超級雙相不銹鋼鋼管焊接工藝研究
2018-10-31 08:50:02江齊鋒
機電設備 2018年5期
吳 偉,彭 文,江齊鋒
(1.滬東中華造船集團有限公司,上海 200129;2.中船澄西船舶修造有限公司,江蘇江陰 214433;3.中船黃埔文沖船舶有限公司,廣州 510715)
0 引言
某18 600 t化學品船的貨艙區裝卸系統管系使用超級雙相不銹鋼。考慮到此管系將來要輸送對環境要求極其嚴格的化學品液貨,所以其焊縫質量必須通過設計要求的 100%RT檢測。承建該艘化學品船的公司是首次建造此類型產品,所以缺乏前期的焊接技術儲備和后期的生產技術管理經驗。為解決此矛盾,相關人員查詢了許多資料并進行了大量焊接工藝試驗,以驗證并確定合適的焊接工藝參數,從而確保后期產品實際建造中的焊接質量[1-2]。
1 材料性質分析
經過與奧氏體不銹鋼的力學性能和化學成分對比(見表1和表2)發現,超級雙相不銹鋼的Cr、Mo元素明顯高于奧氏體不銹鋼,此元素有利于提高鋼的耐腐蝕性。其中Ni和N元素是奧氏體的促進和穩定元素,與Cr相結合可以產生雙相不銹鋼組織。

表1 超級雙相不銹鋼與奧氏體不銹鋼的材料化學成分對比(質量分數)(%)
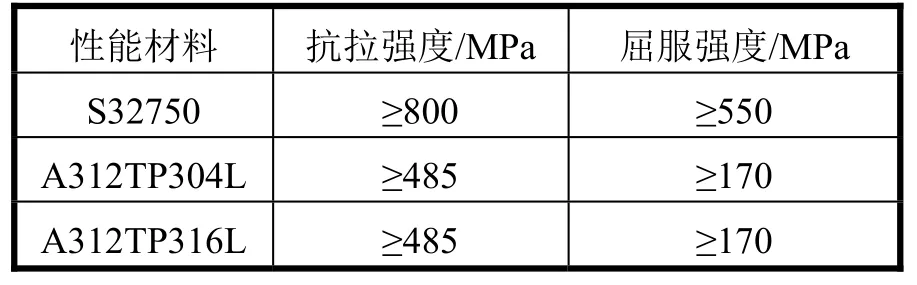
表2 超級雙相不銹鋼與奧氏體不銹鋼的材料力學性能對比
超級雙相不銹鋼的焊接性能優良,在選取合適焊材及合理控制焊接線能量等因素的前提下,焊接冷裂紋和熱裂紋產生的敏感性都偏低,且焊縫又有很好的耐腐蝕性能和力學性能。但是在焊接過程時,焊縫又不易被多次受熱,這樣容易破壞雙相不銹鋼組織。此材料的合金含量較高,焊接時冷卻速度過慢也會導致有害相的產生。以上這些情況都有可能對超級雙相不銹鋼的焊接接頭的耐腐蝕性能和力學性能產生直接影響,因此,需要在焊接工藝方面采取必要的措施,以保證焊接質量。
2 焊接材料和焊接方法選擇
1)焊接材料的選擇。根據焊接試驗產品的材料性質,選擇某焊材廠生產的型號為 ER2594、規格為φ2.4 mm的焊絲,焊絲化學成分如表3所示。

表3 焊材化學成分(質量分數)(%)
隨著我國自主研發能力的加強以及工業制造技術水平的發展,目前工業焊接材料已日趨國產化。所選擇的焊材廠已經具備超級雙相不銹鋼焊絲 ER2594的生產能力,焊材的國產化極大地降低了采購成本和運輸周期。另外,國內部分船廠已采用國產ER2594焊絲并將其用于具體的產品建造中。綜上,后期產品實際建造中選用此型號焊絲是可行的。
