車橋橋殼鍛造成形過程的數值模擬分析
2018-09-22 01:09:52武文一李菊麗王曉溪
機械設計與制造工程 2018年9期
武文一,李菊麗,王曉溪
(徐州工程學院機電工程學院, 江蘇 徐州 221018)
車橋橋殼是驅動橋上重要的傳力零件,其質量直接影響工程機械的整體性能及使用壽命。采用精鍛成形技術“以鍛代鑄”制造該類零件,不僅節約材料、能源,減少切削加工工序,降低生產成本,而且能使金屬流線連續分布,晶粒細化,顯著提高鍛件性能和使用壽命。由于鍛件結構形狀復雜以及在塑性成形過程中受多種因素影響,使得成形質量與工藝條件之間的關系往往難以預測與控制。隨著計算機技術和塑性有限元理論的發展,有限元數值模擬在分析金屬塑性成形中的作用逐漸受到重視[1-6]。本文基于DEFORM-3D軟件采用三維剛塑性有限元模擬法對車橋橋殼的鍛造過程進行了數值模擬仿真,分析了鍛件坯料的選擇、成形過程中的填充情況及等效應力、應變分布,研究了鍛件形狀對金屬材料流動規律的影響,對于優化模具結構及鍛造工藝具有指導意義。
1 產品分析及三維模型建立
車橋橋殼鍛件結構為帶孔圓盤類,如圖1所示,外形最大尺寸為φ331mm×186.6mm,高徑比為0.564,下部凹槽中沿徑向放射狀均布4個厚度為14mm的肋板,中心部位存在較深的孔。為了便于模鍛時的拔模,拔模斜度為3~5°,過渡圓角為R3。所用材料為45鋼,表面粗糙度要求為Ra3.2,尺寸精度要求為普通級。鍛件形狀復雜系數(鍛件質量與外廓包容體質量之比)為0.245,屬較復雜級,鍛造成形難度較大,擬采用熱模鍛成形、溫鍛整形工藝,以確保深擠充滿,且載荷不至于過大。

圖1 橋殼鍛件圖
利用SolidWorks軟件分別建立上、下模具及鍛件坯料的三維模型,按照它們在鍛造過程中的同軸關系定位組裝成裝配體文件,并將此文件轉換為STL格式,在轉換過程中生成3個子文件,分別對應上模、下模和坯料, 如圖2所示。

圖2 模具與坯料的初始位置
2 數值模擬初始條件的設置
將坯料和上、下模的STL文件導入DEFORM-3D 軟件中,以實際加工參數為依據設置模擬初始條件。采用剛塑性有限元模型,工件視為塑性體,上模、下模視為剛性體。工件材料為45鋼,對應美國牌號AISI-1045,始鍛溫度設定為1 100℃; 模具材料為4Cr5MoSiV1,對應美國牌號AISI-H13,預熱溫度為300℃;坯料與模具間為剪應力摩擦,摩擦系數為0.3;設備為熱模鍛壓力機, 上模運動速率為50 mm/s。鍛件具有軸對稱性,選取形體的1/4作為研究對象(設置變形邊界條件)以節省計算時間[1-6]。采用四面體單元,劃分網格數為30 000和60 000進行對比試驗,對應的模擬步長為0.8和0.5,計算模擬步數,設置體積補償。各條件設置合適后生成數據庫文件,提交給運算器分析求解, 完成鍛造成形過程模擬。
3 坯料尺寸、形狀對成形性的影響
坯料尺寸和形狀的合理選擇對于保證鍛件質量、避免設備過載和延長模具壽命是十分重要的。根據金屬塑性變形前后體積不變的原理,若采用小或無飛邊熱模鍛時坯料體積應略大于鍛件體積,既要保證鍛件充形良好又要避免產生過多的飛邊。本文采用數值模擬法對不同體積和高徑比的坯料鍛造成形過程進行研究,以尋求精確的坯料體積和合理的高徑比[5]。
鍛件經三維建模后可知體積為3 927 048mm3,數值模擬時未考慮燒損量(采用少無氧化加熱方法),取寬裕系數k分別為0.02和0.04,相應的坯料體積為V1=4 005 589mm3、V2=4 084 130mm3,坯料規格對應為φ140mm×260mm和φ150mm×231mm,分別進行模擬試驗。圖3(a)是坯料體積為V1、網格數為30 000的模擬結果,由圖可以看出工件在凸緣底部和棱角處沒有充滿,且邊緣處不光滑,有折疊現象。圖3(b)是坯料體積為V1、網格數為60 000的情況,由圖可以看出工件在棱角處仍沒有充滿,但形狀較光滑。圖3(c)是坯料體積為V2、網格數為60 000的結果,由圖可以看出工件填充情況良好,外形輪廓清晰,在分型面處有少量飛邊,這是可以接受的。

