響應面法優化低溫真空油炸魚糜脆片加工工藝
2018-09-13 06:27:52鄧昌俊鄭心怡沈瑾燁游卿翔曾紅亮鄭寶東
食品工業科技 2018年15期
鄧昌俊,鄭心怡,沈瑾燁,游卿翔,曾紅亮,鄭寶東,張 怡,*
(1.福建農林大學食品科學學院,福建福州 350002;2.福建農林大學,中國—愛爾蘭國際合作食品物質學與結構設計研究中心,福建福州 350002;3.福建農林大學生命科學學院,福建福州 350002)
休閑食品在我國具有較為廣闊的市場前景,根據中國食品工業協會《中國休閑食品行業發展研究報告》報告測算,2015~2019年,全國休閑食品行業將繼續保持較高速度的增長,增長率維持在17%以上,在2019年休閑食品產業產值將達到1.99萬億元[1]。本文通過開發出一款新型的休閑魚糜制品從而拓寬魚糜制品的市場。本文采用的金線魚魚糜(surimi)為一種凈魚肉制成的,供進一步制作魚糜制品的稠糊狀半制品。將魚肉經過采肉、搗碎、漂洗等工序,并根據需要加入各種其他輔料和食品添加劑,最后經過擂潰后的產品即為魚糜(生魚糜)[2]。魚糜可經速凍制成凍魚糜或制成魚香腸、魚糕、魚圓、魚卷等各種熟魚糜制品[3]。由傳統的魚糜制品均為冷凍保藏,因此冷凍保藏帶來的銷售淡旺季問題是限制魚糜制品發展的主要因素。現階段的魚糜主要研究方向是魚糜制品的理化性質,通過超高壓、酶法、茶油等加工方法或添加物改善其凝膠性等[4-6]。通過前期市場調查,未見到有低溫真空油炸技術應用于魚糜產品,所以從低溫真空油炸技術著手,利用其替代傳統油炸并提高產品品質的特性,成功開發出一款新型的休閑魚糜制品,解決傳統魚糜制品需要冷凍保藏帶來的銷售淡旺季問題。
低溫真空油炸技術主要是利用在真空狀態下,食品原料中的水分和油料的沸點較低,實現在低溫條件下降低食品水分含量的目的[7]。由于普通油炸需要高溫保證油料的沸騰,因此會導致食品營養成分損失、色澤變化、產生致癌物質等不利影響,真空油炸技術能夠很好的解決這些弊端,在保持食品原料本身色澤的基礎上還能夠保證食品的營養和風味[8]。
1 材料與方法
1.1 材料與儀器
