乙炔清凈工藝中環(huán)保優(yōu)化措施
2018-09-19 09:46:22李芳
聚氯乙烯 2018年5期
李芳
(天偉化工有限公司,新疆 石河子 832000)
在干法乙炔生產工藝中,廢次氯酸鈉的無污染回收處理、廢次氯酸鈉中溶解的乙炔氣的回收處理一直是干法乙炔生產企業(yè)需要克服和解決的問題。近年來,國家對各類環(huán)保問題要求越來越嚴格,化工企業(yè)必須將環(huán)保提上一個新的高度,這也就意味著生產中的大量環(huán)保難題需要去克服。天偉化工有限公司(以下簡稱天偉化工)自投產以來,針對生產中出現(xiàn)的各類環(huán)保問題,從源頭加以解決,例如對廢次氯酸鈉進行處理回收重復利用,將廢次氯酸鈉中的乙炔氣進行脫吸回收,大大地提高了資源利用效率,進一步地降低了生產成本,減少了次氯酸鈉配制過程中的一次水用量,改善了干法乙炔工藝清凈過程中的環(huán)境污染。
1 清凈工藝過程
粗乙炔氣送到清凈系統(tǒng)中先進入冷卻塔冷卻降溫,再通過水洗塔除去飽和的水分后,一小部分送入乙炔氣柜緩沖,大部分乙炔氣經納西姆機組加壓后進入清凈塔,同時與塔頂噴淋而下的有效氯質量分數(shù)為0.08%~0.12%、pH值為7~8的次氯酸鈉溶液在填料層逆向接觸,使粗乙炔氣中的硫、磷雜質氧化成可溶性鈉鹽除去,然后進入中和塔與質量分數(shù)為7%~13%的堿液中和除去酸性物質,最后將體積分數(shù)達到99.00%以上的精乙炔氣根據(jù)生產平衡要求送到下一工段使用。
2 清凈廢次氯酸鈉的產生過程及難處理的原因
2.1 廢次氯酸鈉產生過程
采用配制好的次氯酸鈉對乙炔發(fā)生器送來的粗乙炔氣進行清凈洗滌,對乙炔氣中的硫化氫、磷化氫等含硫、磷雜質進行清凈去除。隨著從清凈塔一到清凈塔二,次氯酸鈉的有效氯含量降低,最終不能使用,夾雜著大量有機物和硫、磷等雜質進入廢次氯酸鈉儲槽等待處理,其中一部分廢次氯酸鈉可進入發(fā)生崗位代替洗滌水,一部分廢次氯酸鈉經過處理后送入次氯酸鈉槽用于配制新的次氯酸鈉溶液,但是大部分廢次氯酸鈉得不到有效利用。