圖3 不同坯料尺寸和網格數的模擬結果
由分析可知,對于形狀復雜的鍛件,網格數量較少時邊界網格質量差,計算精度低;適當增加網格數量可提高計算精度,但計算時間延長;若采用分區網格劃分較為合理,在變形大的區域劃分較多網格,在變形小的區域劃分較少網格,這樣既可保持計算精度又不增加計算時間。坯料體積V1是大于工件體積的,從理論上來說應該會產生少量飛邊,但模擬結果卻出現充不滿現象,這是因為初始網格數量較少時坯料與模型表面不太吻合以及在變形過程中網格畸變和折疊而造成了體積損失,所以出現填充不滿和邊緣處不光滑現象。因此可根據模擬的結果是否出現充不滿、折疊和飛邊以及成形過程中的應力應變分布情況,研究金屬材料的流動規律,判斷坯料形狀尺寸及模具等工藝參數是否合理,如有問題則進行修改后再模擬直至缺陷消失。
4 應力應變及成形載荷分析
由于鍛造時材料處于多向應力狀態下產生了塑性變形,因此應采用等效應力來進行分析[1-2,6]。圖4為成形結束時的等效應力分布圖,最大等效應力為641MPa,發生在工件凸緣及下凸部分外側階梯處。這些部位金屬流動困難,充形能力較差,通過增大模具尖角處的圓角半徑和改善潤滑條件,材料流動情況得到改善,最大等效應力降為586MPa。圖5為等效應變分布圖,最大等效應變為5.63,也發生在工件凸緣及下凸部分外側階梯處,通過優化模具結構后,最大等效應變降為4.92。

圖4 等效應力分布圖
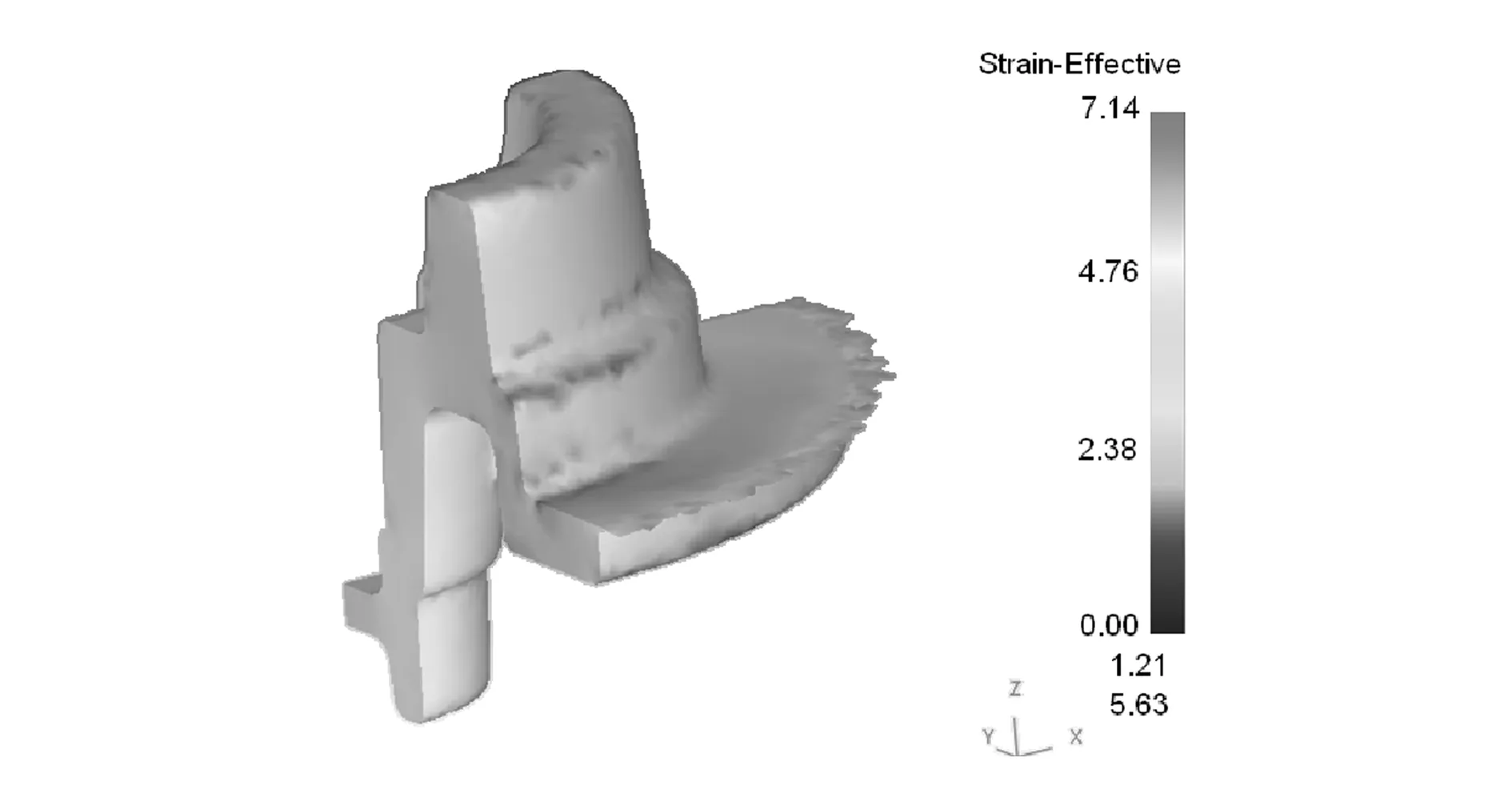
圖5 等效應變分布圖
由于研究對象尺寸較大、結構復雜,需要較大的成形力才能迫使材料充滿模膛,因此最大成形載荷是關注的重點之一。圖6為成形過程的載荷-行程曲線,由圖可知,成形力是不斷增加的。整個變形過程大致可分為3個階段:在初始階段,上模具模芯接觸坯料表面向下擠壓,坯料上部沿徑向、坯料下部向下方發生塑性變形,載荷曲線上升平緩,變形力較小;當模芯臺肩接觸坯料時進入充填階段,坯料在外力作用下逐漸向型腔充填,自由面隨之減少,金屬流動阻力相應增大,載荷曲線逐漸上升,且持續時間較長;在最后充滿階段,工件凸緣及上下角隙部分全部充滿,這一階段持續時間較短,載荷急劇增大,載荷曲線幾乎成直線上升。這是因為當載荷增加到最大值(約57MN)時,型腔已基本充滿,金屬的流動空間已很少,再繼續擠壓充填角隙時金屬就會產生很大的抗力。在這個階段載荷急劇上升,將會大大降低模具的使用壽命。采用熱模鍛成形與溫鍛整形復合成形工藝,對提高加工質量和模具壽命有較大的幫助。