2)焊接方法的選擇。參考公司在不銹鋼相關材料焊接方面的經驗,建議采用鎢極氬弧焊。此焊接方法的焊接質量比較容易控制,焊接過程中焊接能量相對集中,保護氣體對熔池的保護效果也好,焊接化學成分不易流失。因此,超級雙相不銹鋼的焊接也采用此焊接方法,此方法能夠較好地保證焊縫的焊接質量。
3 超級雙相不銹鋼的焊接參數選擇
1)焊縫及坡口選擇。試件母材型號為S32750,坡口型式采用 V形坡口,如圖 1所示。焊絲型號為ER2594,規格為φ2.4 mm。焊接工藝采用單面焊雙面成形工藝。此焊接方法對打底焊的質量要求極高。如電流過小,易造成夾渣或未焊透;電流過大,易造成焊穿。
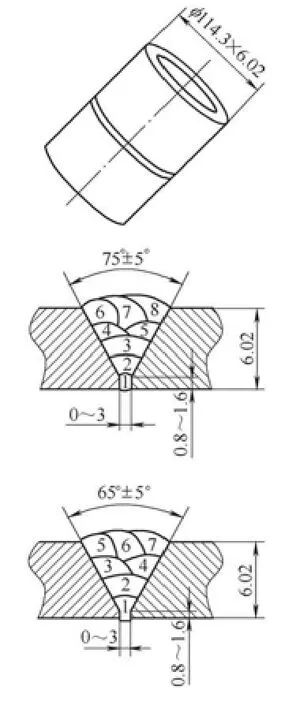
圖1 坡口及焊道示意
2)試驗參數選擇。參考公司在不銹鋼焊接方面的經驗,在焊材、焊接保護氣體、焊接方法等因素相同的前提下,通過改變焊縫坡口大小、焊接電流、電壓以及焊道層次分布等方法,進行多組試驗。
4 超級雙相不銹鋼的焊接注意事項
焊件坡口采用坡口機或機加工方式進行,嚴禁采用火焰方式加工坡口。焊件組對前應先將坡口及距離坡口50 mm左右的表面徹底清除干凈,不應含有碳化物(如:油漆、銹、毛刺及水分等)等雜質。管件成品及半成品應當隔離堆放,以防鐵元素對超級雙相不銹鋼的污染。隔離措施如圖3所示。

圖3 隔離措施
焊件在制作、運輸和組裝過程中應避免鐵離子污染和磕傷。焊件加工應在專用的不銹鋼車間進行,加工過程所使用的工具必須是非鐵類不銹鋼專用工具,如電動砂輪機、不銹鋼專用砂輪片、不銹鋼鋼絲刷等。焊接前,應用丙酮或酒精清理焊件。溫度低于10℃時,嚴禁施焊。焊件在安裝對接時,首先要檢查焊件接口同心度,防止安裝錯邊。焊件不得強行組對,做好防變形措施。應采用純度≥99.95%的氬氣做保護氣體。
焊件對接定位可選用定位工裝,或在焊道坡口內作焊接定位。焊件定位焊接時,應采用與打底焊相同的焊材和焊接工藝進行施焊。定位焊應采用均分固定的方式(如4點、6點或8點的方式),且焊腳高度不應高于整個管壁高度,應位于管壁厚度的 2/3厚度左右,在定位焊過程中,要確保整個定位焊質量良好,不致開裂,如有,應馬上清除干凈。
考慮到后續實際建造中,相關焊接工藝要能完全覆蓋大、中、小管徑,所以在焊接試驗過程中,應嚴格遵守已選定的相關參數進行焊接試驗操作。
在焊接質量得到充分保證的前提下,應采用小電流、快速焊以及多層焊等方法進行施焊。在焊接時,盡量采用小線量焊接,層間溫度不超過150℃。
焊縫表面采用鋁箔膠帶封堵,車間焊件預制時采用海綿、泡沫等工具做成堵板,外場焊件合攏時采用水溶紙封堵。在距離焊縫300 mm左右的兩側設置一個氣室。氣室一側用來充氬氣,另一側開個小孔用來排空氣,等氣室內的空氣全部排盡且被氬氣充滿后,方可進行焊接施工。在施焊前,應先撕開坡口面上一段約長40 mm左右的鋁箔膠帶,然后焊完后,再撕開一段。焊接過程中,不得把坡口面上的鋁箔膠帶全部撕開后再焊接,并且在整個焊接過程中,氣室內必須要充滿氬氣做保護氣體。
