基于力信號反饋控制的電化學放電線切割加工實驗研究
2018-10-11 09:15:32石子燦平雪良趙萬生
制造業自動化 2018年9期
石子燦,蔣 毅,平雪良,趙萬生
(1.江南大學 機械工程學院 江蘇省食品先進制造裝備技術重點實驗室,無錫 214122;2.上海交通大學 機械與動力工程學院 機械系統與振動國家重點實驗室,上海 200240)
0 引言
隨著微電子技術以及航空航天等科技的發展,石英、陶瓷和微晶玻璃等難導電硬脆材料的應用越來越廣泛[1]。電化學放電加工(ECDM)作為一種新型加工方法,具有無宏觀切削力以及柔性好、成本低的優點,在難導電硬脆材料加工方面具有較大優勢,目前主要應用于微細加工領域,如微細鉆孔,微細銑削等[2]。但該加工方法過程復雜,明確的加工機理在學術界還未形成定論。目前普遍認為該加工方式是通過放電熱蝕除的作用對工件材料進行去除;對于石英等以SiO2為主要成分的材料,還伴隨有化學蝕除反應。
在電化學放電加工方法的研究中,孫艷琪[3]等人提出了基于力信號反饋控制進給的微孔加工方法,通過檢測工具電極與被加工件間的接觸力,反饋控制進給及回退,可以使電解液與工件充分接觸,保證氣膜的完整以及放電的發生,且保障了進給速度與加工速率相對應,達到了改善微孔入口質量并提高加工效率的目的。
電化學放電線切割(WECDM)由ECDM衍生而來,兩者加工原理相似,是用電極絲作為工具電極,采用走絲的方式對工件進行加工。在最新的WECDM研究中,發現通過液滴供液的方式,通過勻速進給對石英材料進行切割,能夠得到較好的加工效果[4];蔣毅等[5]搭建了WECDM實驗平臺,提出了基于潤濕效應的供液方式[6],該方式可以大大降低電流密度,電極絲的直徑進一步減小,加工出的微槽槽寬也相應減小。
