方眼疵點產生的原因分析及防治措施
2018-10-26 05:12:44孫慶軍
山東紡織科技 2018年5期
吳 彤,孫慶軍
(山東日發紡織機械有限公司,山東 聊城 252000)
1 問題現象描述
在織機上織造棉織物或者麻織物,織物組織為平紋或斜紋織物時,有時會出現一組經紗擠在一起與相鄰的另外一組經紗間隙增大,一組緯紗與相鄰的另一組緯紗間隙增大,在布面上形成棋盤形狀的方形眼孔,我們習慣上稱之為“方眼”疵點,英文名稱為Reediness。該類疵點的特點是:布面經紗方向、緯紗方向均出現平均密布的方形眼孔;布面呈現網狀針孔現象;棋盤狀的規律性小方格。這種織物疵點和筘痕、筘路、筘柳(織疵)特點相似,影響布面質量,需要避免。中華人民共和國國家標準GB/T 24250—2009《機織物 疵點的描述 術語》里面沒有這種疵點的介紹,但是在現實生產中的確會出現該類疵點。為了減輕或消除該類疵點,經多次試驗,查找原因,逐步積累了一定經驗,為實際生產提供一定參考。
2 產生的原因及防治措施
織機運轉織造時,鋼筘決定了布面經紗的均勻程度,當鋼筘推動緯紗到零度(前止點)時,經紗受筘齒側向分力沿著緯紗方向作側向移動,當鋼筘打緯完成后退時,織物成形區的經紗,不具備沿著緯紗作均勻分布的條件,棉、麻類紗線的表面粗糙,更不易沿緯紗方向作橫向移動,筘齒的空隙沒有經紗來填充,便在布面上形成了“經向縫隙”;棉、麻類紗線表面粗糙,相對橫向運動時,紗線之間的摩擦力大,對于織造緊度較大的織物,需要織機具有較大的打緯力,如果鋼筘不能把緯紗送到合適的位置,便形成了“緯向縫隙”[1],“經向縫隙”加上“緯向縫隙”便形成了方眼。具體到織造工藝,以下幾個方面如果調整不當,則會增加產生方眼疵點的可能性。
后梁處于低于或等于等張力梭口經位置線標準后梁位置,開口以后,上、下層經紗的張力差異過小,緯紗不容易產生側向移動,容易產生方眼,此時應該適當提高后梁位置[2],使上下兩層經紗具有較大的張力差,這樣能增大打緯角,減小打緯阻力,有利于把緯紗緊緊的“拍”向織口,且便于經紗產生側向移動,進而減輕或消除方眼。通過多次試驗,這一項是減輕方眼疵點的最主要因素。
綜框高低位置等于或偏高于等張力梭口經位置線標準位置,上、下層經紗的張力差異小,不利于打緯和經紗側向移動,布面則容易產生全幅性或接緯側方眼,此時應該適當降低綜框位置。
上機經紗張力過大,開口過程中經紗在綜絲眼中游動困難,綜眼到織口區域的經紗張力得不到補償,經紗條干受到破壞,從而使布面呈現出無規律不豐滿現象,嚴重的形成方眼。另外,上機張力過大時,經紗對緯紗的夾持力相應增大,此時經紗沿緯紗方向作橫向移動的摩擦力增大,鋼筘后退時,筘齒的空隙經紗不能彌補,容易形成方眼,針對此問題應適當降低經紗張力,減輕經紗對緯紗的摩擦,使經紗易于橫動來彌補筘齒造成的空隙,消除方眼。