2.2 廢次氯酸鈉處理分析
廢次氯酸鈉中雜質成分較多,次氯酸鈉分解使廢次氯酸鈉中氯根含量較高,對其回收利用有影響。
筆者對廢次氯酸鈉中有效氯含量、乙炔含量、pH值及廢次氯酸鈉溫度進行了跟蹤分析,數(shù)據(jù)見表1。

表1 廢次氯酸鈉水質檢測數(shù)據(jù)
從表1可看出:廢次氯酸鈉中乙炔含量較高,溫度適宜。要回收廢次氯酸鈉,必須將廢次氯酸鈉中溶解的乙炔氣去除至工藝控制范圍之內;如果廢次氯酸鈉回用于發(fā)生崗位的洗滌塔,則還要考慮雜質累積的問題。
3 環(huán)保優(yōu)化措施
清凈工藝中,次氯酸鈉配制需要消耗大量的一次水,如廢次氯酸鈉能夠全部回收利用,則可節(jié)省大量水資源。天偉化工在全廠水平衡和節(jié)水方面做了大量技術改造,將全廠一次水使用改造為接入地表水使用,因此,節(jié)水不單單是降低了企業(yè)的生產成本,更是對企業(yè)的環(huán)保工作作出了貢獻。
3.1 廢次氯酸鈉回收工藝流程
廢次氯酸鈉經過脫吸后進入廢次氯酸鈉液封罐,通過液位控制再經泵送入脫氣塔內進一步脫氣、冷卻,最后再經泵送往廠區(qū),一部分代替一次水用于次氯酸鈉溶液配制,一部分送入發(fā)生崗位洗滌塔進行循環(huán)利用。
需要注意的是,送往次氯酸鈉配制的廢次氯酸鈉中不能含有乙炔氣,因其與次氯酸根易生成爆炸性產物。在改造過程中,在脫氣塔附近增加1臺鼓風機,將廢次氯酸鈉中多余的乙炔氣吹除;送往發(fā)生崗位時需要注意廢次氯酸鈉中雜質硫、磷的富積現(xiàn)象[1]。
廢次氯酸鈉回收工藝流程如圖1所示。改造后的廢次氯酸鈉完全代替一次水用于次氯酸鈉配制,一部分送入發(fā)生崗位用于洗滌。
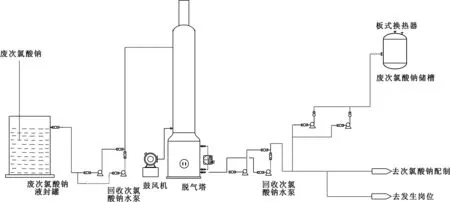
圖1 廢次氯酸鈉回收工藝流程
3.2 廢次氯酸鈉中乙炔氣回收過程
從清凈單元出來的廢次氯酸鈉,經泵打入廢次氯酸鈉脫吸器,負壓脫吸其中溶解或夾帶的乙炔氣,脫吸出來的乙炔氣由水環(huán)真空泵送入氣體緩沖罐緩沖,再經流量計計量后直接送入乙炔氣總管;因水分對乙炔氣中氧含量的檢測有干擾作用,因此筆者在系統(tǒng)中增加氣液分離器、小冷卻器對乙炔氣中的水分進一步去除。工藝流程如圖2所示。