圖6 載荷-行程曲線
5 模擬與試驗成形效果分析
在對橋殼鍛造成形過程進行數值模擬時,以實際加工參數為依據設置模擬初始條件,坯料體積略大于鍛件體積(增加約4%),有限元網格的數量約為鍛件體積(cm3)的15倍及以上,獲得了良好的成形效果,模擬結果如圖7(a)所示。根據模擬方案提供的工藝參數及優化的模具結構,試制得到了輪廓清晰、符合要求的鍛件,實物照片如圖7(b)所示。將二者對比分析發現,試制的鍛件形狀尺寸與模擬結果相吻合,也未出現充不滿或折疊等成形缺陷,由此驗證了數值模擬過程的正確性。
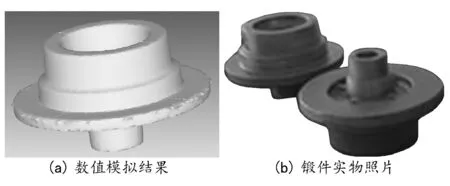
圖7 模擬結果與實物對比圖
6 結論
本文通過對車橋橋殼鍛造成形過程的數值模擬和試驗研究得出以下結論:
1)在橋殼鍛造成形過程中,最大等效應力發生在工件凸緣及下凸部分外側階梯處,這些部位金屬流動困難、充形能力較差,通過增大模具尖角處的圓角半徑和改善潤滑條件,材料流動情況得到了改善。
2)鍛件在成形過程中的成形力不斷增加,特別是在最后工件凸緣及上下角隙部分充滿階段,載荷急劇增大,這將會大大降低模具的使用壽命。采用熱模鍛成形與溫鍛整形復合成形工藝,可解決一次成形中載荷較大的問題,對提高鍛件質量和模具壽命有較大的幫助。
本文驗證了數值模擬結果的正確性,通過數值模擬分析,可為此類鍛件的鍛造工藝改進及模具結構優化提供理論依據和技術指導。
