理化分析在注塑機溶膠電機轉軸斷裂失效分析中的應用
2018-10-11 01:30:24王瀚毅
機電工程技術 2018年8期
王瀚毅
(廣東產品質量監督檢驗研究院,廣東佛山 528300)
0 前言
電動機是把電能轉換成機械能的設備[1]。在機械、冶金、石油、煤炭、化學、航空、交通、農業以及其他各種工業中,電動機被廣泛地應用著。隨著工業自動化程度不斷提高,需要采用各種各樣的控制電機作為自動化系統的元件,人造衛星的自動控制系統中,電機也是不可缺少的[2]。此外在國防、文教、醫療及日常生活中(現代化的家電工業中)電動機得到廣泛地應用。多以齒輪傳動、蝸桿傳動為主,而軸是電動機中不可缺少的重要零件之一,也是最常見的失效零件。失效是指機械產品喪失了其應有功能的現象[3]。失效分析是一門發展中的新興學科,它一般根據失效模式和現象,通過分析和驗證,模擬重現失效的現象,找出失效的原因,挖掘出失效的機理的活動[4]。某注塑機生產企業的一臺注塑機在試運行過程中發生了異常情況,經檢查發現其溶膠電機轉軸出現斷裂。為找到斷裂的原因,防止類似事故再次發生,減少經濟損失,本文作者對斷軸進行失效分析。

圖1 實際斷裂情況圖示(箭頭所示)
1 樣品情況及及斷口宏觀分析
該電機轉軸,根據企業提供的信息:樣品制造材料為20CrMnTi(統一數字代號A26202),最終熱處理狀態未知,樣品且使用頻率較高,且應力加載方式為周期性剪切力為主。
檢測樣品的斷口宏觀形貌如圖1所示:斷口整體較為平整。宏觀斷面分為明顯的4個區域,如圖2所示:1號區域為光滑區,斷口凹陷狀加平整狀,可見多條“沙灘條紋”的特征線[5],約占斷口1/5;2號區域過渡區,斷口平整,呈瓷狀特征,約占3/5;3號區域位于邊緣,呈撕裂狀,有塑性變形的特征;4號區域呈臺階狀,有塑性變形痕跡。進一步觀察表明,1號區域的沙灘條紋是典型的宏觀疲勞斷口特征是疲勞源區,2號區域是疲勞裂紋擴展區,4號區域是最終破斷區。
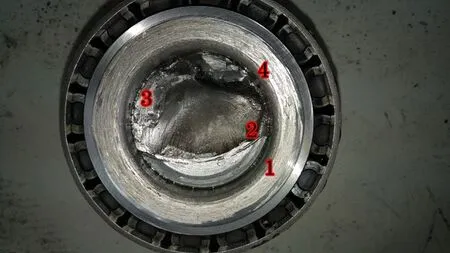
圖2 宏觀斷面形貌
2 樣品化學成分分析及硬度檢測
2.1 化學成分
采用直讀光譜儀對樣品的化學成分進行檢測,結果如表1所示。通過與GB/T 3077-2015《合金結構鋼》中的20CrMnTi(統一數字代號A26202)的標準化學成分對比,發現其符合要求,沒出現錯料現象。

表1 電機轉軸的的化學成分(質量分數)
2.2 硬度檢測
測試樣品的硬度指標可間接反應熱處理工藝是否符合要求。因為此次檢測委托方未能提供檢測樣品交貨設計硬度值,編號1所在點為中心點隨后的點逐漸測試直至最外緣,所測硬度為標尺為HBW2.5/187.5。檢測樣品硬度結果如表2所示。

表2 檢測樣品硬度結果
3 樣品顯微組織檢測
3.1 非金屬夾雜物形貌
夾雜物樣品取自圖3所示的1部位,因為該部位為斷裂開始部位,該部位含夾雜物的可能性較高。通過制樣分析后觀察結果表明:在1處的橫縱面均未發現有大尺寸及大量分布的夾雜物。其夾雜物具體圖像如圖4、5所示。

圖3 金相組織及夾雜物試樣取樣位置

圖4 標號1部位橫向夾雜物 (100×)

圖5 標號1號部位縱向夾雜物 (100×)
3.2 顯微組織形貌[6]
顯微組織樣品取樣部位為圖3中的1部位,金相觀察為橫向、縱向的金相組織均為回火索氏體,符合調質熱處理工藝特征。在橫縱方向上也未見明顯的熱處理缺陷其具體形貌如圖6、7所示。
4 結果分析[7-8]
(1)經化學成分分析,樣品材料符合GB/T 3077-2015《合金結構鋼》中20CrMnTi的成分特征。

圖6 標號1部位樣品縱向顯微組織(500×)

圖7 標號1部位樣品橫向顯微組織 (500×)
(2)樣品最終熱處理顯微組織為回火索氏體,最終熱處理推測為調質工藝。
(3)樣品整體硬度為240HBW2.5/187.5至270HBW2.5/187.5之間,因委托方未提供交貨熱處理圖紙,無法判定其熱處理最終硬度是否符合處理要求。零件表面硬度為690 HBW2.5/187.5至721HBW2.5/187.5之間,推測其表面經過氮化或鍍鉻處理。
5 結語
對樣品觀察表明,斷口形貌為明顯的疲勞斷裂源位置的特征;斷口呈現明顯的裂紋源位置、擴展區域、最終斷裂區域都較為明顯;推測該電機轉軸的失效原因為非材料原因,多為交變應力施加,應力過載所致。
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