通過對石英玻璃的加工過程分析可知,當電極絲與工件之間的距離太大時,電極絲周圍的放電能量不能得到充分利用,對工件的材料去除沒有作用;而當電極絲與工件十分緊密的貼合時,無法獲得放電的間隙條件,此時主要靠化學反應蝕除材料,加工的效率較低。只有當電極絲與工件之間的間隙在一定的范圍內時,可以持續穩定的對材料進行加工。目前WECDM加工的進給方式主要為步進和勻速進給[7],兩者均為開環控制的進給方式,難以保障工具電極與工件之間的間距以及氣膜和加工的穩定性,也無法實現精確的加工過程控制。
基于以上分析,本文搭建了基于力信號反饋控制進給的實驗平臺,提出了 “進給-靜止-回退”控制策略以及PID算法控制進給的控制策略,分別對速度和力信號進行了采集分析,并對石英玻璃進行了電化學放電線切割加工實驗,分析了這兩種控制策略對加工的影響。
1 實驗原理
電化學放電線切割加工的工作原理如圖1所示,正極(輔助電極)與負極(工具電極絲)浸入到電解液中后,兩極之間的電壓使電解液中的水發生電離,水中的氫離子會在負極的表面得到電子形成氫氣氣泡,并隨著電壓的升高逐漸形成致密的氣膜。當兩極之間施加的電壓超過氣膜的擊穿電壓(臨界電壓)時,氣膜會被擊穿并發生放電現象。若被加工件離放電通道足夠近,就可以通過放電弧柱高溫及放電結束時的爆炸作用去除工件材料,達到加工的目的。工具電極和輔助電極上所發生的電化學反應分別為:


圖1 電化學放電線切割加工原理
2 裝置介紹
實驗裝置原理如圖2所示。所采用的加工電源可提供可調恒壓以及可調脈沖電壓。電解液循環裝置由分體液槽和電解液循環裝置兩部分組成,且分體液槽的中央是加工液槽,兩側是循環液槽,采用基于潤濕效應的方式進行供液。走絲裝置由步進電機、阻尼器和一系列走絲導輪組成,由MCU模塊進行控制。力傳感器安裝在進給軸(Z軸)上,工件的夾具與力傳感器相接,從而電極絲與工件之間的接觸力可通過力傳感器和數字變送器反饋到PMAC Clipper運動控制卡中。同時,實驗平臺的三軸運動由運動控制卡驅動控制,其位移由人機界面顯示。