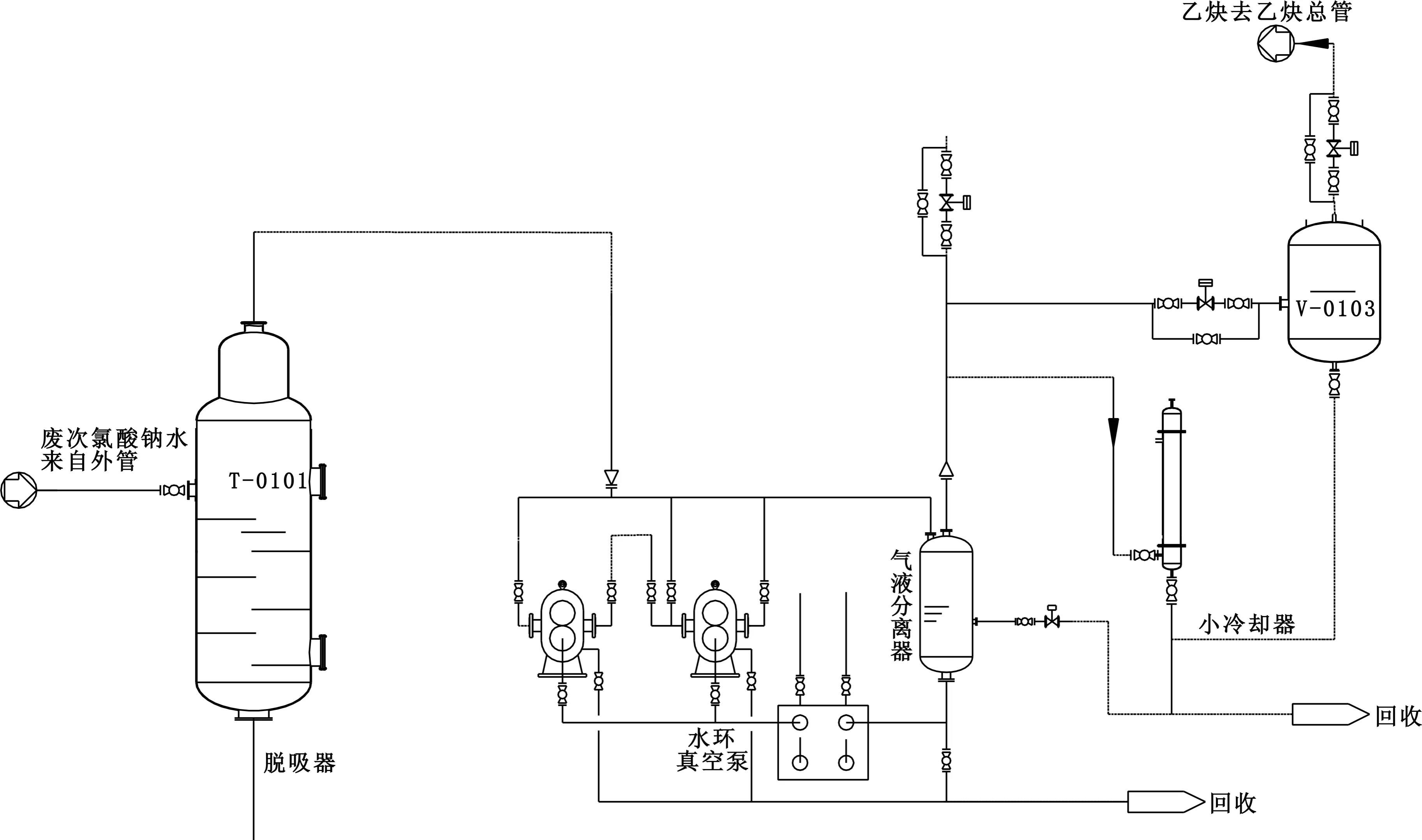
圖2廢次氯酸鈉中乙炔氣回收工藝流程
Fig.2Processflowdiagramofacetylenerecoveryfromwastesodiumhypochloritesolution
天偉化工改造后可回收乙炔氣170 m3/h,回收氣的純度也符合要求。
4 改造后數(shù)據(jù)跟蹤檢查
改造完成后對回收乙炔氣的純度、乙炔氣體中氧含量、廢次氯酸鈉中乙炔氣的回收效率進行了對比,廢次氯酸鈉中乙炔氣含量數(shù)據(jù)如表2所示,回收后乙炔氣中的氧含量數(shù)據(jù)如表3所示。

表2 廢次氯酸鈉中乙炔氣含量

表3 回收后乙炔氣中的氧含量Table 3 Oxygen content in recovered acetylene %
根據(jù)表2計算,該項改造乙炔氣的回收率達到了98%;改造后的數(shù)據(jù)表明,廢次氯酸鈉中的乙炔氣回收量達到98%以上。廢次氯酸鈉經處理后,其水質滿足新鮮次氯酸鈉配制需要;同時,部分廢次氯酸鈉進入發(fā)生洗滌塔代替一次水補水用于洗滌電石粉塵等,其雜質累積問題在改造后也未出現(xiàn)。因此,廢次氯酸鈉處理后完全能夠在系統(tǒng)中回用,杜絕了排放產生的環(huán)保問題。
5 經濟效益核算
天偉化工次氯酸鈉廢水量為180 m3/h,回收利用后可節(jié)省一次水30 m3/h。回收乙炔氣170 m3/h,按每年8 000 h運行時間計算,可節(jié)約成本1 600萬元/a。
6 結語
本次改造投入運行以后,效益十分可觀。首先,乙炔清凈工藝中的環(huán)保問題得到解決,杜絕了廢次氯酸鈉的排放,在廢次氯酸鈉降溫處理的過程中向環(huán)境中吹出的乙炔氣也降至最低,極大地改善了生產環(huán)境;其次,1年即可收回投資成本,極大地降低了企業(yè)的生產成本和水處理成本。