金線魚魚糜(凍藏) 諸城德能商貿有限公司,純度98%;蛋清粉 河北百味生物科技有限公司,食品級,純度99%;料酒 北京市老才臣食品有限公司;魔芋膠 湖北強森魔芋科技有限公司,食品級,純度99%;變性淀粉 寧津縣嘉和節能材料有限公司,純度100%;復合磷酸鹽 無錫盛世宏程生物科技有限公司;大豆分離蛋白 山東京云生物科技有限公司,食品級,純度99%;食用鹽 中鹽上海市鹽業公司;棕櫚油 益江(張家港)糧油工業有限公司;薯愿牌薯片 上海蘇旺食品有限公司;乙醚 山東浩中化工科技有限公司,分析純95%;脫脂棉線 杭州優肯化工有限公司;定性濾紙 杭州特種紙業有限公司,圓形直徑18 cm。
XB-30雪花制冰機 寧波新芝生物科技股份有限公司;ADCI-60-C色差計 北京辰泰克儀器技術有限公司;SFY-20A鹵素快速水分測定儀 深圳市冠亞電子科技有限公司;JYL-D020九陽攪拌機 九陽股份有限公司;QS-05真空油炸機 全氏食品機械(上海)有限公司;SZF-06脂肪測定儀 上海洪紀儀器設備有限公司;ZA500R3分析天平 上海贊維衡器有限公司;TA-XT2型質構儀 英國Stable Micro System公司;DHG-9245A電熱鼓風恒溫干燥箱 上海一恒科學儀器有限公司;C21-SN2105T多功能電磁爐 廣東美的生活電器制造有限公司。
1.2 實驗方法
1.2.1 魚糜脆片加工工藝 金線魚魚糜高速斬拌→加鹽、魔芋膠斬拌均勻→變性淀粉、碎冰高速斬拌→大豆分離蛋白、配料斬拌→蒸煮定型→切片→預處理→真空油炸→高速脫油→包裝
操作要點:
魚糜成型:首先對斬拌好的魚漿定型,二次蒸煮定型,在50 ℃蒸汽蒸煮5 min一次成型,用95 ℃蒸汽蒸煮5 min二次成型,確保魚糜蒸煮完全;
切片:對蒸煮定型的魚糜進行切片處理,保證魚糜片厚度一致(1~5 mm厚度不同,確定最佳切片厚度);
冷凍:將切片的魚糜片用自封袋密封放置與-18 ℃冰箱保存,進行冷凍預處理;
真空油炸:先對油炸設備進行溫度設定進行升溫,達到要求后將油料排空,在筐中進行投料,打開真空泵抽真空,當真空度達到要求后進行油炸;