圖2 基于力信號反饋控制進給的實驗平臺原理圖
為了滿足實驗在精度、靈敏度等方面的要求,采用了ZNLBS-V1型微小力傳感器,采樣頻率為10Hz。力反饋信號的采集是通過力傳感器配套的數字模擬變送器將傳感器采集的力信號轉換為4~20mA的電流信號,輸入到型號為DTC-28B的AD轉換板進行模數轉換,并通過PC總線與PMAC Clipper卡相連,由上位機輸出相應指令,對進給軸的運動進行控制。
3 實驗探究與分析
3.1 加工過程分析
在搭建的實驗平臺上,對WECDM加工過程進行了觀察分析,發現在力信號作為反饋信號控制的加工中,加工過程基本可分為三個過程:第一階段為“電化學反應階段”,如圖3(a)所示,加工表面基本貼合電極絲,此時電化學反應劇烈,生成大量氣泡,只有很少區域有放電發生的間隙條件,存在少數的放電現象,材料去除速度較慢;當加工表面逐漸出現凹凸形態時,進入第二階段,“材料去除階段”,如3(b)所示,電解液更加充足的進入加工區域,產生的氣泡達到飽和,形成穩定的氣膜,此時放電現象明顯,放電釋放的熱量也會加快SiO2與NaOH溶液的反應速率,兩者共同作用快速的進行材料去除;第三階段為“進給階段”,這一區域材料去除基本完成,電極絲與工件之間的接觸力減小,甚至出現間隙,為了加工持續進行,上位機需根據力傳感器反饋的信號變化發送進給指令,繼續使工件貼近工具電極,回到第一階段。如此循環,直到加工結束。

圖3 加工過程分析
3.2 “進給-靜止-回退”控制策略
基于對加工過程的分析,提出了“進給-靜止-回退”控制策略:當反饋的力信號處于設定的接觸力區間范圍內時,工件靜止;當反饋的力信號大于區間上限時,工件以指定速度回退;當反饋的力信號小于區間下限時,工件以指定速度進給;回退速率與進給速率相等。