開口時間過遲,打緯時經紗對緯紗的抱合角小,緯紗位置容易反彈,尤其織造平紋類織物時容易產生方眼,此時應適當把開口時間提前,增大打緯角,加大經紗對緯紗的抱合角,減輕或消除方眼疵點的產生。
鋼筘規格選用不合適,筘齒太厚或分布不均勻,選用筘號太小,每筘穿入經紗過多,亦會產生方眼,此時需要減小筘片的厚度或者將筘號改大,比如原來4筘/1 cm改為8筘/1 cm,相應的每筘經紗數加倍。每筘齒中穿入的經紗根數越少,織物外觀就越均勻。不過由于筘齒數量增加,占用了經紗的空間,經紗之間摩擦增大,進而斷頭率增多[3]。故應權衡利弊、綜合考慮,在保證筘齒機械性能良好的情況下選用合適的筘號。
停經架位置太靠后,此時如果布面有方眼疵點,應該把停經架前移,使下層經紗呈繃緊狀態,促使經紗橫向移動,從而減輕方眼疵點的產生。
設備打緯力不足,或者打緯機構之軸承、連桿、筘座存在間隙,在織造緊度大的織物時,由于經紗對鋼筘存在較大的阻力,削弱了鋼筘對緯紗的推力,使緯紗不能達到規定的位置,造成方眼,此時應調整打緯機構,保證其機械性能良好,使織機具有均勻、足夠的打緯力,消除或減輕方眼疵點的產生。
綜框橫擋或綜絲條變形,造成綜眼不在同一水平線上,致使下層經紗位置不當,會使布面局部產生方眼,此時應該校正或更換綜框。
綜框左右不平或拉桿產生間隙,使一側偏高,當經紗張力偏大的時候,布邊部位易產生方眼疵點,此時應調整綜框兩側平齊或更換拉桿。
左右兩邊邊撐位置不一致或者不符合工藝規定要求,對布面的握持力不足,致使織口變大,則會產生布邊方眼疵點,此時應調整邊撐到合適位置或者改變刺針方向,力求兩側織口與布面中間織口一致。
后梁左側與右側高低不一致或者與鋼筘擋板的距離不一致,導致左右兩側經紗張力不一致,張力大一側的布面豐滿度就會受到影響,產生方眼。此時應調整后梁高低前后平齊。
棉、麻類織物,為提高紗線的可織造性,多采取漿紗工序,如果使用的漿料不當或者上漿率過大,使紗線過硬也會產生方眼疵點,應當區分不同的纖維種類、經緯紗粗細、經密、緯密和織物組織,來確定使用不同性能的漿料和適當的上漿率。
車間溫濕度不夠,紗線干燥發硬,不易變形,也會出現方眼疵點,應該按要求調整織造車間濕度[4],溫濕度建議表如表1所示。
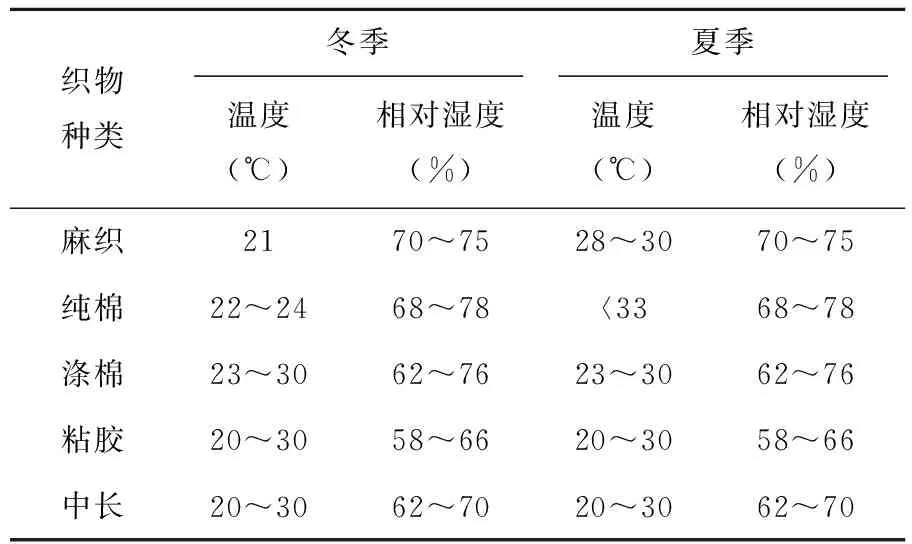
表1 溫濕度建議
總之,方眼疵點的產生多數情況是綜合因素所致,它的減輕和消除,也不是調整某一個方面就能實現的,要綜合考慮機型、機構、組織、原料、織造環境等多方面因素,精細調整每一個環節,逐步提升布面質量,進而滿足終端客戶高品質的需求。
3 結語
在實際生產中,調試工程師在調試棉織、麻織品種時,嚴格按照以上解決“方眼”疵點的措施執行,取得了很好的效果。比如,在調試白坯布棉織織物14.8/14.8 524/283 1/1平紋時,早期機臺出現“方眼”疵點的機臺比為90%以上,通過按照以上措施調試織機,出現該疵點的機臺比降為10%以下,效果非常明顯。因此,該方法可在調試棉、麻織物時加以推廣。