高速離心脫油:油炸后的魚糜脆片需要進行脫油處理,在真空狀態下進行高速離心脫油,離心時間為2.5 min,轉速為300~350 r/min;
包裝:用鋁箔充氮包裝,減緩脂肪氧化速率,延長脆片保質期。
1.2.2 單因素實驗設計 在真空度為0.095 MPa條件下分別進行單因素實驗:以溫度(85、95、105、115、125 ℃)為變量的單因素實驗中,設定油炸時間為5 min,脆片厚度為1 mm;以油炸時間(1、2、3、4、5 min)為變量的單因素實驗中,設定油炸溫度為105 ℃,脆片厚度為1 mm;以脆片厚度(1、2、3、4、5 mm)為變量的單因素實驗中,設定油炸溫度為105 ℃,油炸時間為3 min。以得到最佳加工工藝,為響應面優化提供參考。
1.2.3 響應面分析 在前期單因素實驗基礎上,選取油炸溫度(A)、油炸時間(B)和脆片厚度(C)3個因素為自變量,以油炸魚糜脆片的脂肪含量(R1)、色差(R2)和斷裂力(R3)分別為因變量,選取N=17的響應面試驗設計,因素水平編碼見表1。
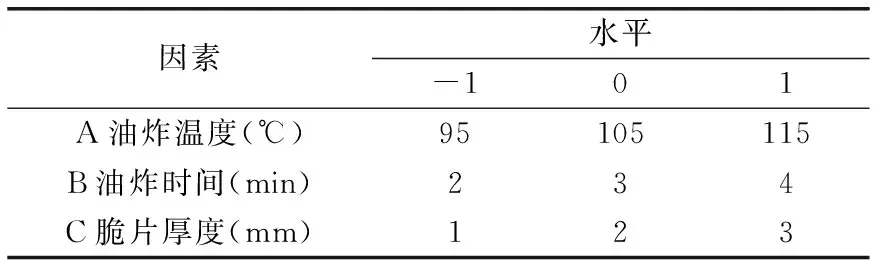
表1 響應面試驗因素及水平表
1.2.4 指標測定 斷裂力:本實驗通過斷裂力來表示產品質構變化,研究表明[9-10],斷裂力能夠很好的表現產品的脆度,產品的斷裂力越小,表明脆度越大。使用質構儀在穿刺模式下,采用 P/5S探頭,測前速度1 mm/s,測中速度0.5 mm/s,測后速度10.0 mm/s,測試距離為3 mm,觸發力為5 g。根據壓縮厚度比(STRAIN),設定為30%。取10片魚糜脆片進行多次測試,取平均值。
脂肪含量:根據GB/T 5009.6-2016《食品中脂肪的測定方法》,采用索氏提取法對魚糜脆片的脂肪含量進行測定。
式(1)
感官評價:由中國-愛爾蘭國際合作感官實驗室對樣品進行評定。根據魚糜脆片的外觀、色澤、質構、含油量、口感、氣味對編號的脆片以十分制進行評分,評分標準見表2。
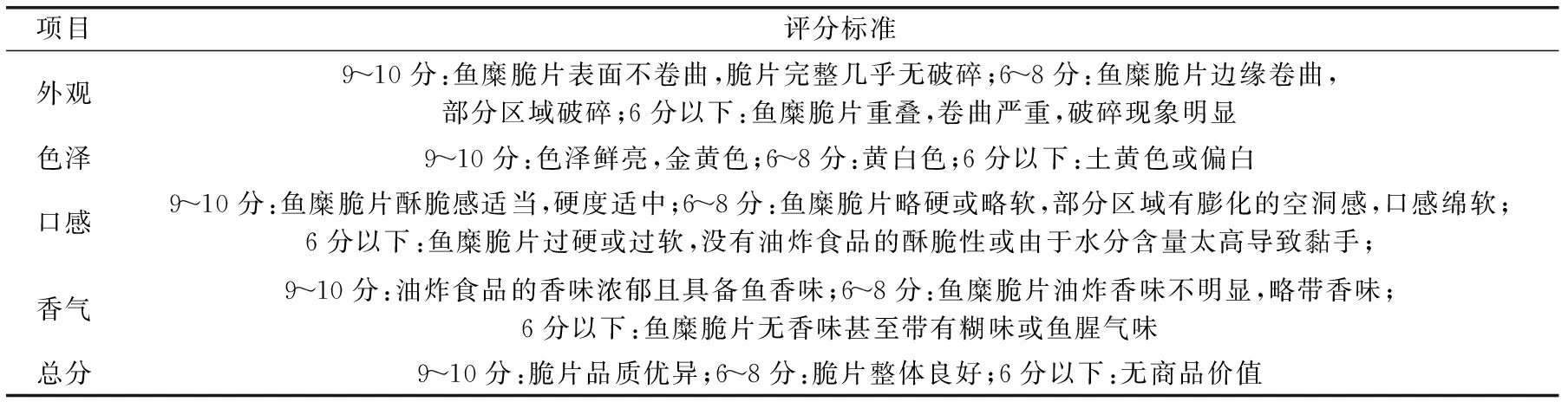
