攪拌時間>A-水浴溫度。其中,A、B、C、A2、B2、C2的影響均為極顯著(p<0.01),BC間交互作用影響顯著(p<0.05),AB間交互作用影響極顯著(p<0.01)。
圖4~圖6表示底物配比、水浴溫度及攪拌時間三因素間兩兩交互作用對復合膠液特性黏度的影響的響應面圖與等高線圖。
圖4表示當底物配比為1∶1時,水浴溫度和攪拌時間對復合膠液特性黏度的影響。其中,由圖4(a)可看出,隨著水浴溫度與攪拌時間的增大,復合膠液特性黏度呈先增大后減小的趨勢。由圖4(b)可看出等高線趨于橢圓形狀,表示水浴溫度和攪拌時間的交互作用顯著(p<0.05)。
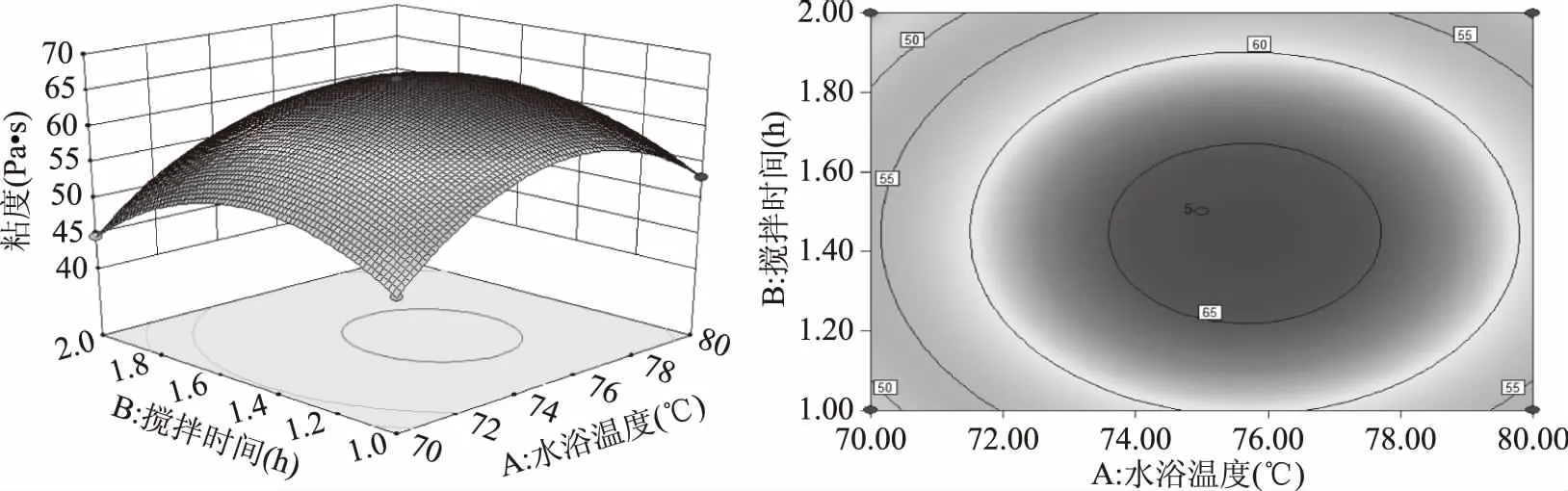
圖4 水浴溫度與攪拌時間交互作用對復合膠液特性黏度影響的響應面圖(a)和等高線圖(b)
圖5表示當攪拌時間為1.5 h時,底物配比和水浴溫度對復合膠液特性黏度的影響。其中,由圖5(a)可看出KGM/KC底物配比隨KGM占比的減小,復合膠液特性黏度呈先緩慢增大后急劇減小的趨勢。同樣,隨著水浴溫度的升高,復合膠液特性黏度也符合先增大后減小的趨勢。

圖5 水浴溫度與底物配比交互作用對復合膠液特性黏度影響的響應面圖(a)和等高線圖(b)
圖6表示當水浴溫度為75 ℃時,底物配比和攪拌時間對復合膠液特性黏度的影響。其中,由圖6(a)可看出,KGM/KC底物配比隨KGM占比的減小及攪拌時間的增大,復合膠液特性黏度呈先增大后減小的趨勢。

圖6 攪拌時間與底物配比交互作用對復合膠液特性黏度影響的響應面圖(a)和等高線圖(b)
2.2.2 驗證分析 根據Box-Behnken實驗設計得出回歸曲線方程,并通過Design-Expert V8.0.6程序處理實驗設計所得數據。應用響應面設計法優化出最佳KGM/KC復合膠液制備條件為:水浴溫度75.67 ℃,攪拌時間1.45 h,底物配比1∶0.57時,KGM/KC復合膠液特性黏度最高,在該條件下的理論黏度值為69.1397 Pa·s。將以上理論組合進行實際校正,為:水浴溫度76 ℃,攪拌時間1.5 h,底物配比(KGM:KC)5∶3,在此條件下重復5次實驗,得到黏度值為(68.87±0.37) Pa·s,與理論值誤差為0.39%<1%,說明模型準確可靠。
3 結論
通過響應面優化設計,證明了水浴溫度、攪拌時間、底物配比均為KGM/KC復合膠液特性黏度的顯著影響因子(p<0.05)。通過單因素實驗與響應面分析法優化所得的最佳KGM/KC復合凝膠制備工藝參數為:水浴溫度76 ℃,攪拌時間1.5 h,底物配比(KGM∶KC)5∶3,此時的KGM/KC復合膠液黏度值為68.87 Pa·s,驗證實驗所得數值與理論值的誤差<1%,說明經過優化所得的最佳工藝參數可靠合理。本研究可為改善以魔芋葡甘聚糖為原料的食品品質提供一定的理論依據和指導,從而拓寬其在食品領域中的應用。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38