實驗證明,由于精密移動平臺固有的振動以及電極絲的走絲等因素,采集的力信號存在波動。當接觸力區間設定太小時,進給軸會頻繁進給或回退,工件與電極絲極易發生脫離,難以充分利用放電能量,導致加工效率低下,且加工表面存在明顯的過切現象;而當區間設定太大時,則會因接觸力的波動較大,導致氣膜形態不穩定,使加工穩定性受到影響。經過加工實驗,區間設定為0.01~0.03N,進給速度設為50μm/s。
在該控制策略下,加工過程中進給軸的速度信號與反饋的力信號如圖4所示,由PMAC卡配套軟件Pewin32Pro2中的信號采集工具箱PMAC PlotPro2采集得到。從圖中可以看出,進給軸速度在±50μ m/s之間波動,且變化較為頻繁;接觸力主要處于0~0.04N范圍內,說明基于力反饋信號控制進給可以保障加工過程中電極絲與工件的接觸力基本不變。
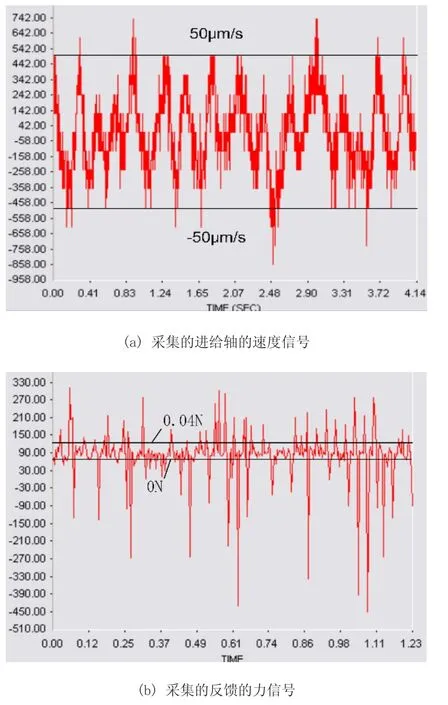
圖4 “進給-靜止-回退”控制策略下采集的信號
另外分別進行了進給速度為30μm/s、50μm/s和100μm/s的加工實驗,并做了信號采集,發現加工效率隨著進給速度的增大而提高,但同時因為速度的波動變大,加工表面質量有所下降。
3.3 PID算法控制策略及其參數調節
在上述的控制策略中,速度在設定的進給速度范圍內波動,頻繁的進給和回退使放電能量難以利用,且會導致加工不穩定,故進一步提出了將PID算法運用到系統中的控制策略,控制框圖如圖5所示。目標作用力設定為0.03N。
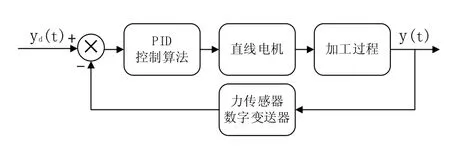
圖5 基于力反饋控制進給的PID算法控制框圖
PID算法應用廣泛,具有控制參數相互獨立、參數整定方式簡便的優勢,其控制規律為:

其中,e為誤差;kp為比例系數;ki為積分系數;kd為微分系數。