表2 感官評分表
1.2.5 統計分析 所有實驗分析重復3次,結果取平均值,采用 Design Expert V8.0.6統計軟件進行實驗設計和數據分析。
2 結果與分析
2.1 脆片指標單因素分析
2.1.1 油炸溫度對脆片指標的影響 如圖1所示,85~95 ℃時真空油炸脂肪含量隨著溫度增加而降低,當溫度到達95 ℃時,脂肪含量處于最低點,之后隨著溫度的升高,脂肪含量程上升趨勢。張婷婷[12]和蘇宗祧[13]提出,該情況發生的原因是,相同油炸時間油炸溫度越高,水分蒸發速度增大,脆片孔隙中的水蒸氣溢出阻止脂肪進入,因此脂肪含量降低。當油炸溫度繼續升高,水蒸氣在較短時間內完全蒸發達到油水平衡狀態,使得更多的脂肪進入水分蒸發產生的孔隙中,從而導致脆片脂肪含量升高。圖中色差的變化為ΔE不斷變小,在90 ℃之后變化較小,是由于蛋白質和淀粉等成分隨著溫度增加依次發生水解等變化,導致美拉德反應發生引起色差值中的a*(紅度)、b*(黃度)增加[14]。在斷裂力方面,由于溫度的增高導致斷裂力不斷減小(斷裂力越小表明產品的脆度越高),這是由于溫度的增加使得脆片油炸水分蒸發加速,內部空隙結構變換,使斷裂力減小。圖1可以看出,在95 ℃時脂肪含量達到最小值,之后隨著溫度的升高,脂肪含量不斷增大,此時產品的色差和斷裂力均處于一個較大的階段。色差變化趨勢隨溫度增高而降低;斷裂力則在105 ℃之后的變化不大,綜合考慮選擇色差、斷裂力、脂肪含量均較低的溫度為105 ℃。
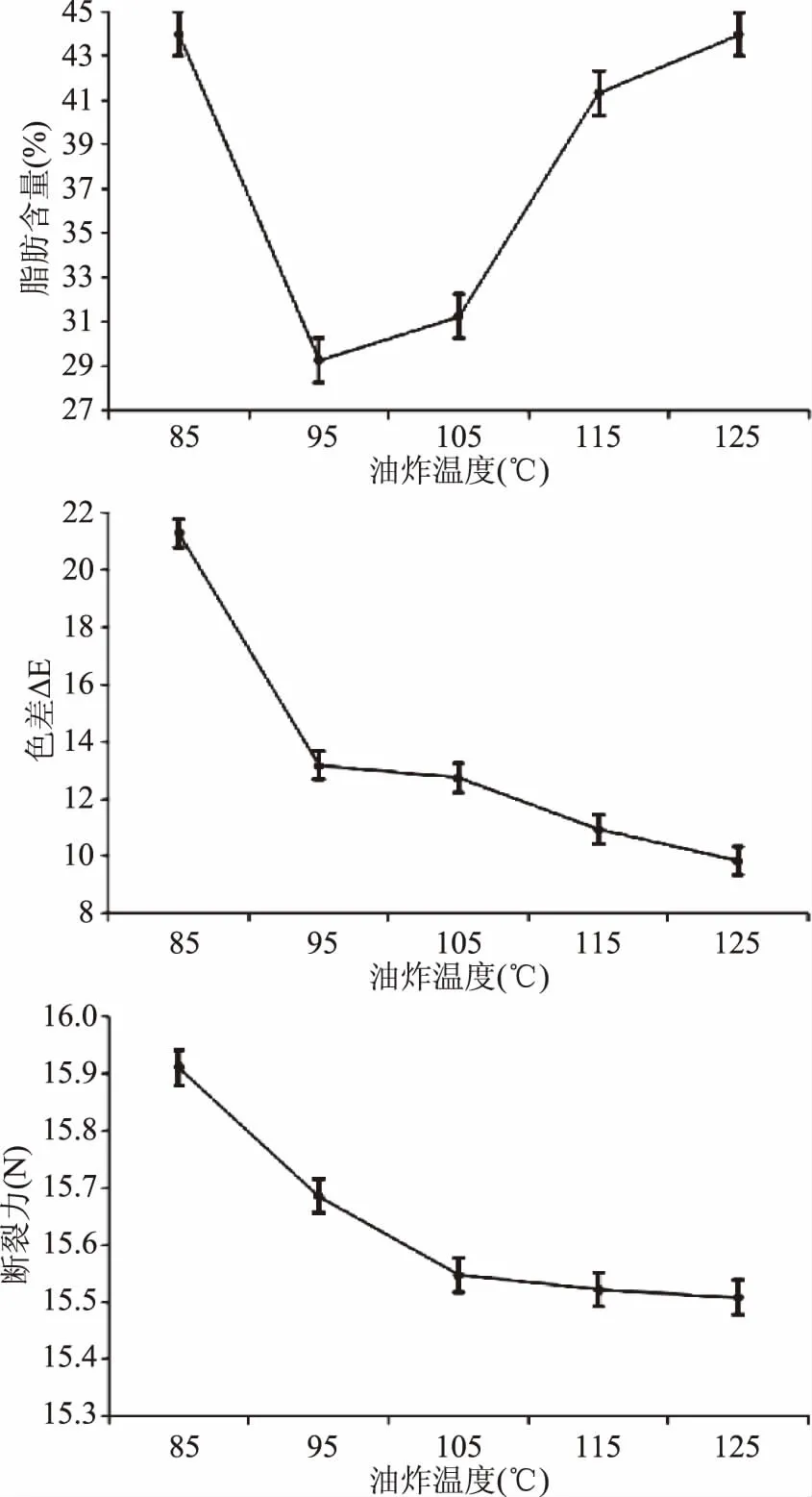
圖1 油炸溫度對脆片指標的影響(±1 ℃)
2.1.2 油炸時間對脆片指標的影響 如圖2所示,隨著油炸時間增加,脂肪含量先降低之后增加。造成這種結果的原因是脆片較薄,因此油炸完全時間較早,隨著油炸時間的增加,脆片油炸過度邊緣焦化導致空隙減小,使得脂肪含量下降[15]。隨后脂肪含量增加的原因為,油炸時間繼續增加,魚糜片發生卷曲,褶皺,增大了油炸的吸附面積,從而使脂肪含量上升;圖中可以看出,在2 min時色差達到最小值,隨后逐漸增大。