淺談鉀堿濃縮分離器(Ni罐)的焊接修復
2018-10-21 02:10:40孫奇偉
中國化工貿易·中旬刊 2018年10期
關鍵詞:焊接工藝
孫奇偉
摘 要:鉀堿生產過程中的片堿蒸發工序濃縮分離器泄露。濃縮分離器的材質為N02201(相當于國標鎳N5),由于在焊接制作過程中焊接工藝選擇不當焊后沒有熱處理,造成再熱裂紋。在使用時又產生強堿KOH對鎳板裂紋處滲入產生晶間腐蝕現象造成嚴重泄露。經過對該鎳罐制定嚴格的焊接工藝徹底消除熱裂紋和腐蝕的金屬,采用氬弧焊、純氬氣保護、小能量、大焊接速度焊接。在焊后經過熱處理,該濃縮分離器(鎳罐)運平穩無泄露達到良好的效果。
關鍵詞:焊接工藝;坡口;焊接電流;焊接環境
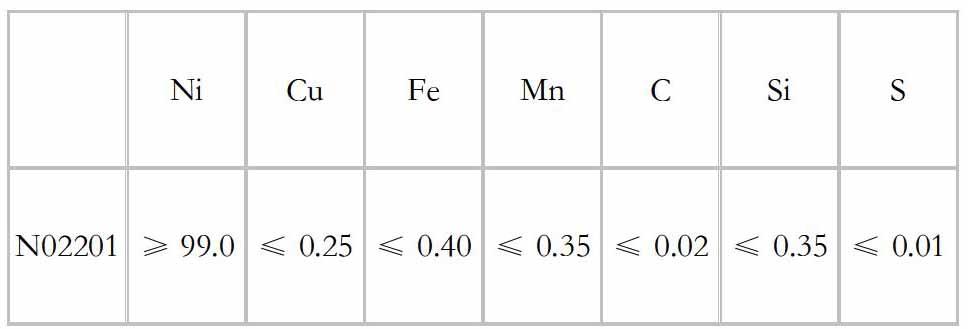
我公司在氫氧化鉀生產過程中,片堿濃縮分離器大面積泄露。制造濃縮分離器的材料為N0221純鎳制造其成分為:
鎳板的厚度為8mm,工作介質為氫氧化鉀,濃度56-95%,工作溫度380-420℃經常開、停車溫度變化大。經過分析,確定為在焊接制作過程中,焊接工藝選擇不當,焊后沒有做熱處理消除焊接應力造成再熱裂紋;同時在使用過程中強堿從熱裂紋處滲入產生晶間腐蝕金屬結構被破壞發生改變,造成泄露嚴重。為了不影響生產,公司決定對該濃縮分離器進行補焊修復。
1 焊前準備
①焊接切割設備的準備;②打止裂孔;③坡口形式;④開坡口:封頭和筒體及筒體裂紋,用角向磨光機機進行打磨或用等離子切割機(盡量少用)切割消除裂紋,并將其打磨制成70°~80°的坡口;⑤焊縫的清潔:由于鎳非常容易被硫,鉛脆化形成熱裂紋,所以打磨時應該在裂紋的兩側用角磨機分別各25mm寬范圍內磨除氧化膜。用丙酮清除油污等雜質,顯出金屬光澤,絕對保持裂紋范圍內清潔度;⑥焊接時包括定位焊,應有合格焊工施焊。
2 焊接工藝
2.1 焊接方法的選擇
手工氬弧焊(TIG)焊接具有熔池保護效果好,焊縫金屬致密,易于操作,焊縫成形美觀,焊接合格率高的特點焊接時采用手工氬弧焊,直流正接,噴嘴直徑為10~15mm,鎢極直徑為φ2.5~3.0mm,鎢極伸出長度為5~6毫米。因為電極的形狀將影響焊縫的寬度和熔深。所以為保證電弧穩定有足夠的熔深,電極端部應磨尖,尖部直徑約為0.4mm,夾角30°~60°。
2.2 焊絲的選擇
為保證焊后鎳罐的耐腐蝕性就必須保證鎳在焊縫中的含量。為此我們選用哈爾濱焊接研究所生產的Ni99焊絲其基本成分與N0221相近。焊接工藝參數:
2.3 技術措施
①鎳的導熱性差,焊接時容易過熱引起晶粒長大,故焊接時不需要預熱,焊接采用小線能量,短弧焊,盡量選用大的焊接速度盡量減少焊接應力。不作橫向擺動或只作擺幅不超過焊絲直徑的兩倍,收弧時注意將弧坑填滿,防止裂紋的產生;②層間溫度高是引起焊接接頭過熱、焊縫金屬及熱影響區晶粒粗大力學性能和耐腐蝕性下降的原因之一。說以層間溫度要控制在100℃以下。可以在打底焊結束后焊縫的背面用壓縮空氣吹冷,縮短焊接高溫區停留時間;③進行底層焊接時,焊縫背面充氬氣防止根部氧化和焊縫成形不良。同時保護用氬氣也不能過大防止焊縫未融合。焊接過程中,焊絲的加熱端要置于保護氣體防止焊絲端部氧化造成夾渣;④焊接時采用高純氬氣,純氬純度不低于99.95%;⑤焊縫多層焊時,宜采用多道焊,底層焊道完成后,應采用放大鏡檢查焊道表面,每一焊道完成后均應進行檢查,消除各種表面缺陷,每層焊道的接頭應錯開;要求蓋面焊縫成型為凸型,為魚背型即可;⑥當焊件溫度低于15℃時易產生氣孔,這是因為破口表面存在冷凝水的緣故,這是使用丙酮也不能消除的,所以應對焊縫兩側300mm范圍內加熱15-20℃,且應熱透使其沒有冷凝水的產生;⑦焊件表面嚴禁有電弧擦傷,且不得在焊件表面引弧和熄弧,焊接熄弧時應填滿弧坑,以防弧坑裂紋。必需加引弧板、收弧板,每一段焊縫接頭應回焊一小段,然后沿焊接方向前進;⑧焊接定位焊縫的焊接材料與焊接工藝應與正式焊接相同,定位焊縫采用鎢極氬弧焊,背面應進行氬氣保護。定位焊縫要保證焊透及熔合良好,且不得有氣孔、夾渣等缺陷。定位焊應平緩過渡到母材上,并將定位焊縫兩端應成緩坡。
2.4 注意事項
①施焊前要對坡口兩側各50mm范圍內進行清理;施焊焊絲焊前用丙酮或乙醇清理干凈,方可施焊;②嚴禁施焊人員及非施焊人員用不潔凈手碰觸焊縫和焊絲,避免焊道污染,產生焊接缺陷;③焊接時選擇適當的焊接角度和填充焊絲的角度操作平穩。
3 維修后的使用效果
該濃縮分離器經上述方法焊接,現在使用兩個月后沒有出現裂紋和漏點使用正常。實踐表明:該濃縮分離器(N02201)采用手工鎢極氬弧焊和匹配的焊絲及大角度的焊接坡口,焊接時采用大電流快速度焊并做好根部保護就能得到優質的焊接接頭。注意對焊絲母材的焊前清理和施工現場的保護也是焊接成功的關鍵。
參考文獻:
[1]陳祝年.焊接工程師手冊(第2版)[M].北京:機械工業出版社,2009.
[2]劉云龍.焊工第12章(第1版)[M].北京:機械工業出版社,2006.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年22期)2015-06-15 21:49:25