因為在加工過程中,加工效率不恒定,進給速度與力信號的關系很難用傳遞函數直接表達。為了達到較好的控制效果,本文采用了現場湊試法。先調節kp;再適當減小kp,加入ki;最后在較為合適的比例和積分參數條件下,加入kd。為了避免干擾信號對計算的影響,采集的信號中,只對0~0.1N之間的信號進行計算,超出這個范圍的信號不進行計算。
通過觀察速度曲線,比例系數太大時會導致速度波動范圍過大,加工的穩定性降低,所以比例系數不宜太大;積分作用能消除輸入的穩態誤差,但其長期的累積作用會使系統輸出的動態性能變差,超調量增大,使系統不夠穩定,所以需要從大到小逐漸調節;微分環節用于預測變化趨勢,運用在該實驗控制系統中,可以有效的避免超調,預防速度波動過大,所以在PI控制的基礎上,需要加入微分控制。
圖6為最終的PID參數條件下采集到的進給軸速度曲線和反饋的力信號。其中,kp=2,ki=0.5,kd=0.01。可以看出,進給軸的速度主要在±30μ m/s之間波動,與之前的控制策略相比,速度波動范圍變小,加工更加穩定;接觸力與前者的數據沒有太大不同,主要仍是0~0.04N的范圍內變化。
從兩種控制策略下采集到的速度曲線中可以看出,運用PID算法的控制策略能有效的減小進給速度的波動范圍,利于保障加工過程以及氣膜形態的穩定性。
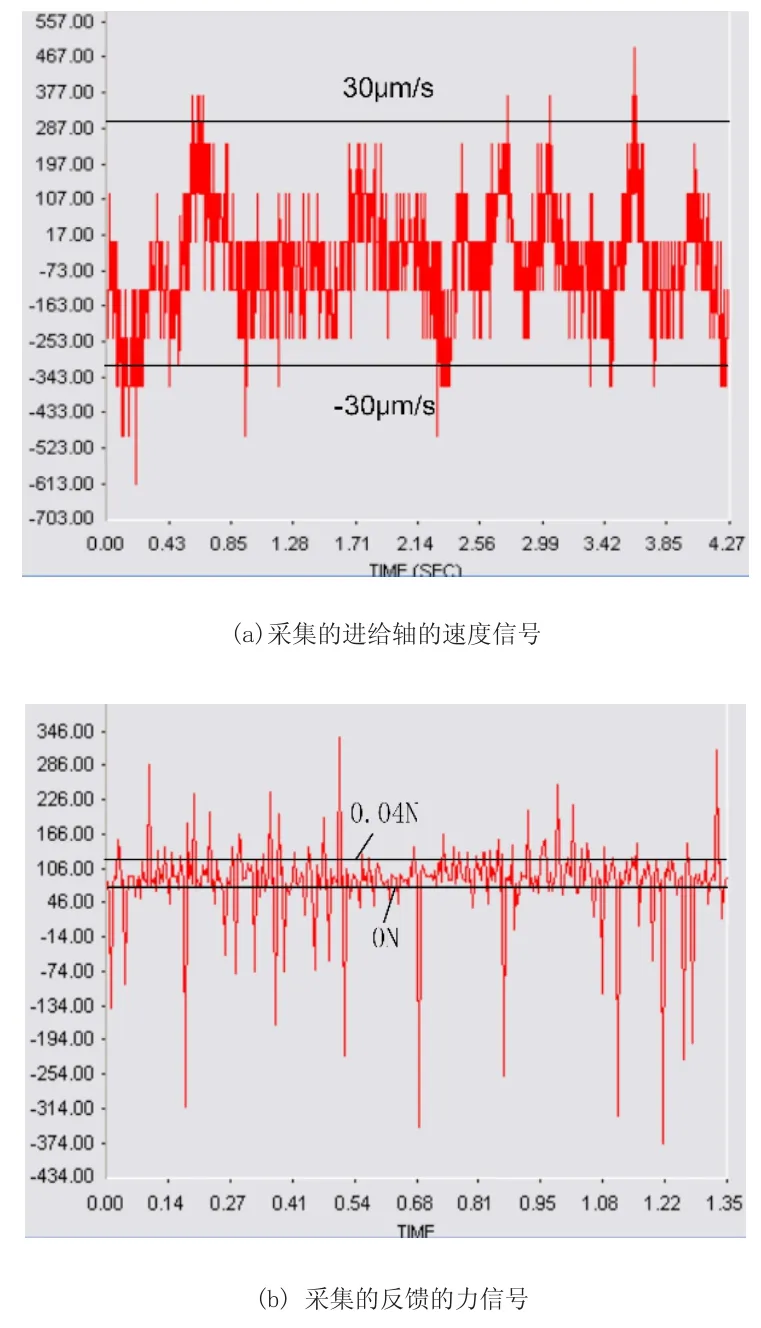
圖6 PID算法控制策略下采集的信號
3.4 微槽加工實驗
在搭建的實驗平臺上,分別將“進給-靜止-回退”和PID控制算法應用到系統中,對石英玻璃進行了微槽加工實驗。“進給-靜止-回退”策略下,力區間設定為0.01~0.03N,進給速度設為50μ m/s;PID控制策略下,目標作用力設定為0.03N。加工實驗參數如表1所示。兩種策略下的控制框圖如圖7所示。
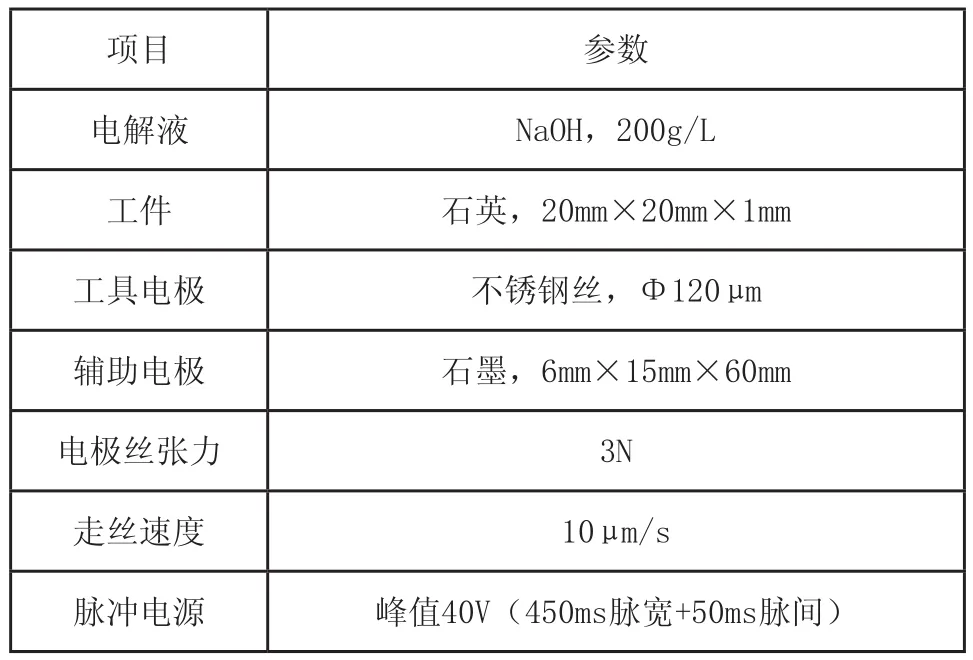
表1 基于力信號反饋的WECDM實驗參數
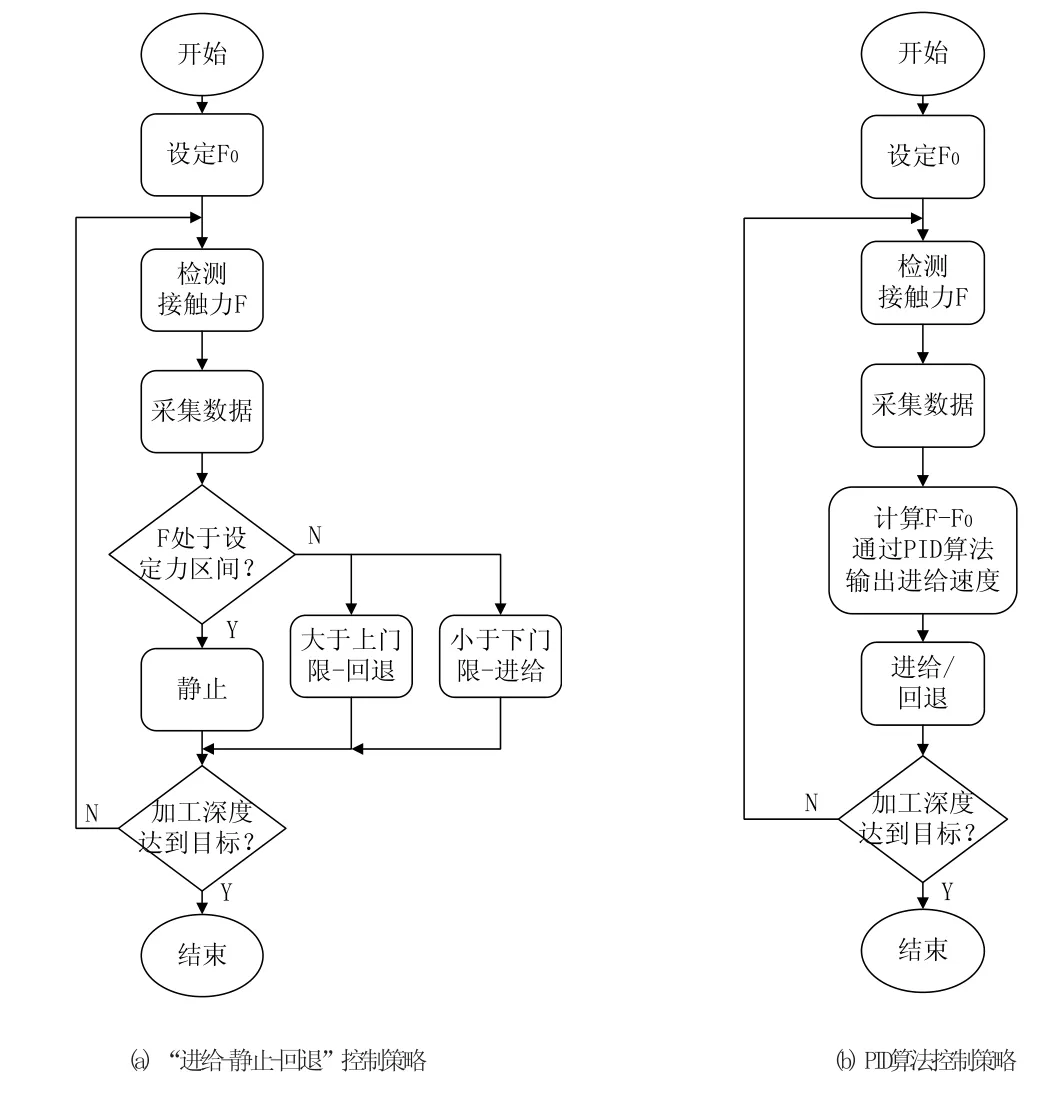