其原因為1 mm的脆片經過2 min左右的油炸過程,已經達到了平衡狀態。隨著時間繼續增大,油炸繼續進行,導致成品油炸過度變得焦黃,失去原有色澤;斷裂力隨著時間的增大逐漸變大,其原因為油炸時間越長,油炸越完全,因此成品的硬度越大,斷裂力也就增加。因此油炸時間選擇為2 min。
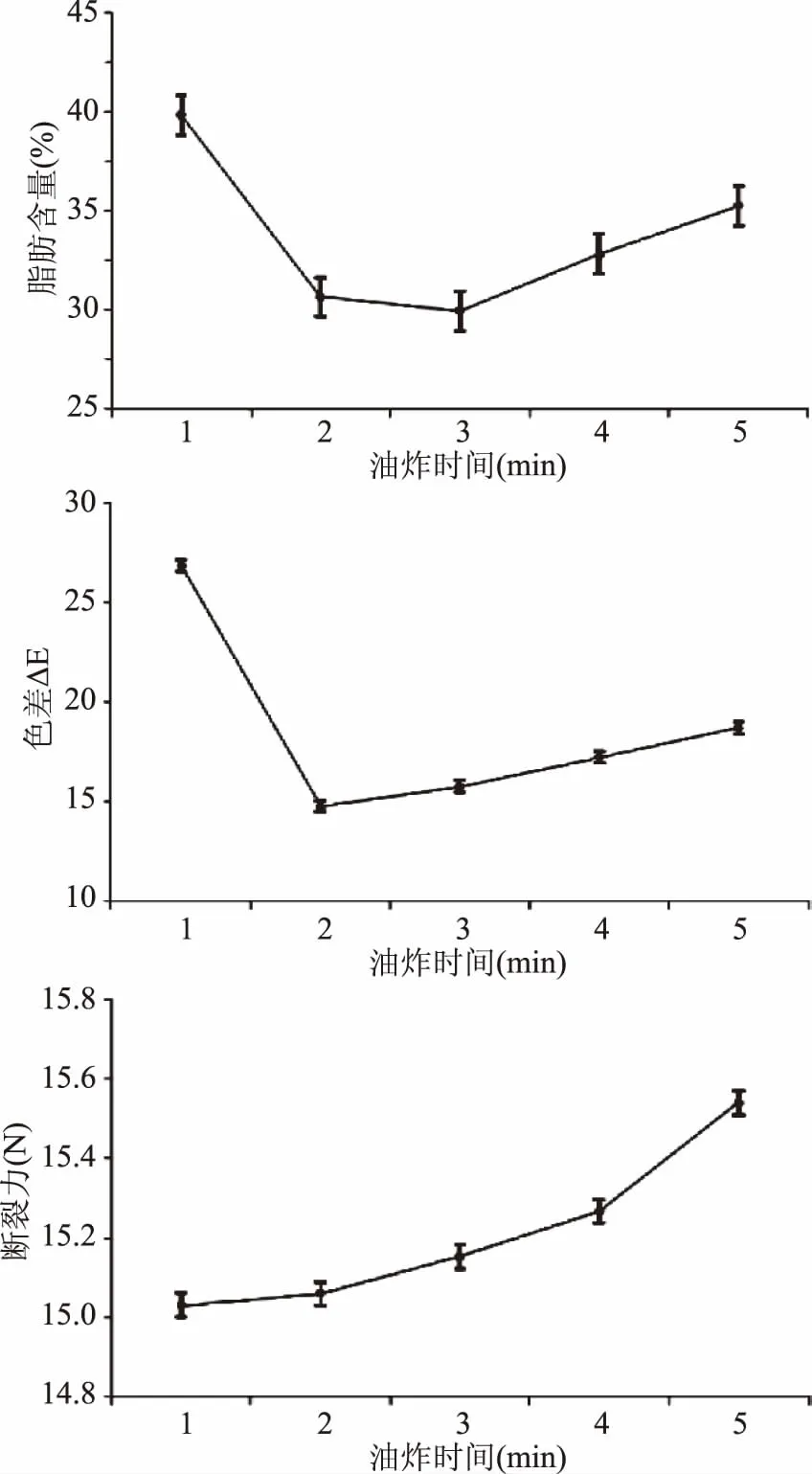
圖2 油炸時間對脆片指標的影響(±5 s)
2.1.3 脆片厚度對脆片指標的影響 如圖3所示,隨著脆片厚度的增加,脂肪含量逐漸降低,這是由于油炸溫度和油炸時間固定,脆片厚度越大越難油炸完全,脆片中水分含量越大,因此脂肪含量減小。色差在2 mm達到最小值,隨后又增大。其原因為,當脆片厚度在1 mm時,由于脆片厚度過薄,導致油炸完全需要的時間越短,因此油炸過度導致了脆片色澤焦黃,色差反而不理想,而脆片大于2 mm時,由于厚度大,其水分含量相對較大,在105 ℃油炸3 min不能達到油炸完全的狀態,因此色澤變化較小。由于脆片油炸不完全的原因,脆片的斷裂力也呈現上升趨勢,因此油炸厚度選擇為2 mm。
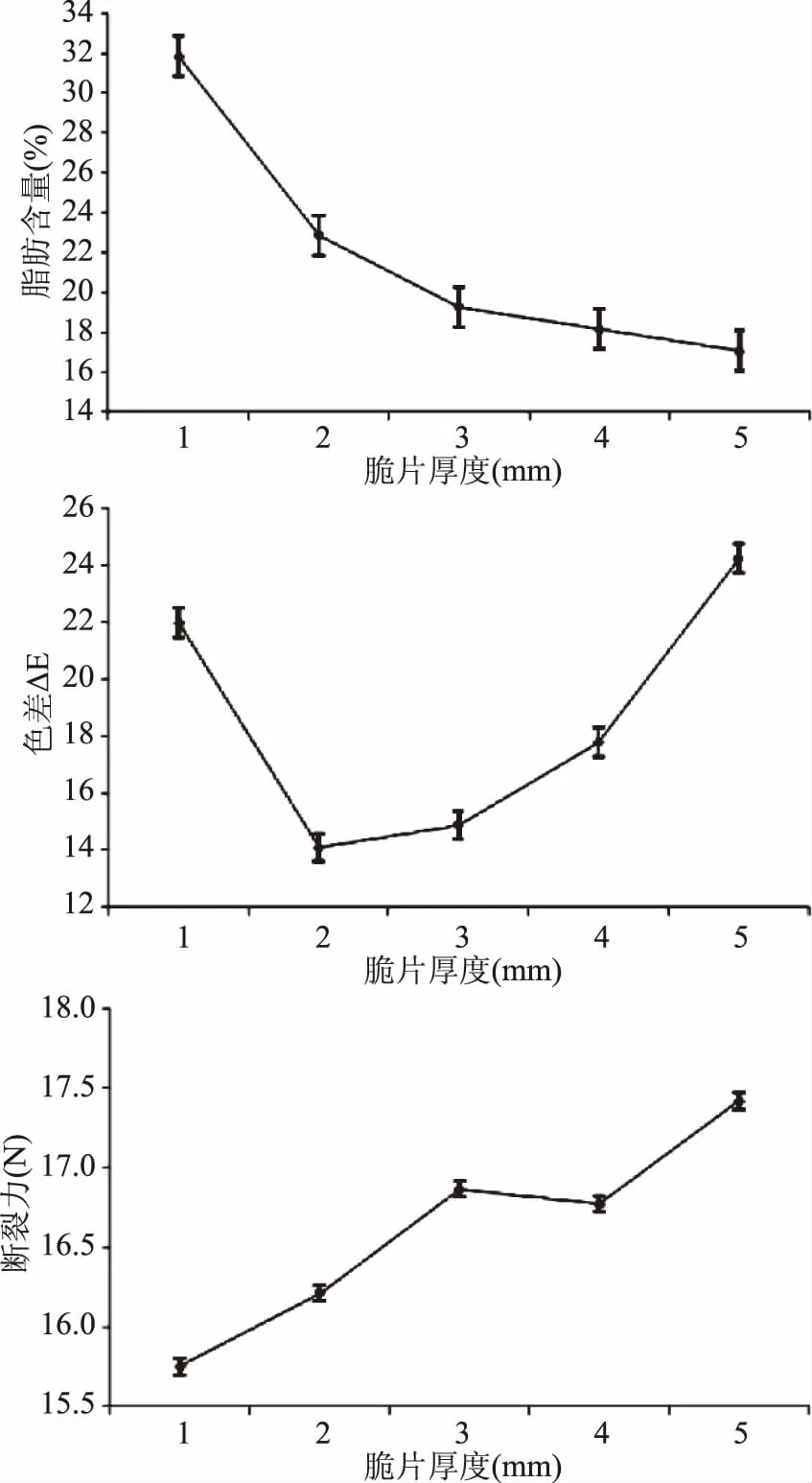
圖3 脆片厚度對脆片指標的影響(±0.1 mm)
2.2 響應面試驗結果
2.2.1 模型的建立及參數分析結果 魚糜脆片真空油炸響應面試驗結果見表3。分別以脆片脂肪含量、色差和斷裂力為響應值,利用Design Expert V8.0.6統計軟件對實驗結果(表3)進行多元回歸擬合,最后得到關于真空油炸溫度、真空油炸時間和脆片厚度對魚糜脆片脂肪含量、色差和斷裂力的二次多元多項回歸式擬合模型:
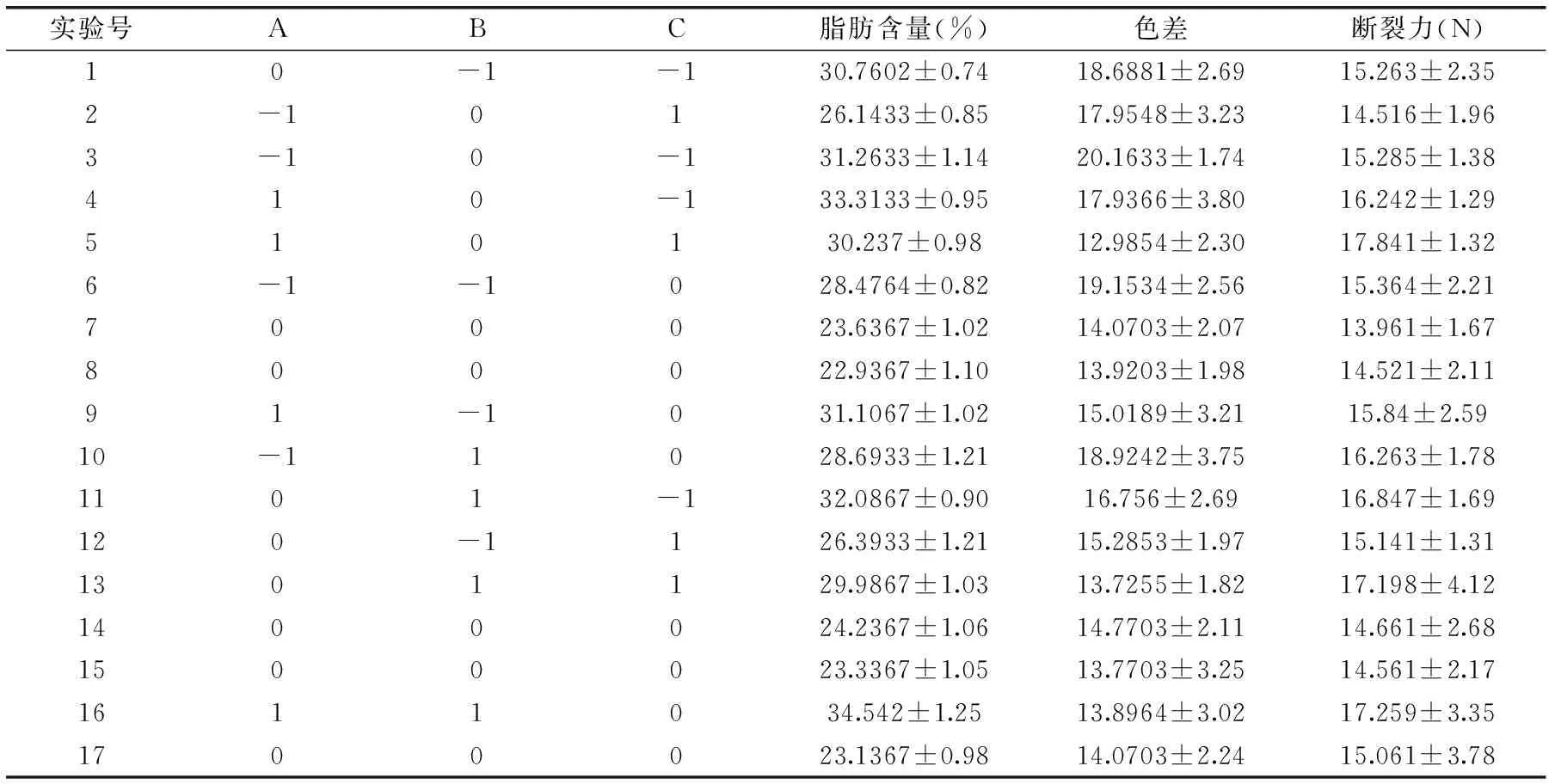
表3 響應面分析實驗設計與結果
R1=23.46+1.83A+1.07B-1.83C+0.80AB+0.51AC+0.57BC+3.84A2+3.41B2+2.94C2
式(2)
R2=14.12-2.04A-0.61B-1.70C-0.22AB-0.69AC+0.093BC+1.89A2+0.74B2+1.25C2