在進行下一層焊接前,必須先對上一層焊道進行仔細的外觀檢查和焊道清潔,必須清除所有殘渣物質。打磨時要防止產生過熱區,保證焊縫表面成形良好。如焊接過程中要作焊接停留,氬氣要在焊接結束后數分鐘再停止充氣。
一律要求在坡口內引弧,嚴格禁止在母材表面作電流試驗或引弧操作,并且注意防止電弧擦傷母材。焊接方法選用半擊穿法,焊絲熔化以水滴狀形式過渡到熔孔中形成焊池。當一次焊接結束后,需要再次重新引弧時,應在焊道內重新引弧,并且引弧點需與上一次熄弧處重疊約15 mm左右。引弧成功后,焊炬還需在引弧處停留運弧數秒鐘,以便獲得與上一道焊縫相同寬度和光澤的焊縫,然后方可運弧移出弧坑,繼續后續施焊。
焊接全過程結束后,氣室內還要繼續充滿氬氣保護熔池,直至熔池完全凝固后,焊炬才可移出焊縫。焊接過程結束后,必須要對焊縫表面進行仔細檢查,清除所有殘留雜質和缺陷,如有,必須要修補合格后,才可結束整個焊接過程。焊件焊好后,要對焊縫進行酸洗和鈍化處理。
5 超級雙相不銹鋼焊接性能檢測
1)無損檢測[3-4]。焊縫表面采用100%PT檢測,符合JB/T4730.5—2005.I級要求。焊縫內部采用100%RT和X射線檢測,符合JB/T4730.2—2005.I級要求。
超級雙相不銹鋼焊接接頭顏色與保護效果的關系見表4所示。
2)破壞性試驗。對焊接接頭進行了2個拉伸試驗、4個彎曲試驗、2個腐蝕試驗和1個金相試驗,試驗結果均符合相關標準要求。試驗項目及試樣數量如表 5所示。
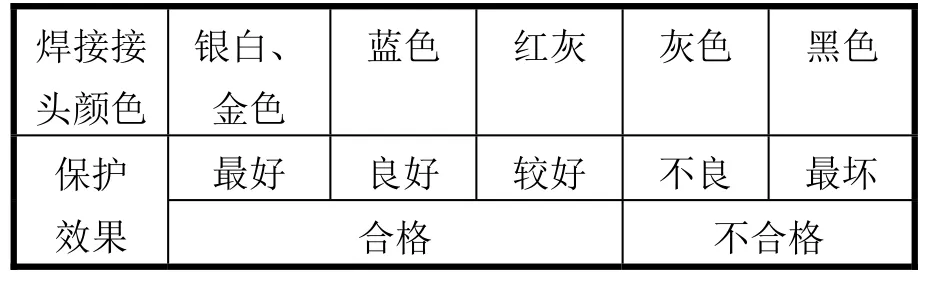
表4 超級雙相不銹鋼焊接接頭顏色與保護效果的關系
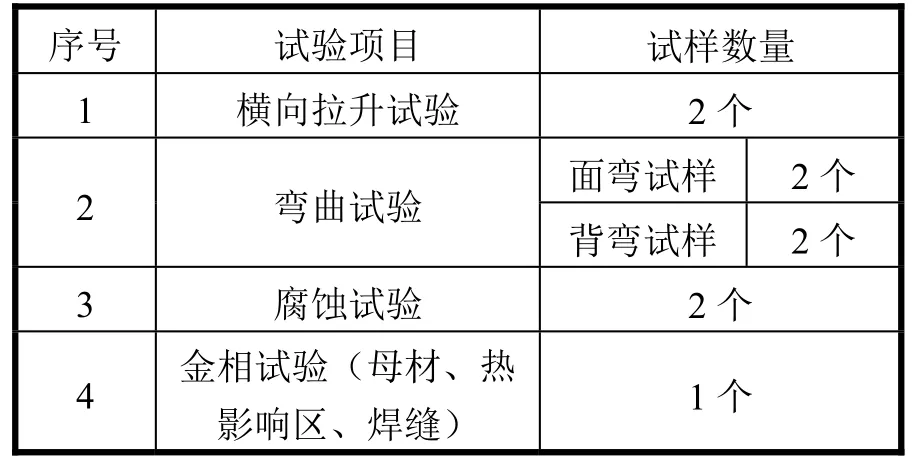
表5 破壞性試驗相關要求
6 結束語
在焊縫層間的溫度得到嚴格控制的前提下,通過采用多層焊、多道次以及合理控制焊接熱輸入量,鎢極氬弧焊能夠很好的保證超級雙相不銹鋼的耐腐蝕性和相平衡。超級雙相不銹鋼和奧氏體不銹鋼都具有很好的焊接性和耐腐蝕性,但是超級雙相不銹鋼產生熱裂紋的傾向較低,而且氯化物耐腐蝕性能優于奧氏體不銹鋼,因此超級雙相不銹鋼已逐漸應用于對耐腐蝕性能要求極其嚴格的環境中,如石油化工設備等,其在工業制造中具有廣闊的應用前景。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