圖7 兩種進給策略的控制框圖
圖9為兩種策略下加工深度為1mm的微槽的進給軸時間位移曲線,采樣周期為5s。圖8為開始加工的前50s內PMAC PlotPro2采集到的時間位移曲線,采樣周期為0.1s。
“進給-靜止-回退”控制策略下用時310s,運用PID算法控制策略下用時280s,與前者相比效率提高了約10%。可以看出,“進給-靜止-回退”控制策略下,加工效率在淺槽部分加工效率較高,之后隨著加工深度的增加而稍有降低。因為在淺槽部分,供液充分,加工效率較高;隨著加工深度增加,供液變得困難,進給軸過多的進給和回退會導致供液的不穩定,影響加工的穩定性,所以加工效率下降。而運用PID算法的控制策略下,如圖9(b)所示,進給軸的速度波動明顯減小,使供液更加穩定,加工過程更加穩定,故加工效率基本沒有變化。
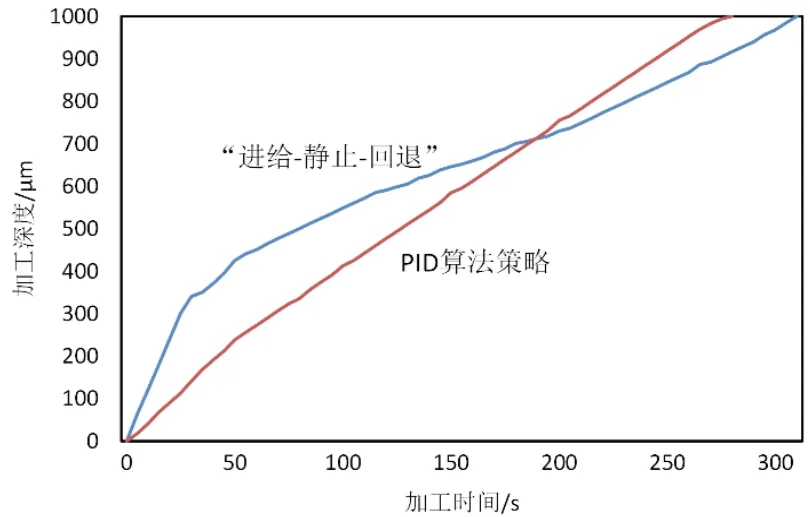
圖8 兩種策略下進給軸的時間位移曲線
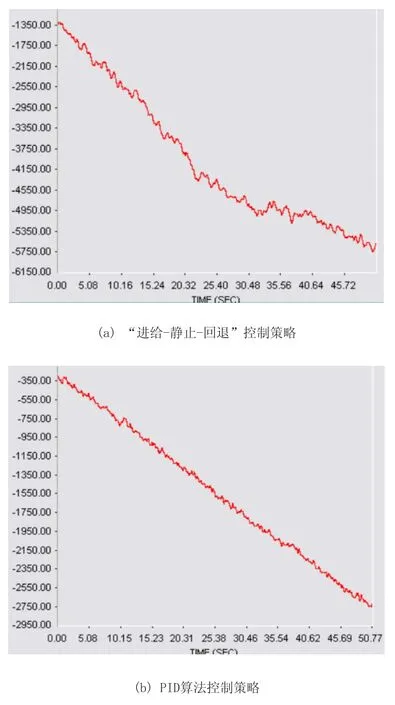
圖9 兩種策略下采集的進給軸位移曲線
圖10分別為開環控制以及閉環兩種控制策略下的加工工件圖。開環加工進給速度為5μ m/s,深度約0.9mm,槽寬約200μ m。在淺槽部分,因為供液充分,加工效率較高,開環控制下,無法根據加工效率調節進給速度,故存在倒角現象;隨著深度的增加,加工效率逐漸下降,加工到深槽區域會出現明顯的壓絲狀況,工件與電極絲緊密貼合,加工長期處在“電化學反應階段”,加工效率低下,且加工表面質量不佳,從而被迫停止加工。
閉環控制加工中,根據力反饋信號對進給軸進行控制,“材料去除狀態”結束時進給,出現壓絲時立刻回退,故不存在上述問題,有效的改善了槽兩側和頂端的加工表面質量。加工的微槽深度均為1mm。“進給-靜止-回退”控制策略下加工的微槽表面存在過切現象,槽寬約200μ m;運用PID算法控制策略下加工的微槽的槽寬約180μm,并改善了加工表面質量,減少了熱影響區域。