式(3)
R3=14.55+0.72A+0.74B+0.13C+0.13AB+0.59AC+0.12BC+0.74A2+0.88B2+0.67C2
式(4)
式中:R1-脂肪含量,%;R2-色差;R3-斷裂力,N/m2;A-油炸時間,min;B-油炸溫度, ℃;C-脆片厚度,mm。
一般來說,在響應面建模、擬合和優化過程中有誤差產生,這會影響模型的適應性,通過文獻查詢發現[16],當模型的中p值小于0.01,失擬項值大于0.05同時存在的情況下能很好的證明該模型適應性良好。表4為方差分析結果,驗證模型方差分析顯著性,擬合結果表明,魚糜脆片的脂肪含量、色差和斷裂力3個模型p值均小于0.01,可以推斷出3個模型均具有表現為極顯著水平;各模型失擬項值分別為0.3168、0.1952和0.1820,均不顯著(p>0.05);在實驗數據與數學回歸模型的擬合性上,可以通過R2進行驗證,R2值接近與1,可以得出上述模型具有較好的可信度,可用來預測其指標的實際值[17]。
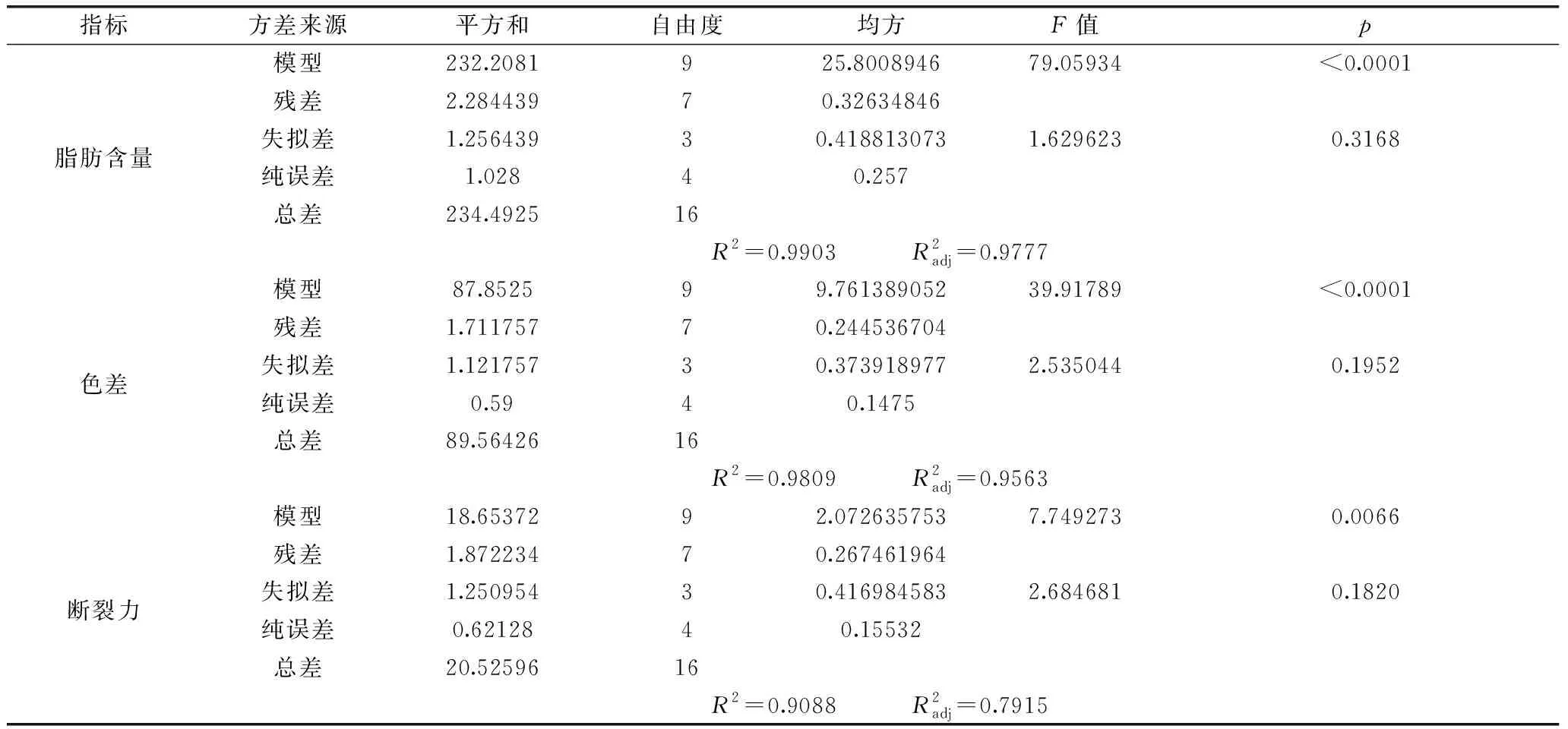
表4 回歸模型的方差分析
通過表5可以得到以下結論,在脂肪含量的影響方面,僅AC、BC的p值大于0.05,即油炸溫度和脆片厚度、油炸時間和脆片厚度的交互作用對脂肪含量影響不顯著,其中油炸時間、脆片厚度的線性效應和所有的二次項影響均達到了極顯著水平(p<0.01);色差中AB、BC的p值均大于0.05,表明:油炸溫度和油炸時間、油炸時間和脆片厚度的交互作用對色差的影響不顯著,油炸時間和脆片厚度的線性效應對其影響最大,均達到極顯著水平(p<0.01);在斷裂力方面,僅油炸時間的二次項對斷裂力的影響顯著(p<0.05),表明油炸時間對脆片斷裂力的影響較大。
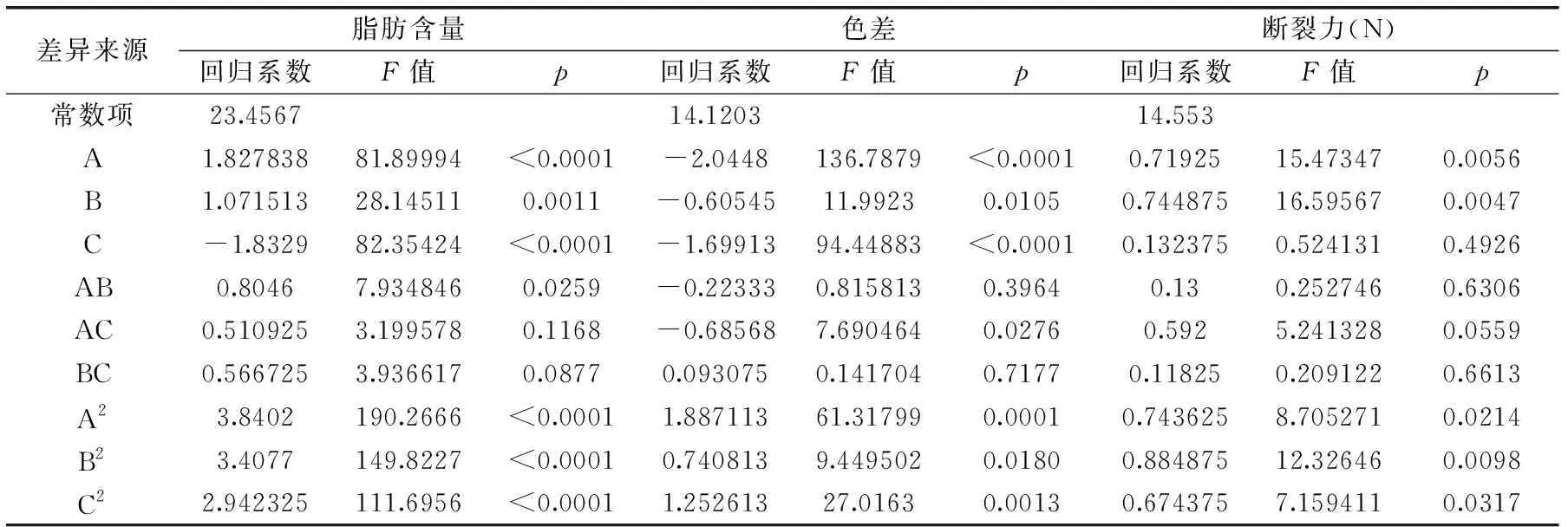
表5 因變量回歸系數的檢驗