4 結論
本文在搭建的基于力信號反饋控制進給的實驗平臺上,通過分析材料去除的三個階段,分別提出了 “進給-靜止-回退”控制策略和運用PID算法的控制策略,對進給軸速度和力信號進行了采集分析,并通過調節PID參數,達到了較好的控制效果。相對于前者,PID算法控制策略下的進給軸速度波動范圍變小,進給更加平穩,利于保障加工過程以及氣膜形態的穩定性。
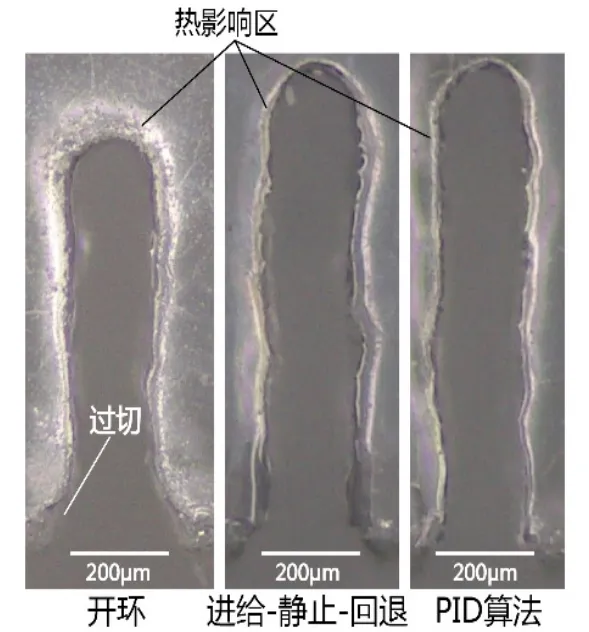
圖10 加工工件圖
在此基礎上,對石英玻璃進行了WECDM加工實驗,對比了開環控制與兩種閉環控制策略對加工的影響。開環控制的加工到了深槽區域會出現壓絲狀況,導致加工無法繼續,且加工表面質量不佳;“進給-靜止-回退”控制策略下,加工效率隨著加工深度的增加而逐漸降低;在運用PID算法的控制策略下,加工效率基本不變,而且運用PID算法的控制策略可以有效提高加工效率,并利于改善加工表面質量。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
能源工程(2020年6期)2021-01-26 00:55:22
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年3期)2019-07-10 00:54:04
消費導刊(2018年10期)2018-08-20 02:57:02
電子制作(2018年11期)2018-08-04 03:25:42
通信電源技術(2016年1期)2016-04-16 04:57:26
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
時代英語·高二(2015年1期)2015-03-16 00:08:11