利用前期各因素交互作用得出的響應值的顯著性,并通過回歸方程分別繪制對應的3D效果圖,用來表達設計實驗變量對魚糜脆片脂肪含量、脆片色差和斷裂力的交互作用的影響大小。油炸溫度、油炸時間和脆片厚度三者交互作用對魚糜脆片脂肪含量的影響趨勢如圖4。
響應面曲面圖的陡峭和單因素影響效果相關,越陡峭表明其影響越顯著[18]。觀察圖4油炸溫度和其他因素的交互影響效果圖可知,油炸溫度和油炸時間的交互作用對指標影響較大,曲面最陡峭;在顯著性分析中,油炸溫度和脆片厚度均顯示為極顯著水平,然而二者交互作用的曲面卻呈平緩的趨勢,其原因為油炸溫度對脂肪含量的影響是正面的,溫度越高,脂肪含量越大,這是因為在相同時間下,溫度越高,水蒸氣蒸發完全時間越短,脂肪進入空隙的量越多[13]。而脆片厚度越大,導致魚糜脆片的“表面積/重量”值減小,從而降低了物料與油的接觸面積,導致吸油量減少[19-20]。
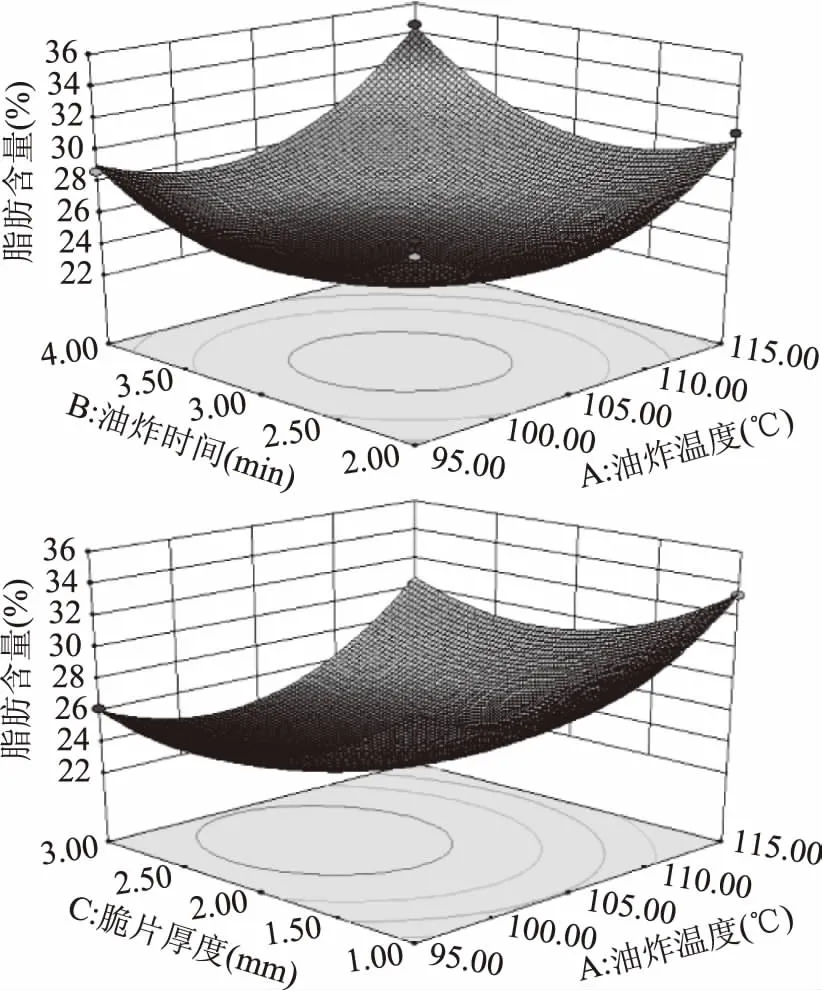
圖4 交互作用對脂肪含量(R1)影響的響應面
通過對色差的數據分析處理得到圖5,在油炸過程中,蛋白質與糖類發生的美拉德反應是形成油炸食品香氣和改變食品色澤的主要原因[21]。圖5中油炸溫度和脆片厚度的影響較大,在保證油炸溫度不變的前提下,可以看出脆片厚度越大,ΔE值越小。其原因是因為薄的脆片油炸過度,使得色澤變得焦黃[22]。
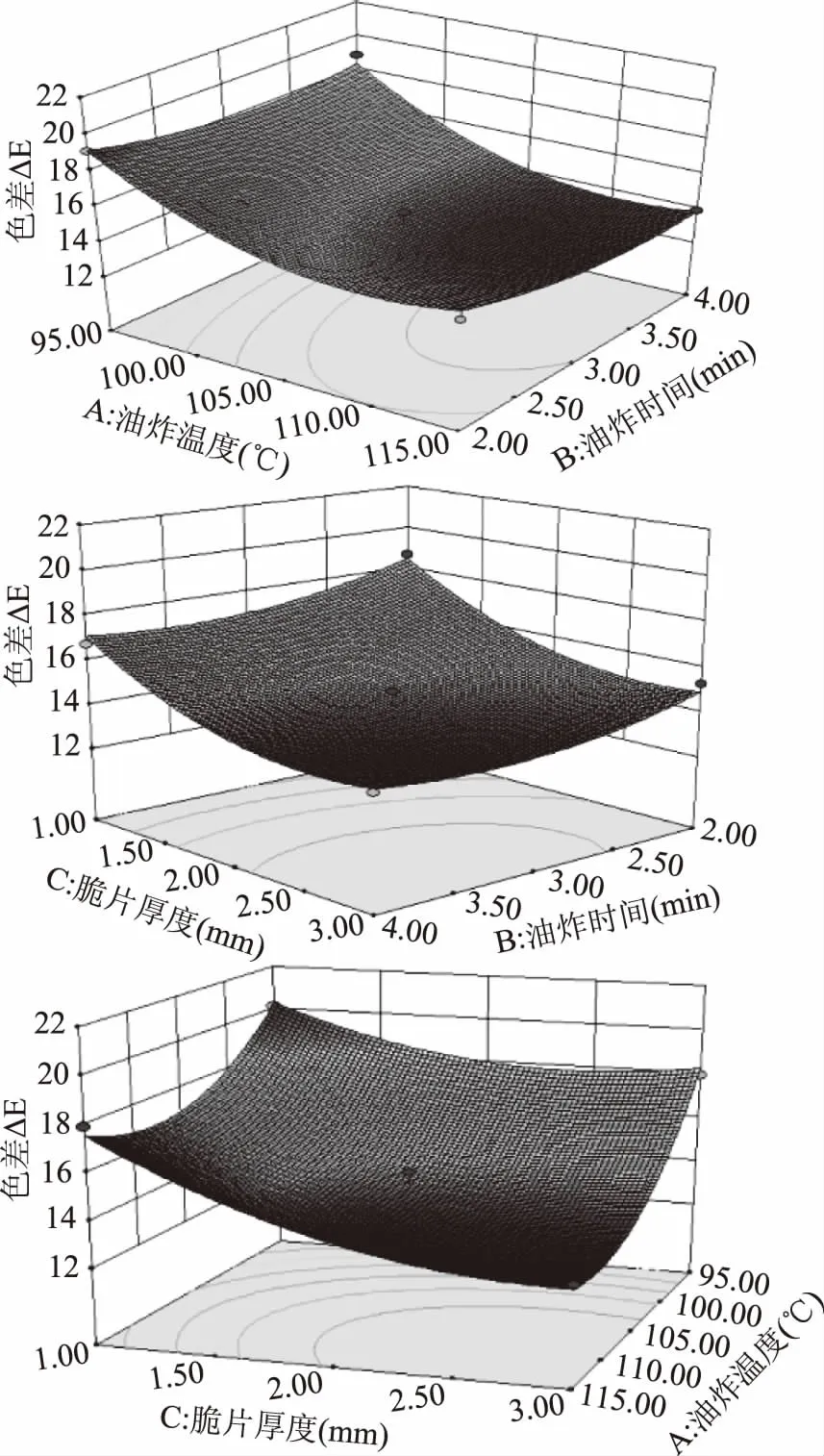
圖5 交互作用對色差(R2)影響的響應面
圖6中可以看出,其曲面平緩,表明該實驗范圍內3種因素兩兩并互作用對其影響均較小。這與回歸系數得出的結論一致。進一步分析得出以下結論:保持油炸時間和脆片厚度不變的情況下,魚糜脆片斷裂力隨著油炸溫度增加而變大;保持油炸溫度和脆片厚度不變,油炸時間增加對魚糜脆片斷裂力的影響同樣是正向的,和文獻[23]記錄的現象相吻合,長時間導致油炸過度,使得魚糜脆片的硬度增高,導致了脆片的斷裂力也隨之增大;保持油炸溫度和油炸時間不變,魚糜脆片的厚度增大,對魚糜脆片斷裂力影響為先降低后升高。其原因可能是在厚度較薄的情況下,魚糜脆片水分蒸發,魚糜逐漸由軟變為酥脆狀態,使得斷裂力達到最佳狀態。增大魚糜脆片厚度,由于油炸不完全,導致魚糜脆片內部還為完全炸透,影響其酥脆性[19]。
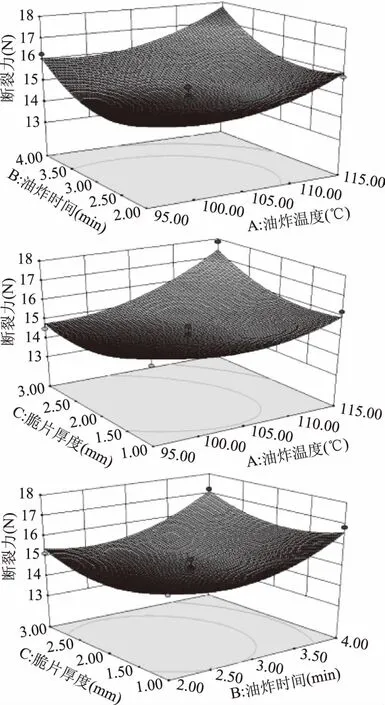
圖6 交互作用對斷裂力(R3)影響的響應面
2.2 驗證實驗
通過Design Expert.V8.0.6軟件對實驗數據進行分析,實驗優化目標為選出魚糜脆片脂肪含量最低、色差最小、斷裂力最小的最優工藝,得出以下結論:油炸溫度104.61 ℃,油炸時間是2.82 min,魚糜脆片厚度是2.31 mm,該方案模型預測的魚糜脆片脂肪含量、色差和斷裂力三個指標分別為:22.99%、13.931和14.5143 N。根據實際情況進行修正后為:真空油炸溫度105 ℃,油炸時間3 min,脆片厚度2 mm,在此條件下,各指標檢測結果平均值如表6所示:魚糜脆片的脂肪含量23.13%、色差14.20、斷裂力14.53 N,指標數據與模型預測值相近,表明本實驗優化的最佳工藝具有可行性。

表6 最佳工藝條件下的預測值及實驗值
2.3 感官分析結果
感官評價如表7所示,當溫度太高或太低使得魚糜脆片的油炸不完全或者油炸過度,均對脆片的色澤、口感有影響,評分均不高;當脆片厚度為1 mm時,厚度太薄,使得邊緣卷曲,外觀不符合產品標準;并且由于溫度太高,會導致脆片油炸過度,使得風味變成,出現明顯的糊味,影響脆片感官評價。在最佳工藝參數下的魚糜脆片所有指標均處于較高水平,具有較高的食用價值。
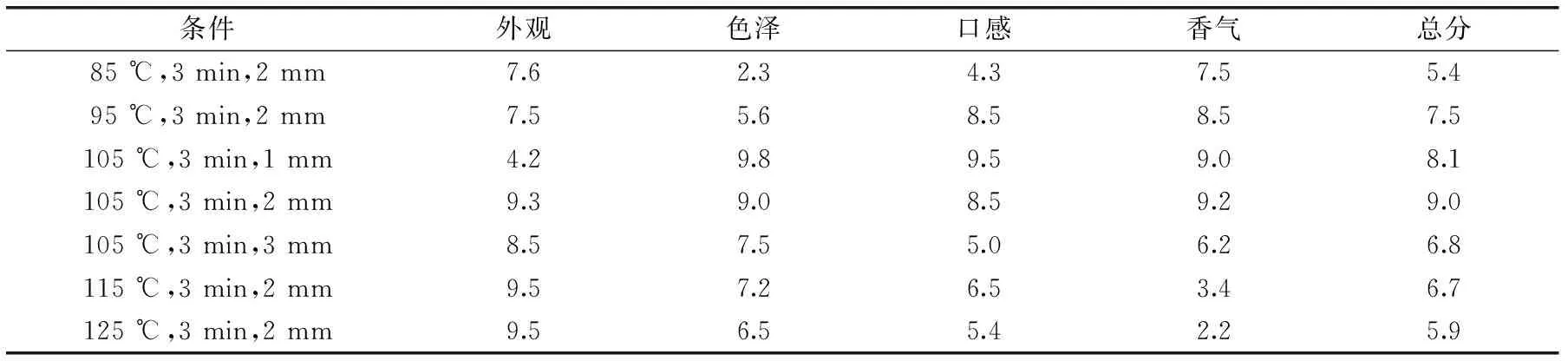
表7 感官分析結果表(分)
3 結論
本實驗利用響應面分析法對真空油炸魚糜脆片工藝優化實驗指標進行分析,確認最佳工藝為:真空油炸溫度105 ℃,油炸時間3 min,脆片厚度2 mm。通過重復實驗對其進行驗證,得到數據為魚糜脆片成品脂肪含量、色差和斷裂力分別為23.13%、14.20、14.53 N,與預期值的魚糜脆片脂肪含量、色差和斷裂力22.99%、13.931、14.5143 N相近,表明該數學模型具有較高的可靠性,可用于油炸真空油炸魚糜脆片實際生產中。